





#Rekd™
-
Posts
2,925 -
Joined
-
Last visited
-
Days Won
48
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by #Rekd™
-
-
It might be a good idea to have a thread on the Industrial Forum pinned to the top on Transform Toolpath.
Some toolpaths (axis substitution) don't work with Rotate so you need to use Translate - Coordinate - Delta
-
10 hours ago, Aaron Eberhard said:
you were "including origin"
@Aaron Eberhard When would you include the "origin" and when wouldn't you?
Always learning from this forum, awesome!!!
-
Could be your linking parameter settings.
-
1 hour ago, crazy^millman said:
boundary with finish scallop
That is the method in that Tutorial I referred him to yesterday.
.gif ":)")
-
 1
1
-
-
Look at the In-House free training tutorials "Worm Gear Review" and see how they use a "Scallop" tool path to create a blend on a sharp feature.
-
 1
1
-
-
Try equal scallop if you haven’t already.
-
1
-
2
-
-
2 hours ago, jpatry said:
This is a good explanation, I think I may even be able to sway the local cultists of the Great Smoothbrained One with it
I bought my license personally, I can use it wherever I want/ need. Yes my employer should have it but….for $195.00 lifetime it was a no brainer to purchase.
-
1
-
-
You will need to do an axis substitution.
-
You will get more help/responses if you link a valid Mastercam file.
-
Another issue to be aware of is correcting your feed rate for helixing inside holes close to the diameter of the tool. HSM Advisor has a button for this.
-
1
-
2
-
-
I always start out with about 75% of what it gives me and then see how the tool/ machine respond and what the part looks like. Then increase from there.
-
1
-
-
You can change the parameters at each point within the geometry selections in the drill toolpaths.
-
If you use Harvey tools and Helical Solutions (same parent company). They have an excellent Machining Advisor on their website, it is excellent.
I also use HSM advisor that Ron mentioned along with contacting the manufacturers for recommendations for step overs, depth of cuts and feed per tooth.
-
2
-
-
If it is rubbing the shank you could grind it down by hand to create more clearance.
-
19 hours ago, crazy^millman said:
Still saving one customer $10 million a year that cheated me out of 400 hours back in 2017. Time reduction one one project was 5000 hours of assembly time per rocket and they are launching one about every week.
We won't mention their name here or on X!!!!!
-
 1
1
-
-
On 10/13/2023 at 7:52 PM, Kyle F said:
I'm open to giving that a try! then once speeds/feeds are sorted out I can change angle of helix to speed it up and find a sweet spot.
If you have the funding buy yourself HSM Advisor (Speeds and Feeds app). The have a free version call FSWizard but the HSM Advisor offers more information and gives you access to FSWizard Pro.
I bought personally it a while back on a recommendation from @crazy^millman best $195.00 (life time license) I ever spent for drilling small holes among other features it has.
We use a lot of Harvey tools for small end mills under 1/8” and Helical Solutions for 1/8” and larger. They have an excellent Machining Advisor application on their website but it is only for their products.
-
1
-
-
3 hours ago, JB7280 said:
I tried this after reading your comment, as I'm in this same situation quite a bit. When I use ramp on an open contour, it wants to climb AND conventional mill. Is there a way to avoid that?
Maybe I'm misunderstanding the method
Then you need to create a small triangle like JP stated.
-
Not sure what toolpaths you are using.
If it is a 2D Contour there is a Ramp option and set it by depth. You don’t need a closed contour for this.
-
I would ramp down instead of taking a full depth cut.
-
Getting Ron or Aaron to help you would be worth it, you can't learn this kind of expertise or experience in weeks...takes a lifetime almost!
-
1
-
-
I thought the router posts supported the aggregate heads?
-
1
-
-
If you use HSM Advisor it gives you a lot of information.
-
buying a Haas...everything is an option....by the time you option it out you could almost buy a Matsuura!
-
1
-
-
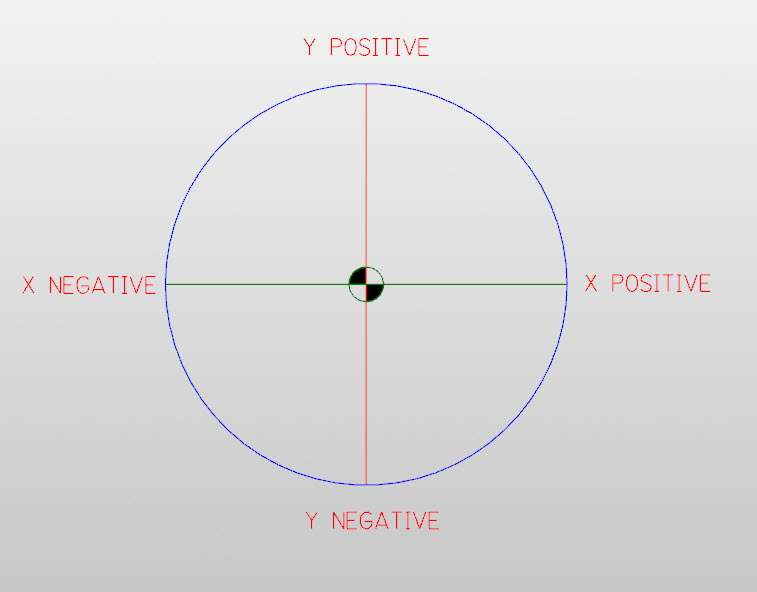
3 hours ago, RecceDG said:
To what effect?
Standard Cartesian planes and G-Code are as per this photo. Not sure if your machine is backwards or not.
Production metal printers, tolerance capability?
in 3D Printing
Posted
Without any actual experience with any of these machines.... how stable are the parts when being machined after they are "printed" (warping etc)?