Mic
-
Posts
278 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Mic
-
Sorry for not seeing "LaszloK" first post about MU2 Looks like I need some vacation:-)
-
Is everybody on vacation since nobody has noticed this: http://www.mastercam.com/Support/Downloads/MastercamX6/Default.aspx#X6_MU2
-
Just finished a little roughing test 310cm³/min MRR
-
You could also use dynamic contour. Would work very well for this job.
-
Where do you know it from? Is it better than normal billet impellers? They're using hyperMILL and their multiblade package.
-
Yes it's. It's for drag racing. http://www.bullseyepower.com/home.asp
-
NREC is specialized within multiblade stuff. Their cam solution MAX-PAC can only machine impellers, blisks and shrouded version of these 2. But it should be really powerful. A friend of mine is machining these impellers. http://www.maperformance.com/rehost/doublebat_2.jpg
-
It's an Alzmetall GS 650/5-FDT with Siemens 840D controller http://www.alzmetall.de/alzmetall/index.php?id=gs650-5-t0 They make some really nice machines. Much more rigid than Hermle and other Gantry+trunion style 5X.
-
Taken directly from NREC's website But yes it looks nice. Francis turbines might sometimes be more complex to machine than impellers
-
Sounds like NREC. I once heard a pricetag around 100k USD for the full MAX-PAC bundle. For that much you can almost get a Level 3 Multiaxis and a VF-2TR to run the job on
-
In hyper.... only Flank Milling ( SWARF ) and Plung Roughing by default supports bullnose tools. But if you know the hidden - and powerful - cfg-parameters you can open up for bullnose on all the multiblade cycles
-
G93 Inverse time feedrate is a controller option.
-
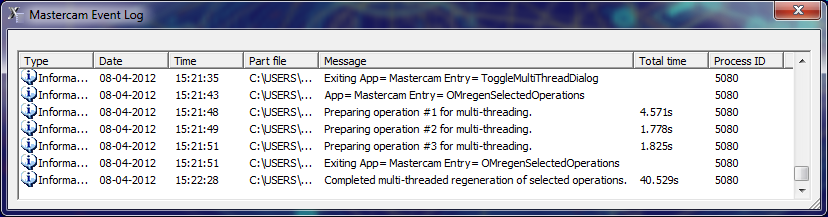
New rig at home 40.5s i7-3930k 16GB Memory 240GB Intel 520 SSD Win 7 Pro 64 bit X6

-
I don't see any G19 in your main program nor sub
-
+gooogolplexian MX-520 with real 840Di ( no Yasnac front end ) would be awesome
-
Perhaps not on price, but then on almost everything else
-
Looks like you need very long holder to machine small part at A-90. Otherwise you'll need a high fixture and then you'll end up not having enough Y-axis travel. The MX-520 comes with both IPS and Camplete. Then you've both offline and online collsion check.
-
Our stock MX-520 will come with "High speed high precision + 5-Axis related option" package
-
Get it with the "5X related option package" and you're good to go. If you are US based and buying through Methods you'll get it bundled with Camplete:-)
-
stl is triangle data. I don't think you can convert this into stp ( solid ) data without using somekind of reverse enginering program like Geomagic Studio or similar.
-
Thank you for the replys Did also try Blade Expert but skiped it because it wouldn't allow bullnose. Ballnose roughing takes way too long time. With the trim/extend function I managed to machine the entire pocket, now I only need to get the tool inclination right so it don't gouge the left blade.
-
Heidenhain control? Sounds like a problem with the position monitoring. I think there is a timer parameter or something similar that can be increased slightly to overcome the problem.
-
79 views and 15 downloads, but not a single reply
-
Hi I've to machine this fan on a 4X HMC. I can't get the roughing to machine the entire area between the blades. What am I doing wrong? FAN.zip
-
Thanks for the reply. After a call to the local grinder we ended on 14,0g/cm^3 I know we can get material with higher density but standard carbide has a fair good price. As we can use Ø20,00 they just need to cut it in the right length. I would expect pure tungsten to be expensive? No need to weld as it's designed as a press fit.