MSL
-
Posts
316 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by MSL
-
Thanks Colin, that worked. Here is the modified post block. else, #Milling mode spindle [ #result = nwadrs(strp, speed) #Different letter than 'S' for mill spindle? if nextdc$ = 3, *sg97, e$ ###Added this line A.S. else, ###Added this line A.S. pbld, n$, *sg97, *speed, *spindle_m, e$ result = nwadrs(strs, speed) #Reset to 'S' for next single speed output ] !css_actv$ #Added (8/27/2002) M69 G99 M45 G28 H0. G0 T0909 G18 G0 G54 X8. Z.2 C0. M8 G97 <--------- M329 S130 G84 Z-.5 R.1 F.0769 C300. G80 M9 G28 U0. W0. H0. T0900 M46 M30 %
-
Hi Colin, mtlchg$ calls out prpm. I could not make it to work. probably need a refresher course. I will spend more time on it later. Thank you. M8 G97 S130 M13 <---- change this line to G97, when tapping M329 S130 G84 Z-.5 R.1 F.0769 C300. prpm #Output for start spindle speed = speedrpm if posttype$ = two, #Lathe mode spindle [ if speed = zero, pbld, n$, pfspindle_l, e$ #RPM = '0', output just an 'M05' else, pbld, n$, *sg97, *speed, pfspindle_l, pgear, e$ ] else, #Milling mode spindle [ #result = nwadrs(strp, speed) #Different letter than 'S' for mill spindle? pbld, n$, *sg97, *speed, *spindle_m, e$ result = nwadrs(strs, speed) #Reset to 'S' for next single speeed output ] !css_actv$ #Added (8/27/2002)
-
Hi, I need to modify my Mori lathe post to not output spindle speed and direction when doing rigid tapping with live tooling. For drilling is fine, only need to do it when tapping. The post is from Mori Seiki post that comes with MasterCam. ( 1/2-13 TAP ) G20 M69 G99 M45 G28 H0. G0 T0909 G18 M49 G0 G54 X8. Z.2 C0. M8 G97 S130 M13 <---- take out S130 M13 from this line M329 S130 G84 Z-.5 R.1 F.0769 C300. C240. C180. Thank you.
-
This machine is ten years old with very short machining hours on the machine. We have tried all possible way of machining, different holder, four different programming software, probably with ten different people. It's definitely a machine issue.
-
Hi, Thank you guys for the reply. We are buying two Matsuuras, I know for sure we will have good customer service here. Colin: Mitsui Seiki and Fanuc guys came and checked the machine. They could not solve the problem. Still getting chatter marks on the walls ( cost 15K). We went to a different company that they have the same machine. We ran our program on their machine and got the same chatter marks. They did not know about this because it is a mold making shop and they had draft angle on their parts. They said it is the magnetic drives causing this. I guess we are stuck with the machine. That's why I do not like to get another Mitsui.
-
Hi Colin, Thank you for your input. I am little nerves about buying this machine. We have a 3axis Mitsui Seiki VL30. I can not get a good finish on vertical walls on my parts. We went to a different company and did a test cut , we got the same results. Not really happy with their customer service either ( to be fair I'm located in southern California not sure about your customer service).
-
Hi, We are looking to buy three 5 Axis machines. We decided to order two Matsuura MX-520. The third machine might be a Mitsui Seiki Vertex 55XII. Can anyone give some feedback about this machine please? Thank you.
-
I will be there.
-

Current training courses for learning posts?
MSL replied to Burnt's topic in Post Processor Development Forum
I would highly recommend Colin's classes. He is a great teacher. -
