MSL
-
Posts
316 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by MSL
-
Yes, Single Block/JOG/Door open/ clean chips close the door/Mem/Single Block off/ run
-
Thank you for the detailed information Ron. That worked. I was lost at pfr_l section.
-
Hi, How can I change the E to F on lathe threading cycle in Generic Fanuc 4x MT_ Lathe post? Thank you.
-

Creating turning geometry from a surface model
MSL replied to Scott Lent's topic in Industrial Forum
Have you tried creating geometry using Turn profile? Create/Turn profile. -
We bought Mastercam here at JPL about 10 years ago. I wasn't directly involved with purchasing. I know IT had to do some research about the software but it did not take long to do it. I'm sure your reseller have all the answers they need. I will let you know if I find more information.
-
Yes, It's well money spent. 8 hours course is not enough for multiaxis, but Colin did a great presentation and covered pretty much most of multiaxis options.
-
I hope this help. Tilted work plane operation.pdf
-
Thank you to every single one of you who took the time out of your busy life and shared the knowledge. I will look into all the machines suggested above. Thank you.
-
Sure.
-
haven't got the price for all of them yet. But our budget is up to 500K. Not including tooling.
-
Hi Steve, I'm doing good. Lots of changes since you left. Let me know when you come around.
-
Hi, We are looking to buy a 3 axis machine for micromachining. Does anyone here know any good machines? we do not have lots of real state for this machine so we are looking for a machine with small foot print. Currently looking at the machines listed below. Makino iQ300 Okuma MILLAC 44V II Yasda YMC 430 Matsuura LV-500 Thank you.
-
Hi Colin, Thank you for your help.
-
Hi, Does anyone know how to make a post to expire in specified date? Thank you.
-
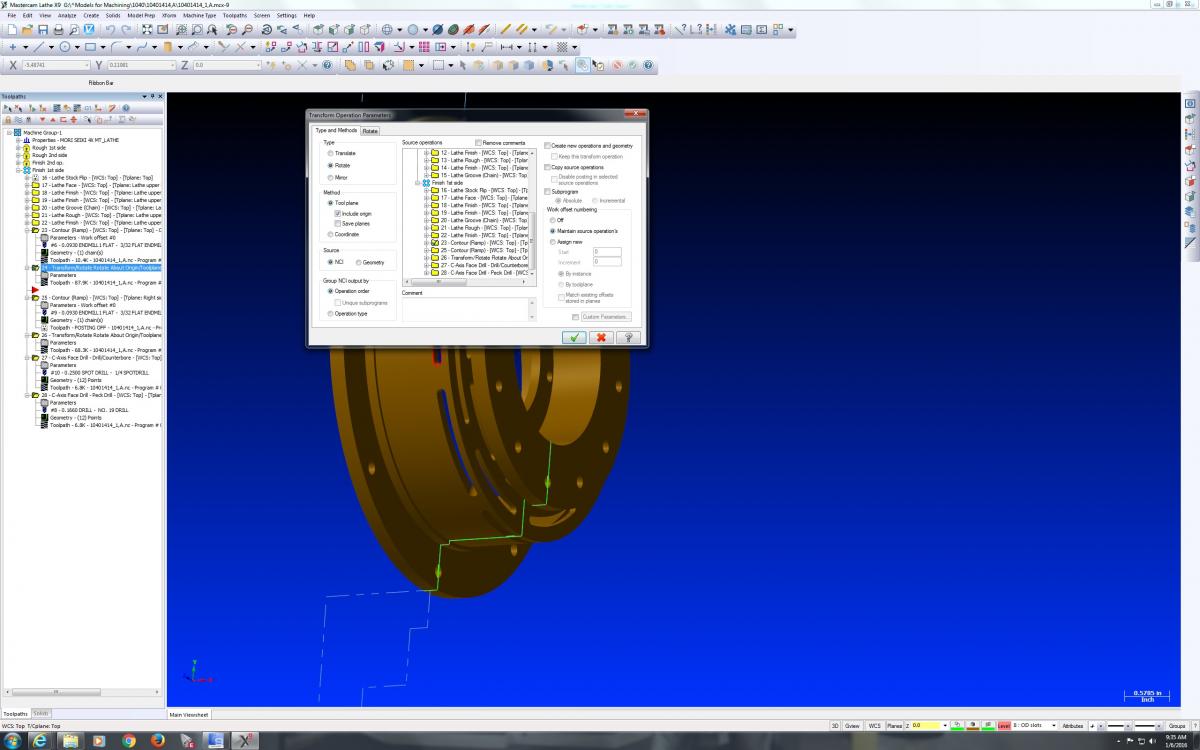
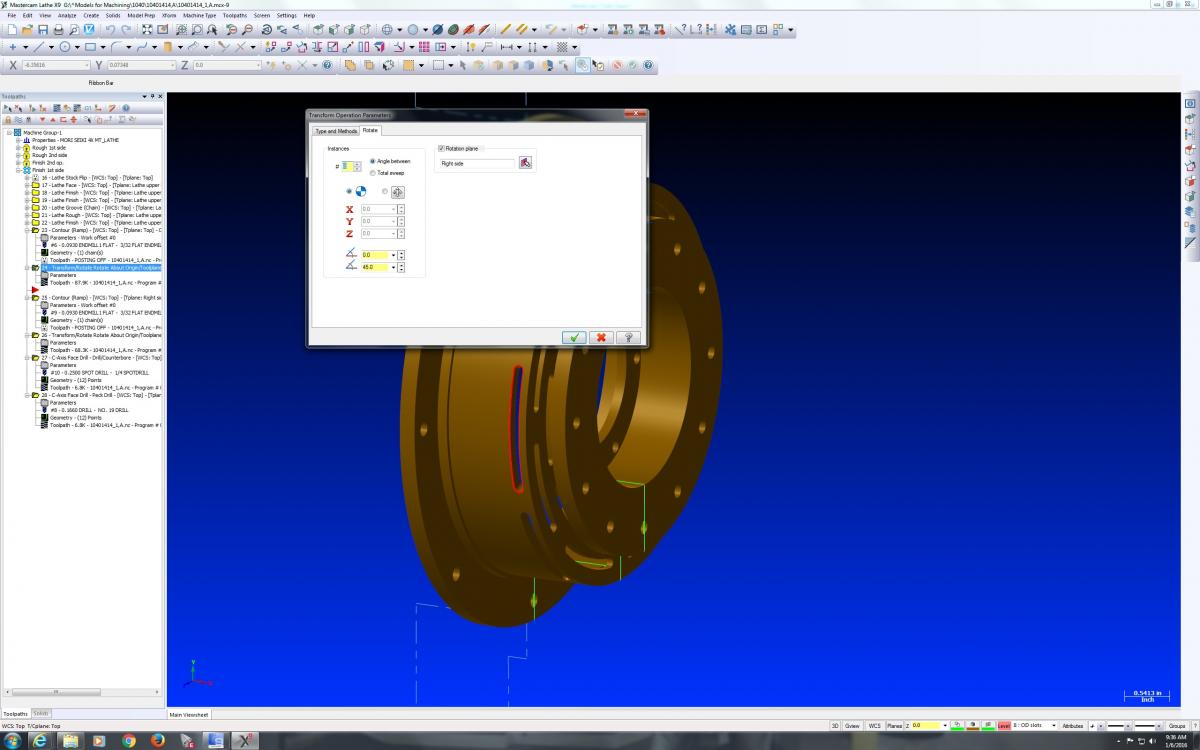
Our reseller told me that I can’t transform a toolpath that is using axis substitution. I had to translate the geometry in Y so it rotates 45 degrees Pi X Ø4.9 / 8 slots = 1.9242.
-
Just want to double check here. Is it going to work if I post out the first toolpathe and then instead of using transform toolpath which does not work, just input the C axis angle inside the machine? I'm running out of time on this part and I'm in a situation that I can not move the part to the mill.
-
I unrolled my geometry and then applied toolpath.
-
Yes I was. I have been trying to make this work since this morning, I even sent my file to our reseller.
-
I did but still getting same result.