Hi guys, Thank you for the input. I made some shims to fill the grooves to support the thin walls. I will cut one groove at a time and use my shims to support the walls. I made some very big similar parts before out of Aluminum but this is a tough one. I will post out the result. This is part of deep space network.
-
Check for clearance angles?
-
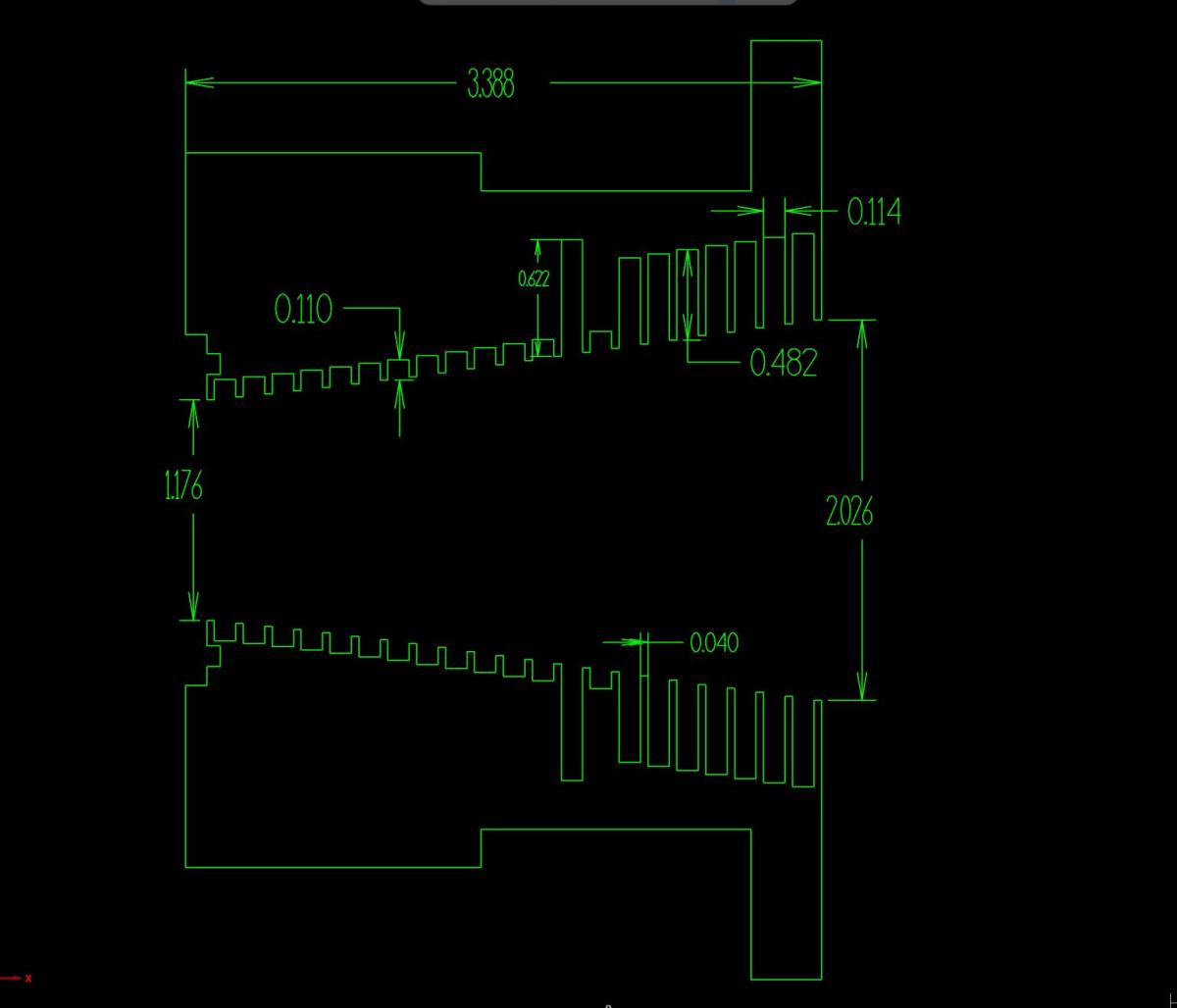
Here are test cuts I did. 1: Roughed all grooves left .004 per side and then finished it. (Used .100 wide ID grooving tool). 2: Roughed all grooves left .001 per side and then finished it. (Used .100 wide ID grooving tool). 3: Roughed and finished each groove. (Used .07 wide ID grooving tool). 4: Roughed and finished all grooves by stepping down .05 each time to reach the final depth. (Used .07 wide ID grooving tool). 5: Used .114 wide tool to plunged in one shot. (Tool was same size as grooves width. Used cutting oil). 6: Machined every other groove then filled out the machined grooves with Cerro- shield.
-
Hi, I'm having hard time cutting some deep grooves in a part. The material is OFHC copper. All internal surfaces have 16 finish and profile tolerance of .001. I do not have any problem with the finished called out, but no matter what I do, the .04 walls move. I have cut lots of copper before but I can not come up with a solution for these deep grooves. I'm trying to cut this part on our CNC lathe using custom made carbide ID grooving tool. Please see attached picture. Anyone out there have made similar parts before? I will appreciate any help or comment.

-
Matsuura machines come with Camplete which will cover your machine simulation and post processor . Generic 5-axis post will not support TCPC or Dynamic work offset. If you don't have the Camplete, you can contact postability or inhouse solution for a post.
-
What kind of machine and post?
-
I would stay away from DMG/Mori. Just not a big fan of their customer service and machines.
-
Do you have any MasterCam file attached?
-
you got mail.
-
Have you tried going to your Misc Values and change the Secondary axis option?
-
Fist class was awesome, excided for tomorrow. I have to start at 5 to get some work done before Colin's class. Thank you Colin.
-
Colin, you are a great man with a big heart. Thank you for this great opportunity. I like the way you teach and willing to take your course again if you have open spot for me. Thank you. Ara.
-
Ron, Thank you for your respond. The machine does not have bottom turret. It has top turret with main and sub spindle. I'm trying to use axis substitution on main spindle. The base post is Generic Fanuc 4X MT_Lathe. It was odd for me too switching between Absolute and Incremental. I got the G-code sample from Selway. Thank you.
-
Hi, I'm modifying a post for Hwacheon HI-Tech350 Lathe. I need to output H value for axis substitution. The H is C's incremental address.Can someone help me on this please? below is the G-code sample. Thank you. N3(TOOL - 3 OFFSET - 3) ( 1/8 FLAT ENDMILL) (HWACHEON HI-TECH350 YSMC) (MACHINE GROUP-1) G0G18G40G80G99 G54 G0G28U0 G28V0 G53Z-8.5 N3 T0303 G18 G98 M28 G28 C0 M8 M39(MAIN CLAMP OFF) G0 C0. M38(MAIN CLAMP ON) G0 X1.2075 Z-.2895 S4200 M103 G18 H0. W0. G07.1 C.304 G1 X1.1075 C1.235 F500. X.6887 F3. Z-2.6163 H-1064.367 F15. Z-2.4849 Z-.2895 H1004.26 C1.235 Z-.2775 C12.662 Z-2.6343 H-1078.055 Z-2.4769 Z-.2775 H1006.074 C12.662 Z-.2655 C24.088 Z-2.6522 H-1091.743 Z-2.4689 Z-.2656 H1007.845 Z-.2655 C300.232 C300.289 C24.088 Z-.2625 C26.628 Z-.2626 C26.901 Z-.2628 C26.795 Z-2.656 H-1094.697
-
Go to your Misc Values and activate this --------> Mill Cyc G7.1/G12.1[0=OFF,1/-1=ON
-
Yes. take a look at Raptor work holding and 5th axis vise. http://raptorworkholding.com http://fifthaxis.com