-
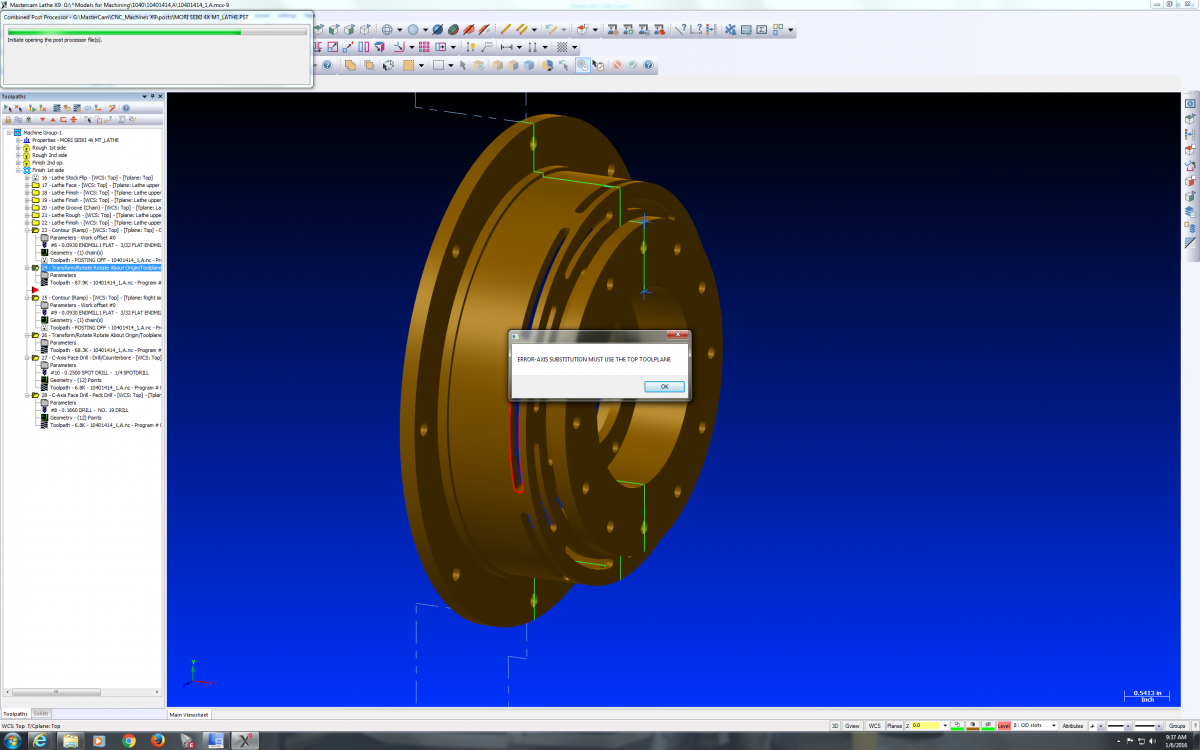
Hi, I'm trying to use axis substitution and then transform my toolpath on our C-axis NL3000 Mori Seiki lathe. I have done this before but somehow now I can not do it anymore. Verify and back plot looks good but when I post, I get a warning ( axis substitution must use top plane) which I am using top plane. If I ignore the warning I get identical G-code for my rotations. Using X9. Thank you.



-
You can use Ref. point for each toolpath as well.
-
Hi Colin, Correction, the post is a Mori post from post installation folder and yes it's using C axis mode. I couldn't fix it today but I will spend more time tomorrow. Thank you for your help. # C-Axis Engagement (Main spindle) sm45_1 : "M46" #C-Axis Free (Lathe) sm46_1 : "M45" #C-Axis Engaged (Mill) scaxis_engage1 : "" #Target string
-
Hi, I'm trying to take the M45 out from my turning operation. This happens right after a milling operation on our Mori Seiki lathe. I started my post with Generic Fanuc 4x MT Lathe post. M45= C axis active (1/8 SPOTDRILL) ( C-AXIS SPOT DRILL ) G20 M69 G98 M45 G28 H0. G0 T0101 G19 G0 G54 X.6027 Z-.0787 C0. M8 G97 S3000 M13 G87 X.4987 R0. Q50 F1. M68 C60. Q50 C120. Q50 G80 M69 M9 G30 U0. W0. H0. M5 T0100 M01 N110 ( OPERATION: 6 ) (TOOL - 5 OFFSET - 5) (ID ROUGH MIN. .25 DIA. - 75 DEG. INSERT - NONE) ( ROUGH ID ) M69 G99 M46 G0 T0505 G18 M45.........................................................Need to take this line out G97 S700 M3 G0 G54 X.4506 Z.2 M8 G1 Z.1 F.0025 Z-.4727 . . . G1 X.429 Z-.2628 G0 Z.03 M9 G30 U0. W0. M5 T0500 M46 M30 % Thank you.
-
Thank you Colin. Good to hear from you. I hope you are doing good. I have never worked with a XML file, but I will give it a try. Thank you.
-
Thanks for the reply. but I'm wondering where XML document comes from?