





danielm
-
Posts
275 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by danielm
-
Actually its not that simple
-
2D contour. Its a very simple spline.
-
Thanks for that Master...but I still get thousands of lines. no arcs in the G17 plane
-
Is it just me or is the functionality of this just not as effective at smoothing out splines as it used to be. I know that I used to be able to just open up the tolerance and it would fit nice pretty arcs that kept my file size down. Now its seems impossible. Is anyone else having the same problems. BTW...trim-break-many isnt working for this case. Thanks for any help.. DM
-
Does this write to the RS232? Thanks for any help! DM
-
Well it turns out that VOPRB[2]=VOPRB[2] EOR 128 is just a toggle switch that change the state of the HSLA buffer from off to on or on to off....depending on its initial state. VOPRB[2]=VOPRB[2] OR 128 Turns the HSLA buffer off no matter what There has got to be a similar string that turns the HSLA buffer on no matter what. I've been through the manuals and I cant find it. Anyone run into this? Thanks in advance for any help.
-
I'll lok for that Doug. Thanks!
-
Will check that out Colin! Thanks!!
-
We've turned off confirmation for pretty much everything and have the tool door open at tool retract and coolant off.
-
Wish it wasnt an issue here. This project is a run off to meet or beat a cycle time. Right now we are 4 seconds over the time. Getting the taps to speeds alone would have us under the wire.
-
We tried that Doug . No change. We're tapping a 5MX1 hole about 12mm deep. The tap feed starts as soon as the spindle starts and there just isn't enough time for it to get to speed before the tap is already at the bottom of the hole. RPM is 5000 and it only gets to about 3000. The problem is 2 fold...that tap can go faster and TMAC cannot monitor for tool breakage unless the spindle is idled out at RPM. The spindle load hits 24HP as it ramps up. You'd think that the torque curve would be enough to get it to speed quicker. Must be the direct drive....not a geared spindle. I'm not going to try to tweak the power parameters that the spindle control reads.....but I'm tempted.
-
Okuma MA4000B. OSP300MA control... I'm trying to get tapping time down. The time for the spindle to get up to speed isn't complete before the hole is already tapped. Is there a variable anywhere to get the spindle to ramp up faster? Thanks in advance. DM
-
I'm looking for a program that will generate a more friendly .STL file that the OSP-P300MA CAS will accept. Mastercam STL's seem to be not very compatible with the control for CAS. I heard about a program called Space Claim...but havent tried it.... Has anyone come across this same problem? Thanks in advance for any help. DM
-
I'm pretty new to Okuma Macro lingo.....Its completely different than FANUC. Appreciate the tips tho. I'm sure that there's an OSP program that probes a sphere in three different B angles and then calculates for the center of rotation. Im needing it more to educate myself OSP macro logic than actually needing it for a job. Hopefully I can find one. Again....Thanks.
-
ok. to clarify. Okuma MB4000H . Horizontal milling machine. Hope that someone would share a macro that probes a sphere to pick up 3 points and calculates the center of rotation for the b axis. Thanks.
-
I'm guessing that this is close to asking for a post....but would anyone care to donate a macro for finding B-center on an Okuma using a Renishaw probe and sphere? Thanks in advance... DM
-
Okuma MB4000. Has anyone seen this? HSK63 holder. We've changed the spindle location for tool change and are trying to see if that fixes it. Brand new machine.

-
Looking for cemented carbide diamond coated endmills mini
danielm posted a topic in Industrial Forum
Google hasn't been much help. I found one distributor but the guy said that he couldnt sell to me because they are connected to a competitor of us. LOl!! I need a 2mm diameter ball cutter. Cutting alum. 15K rpm. only .03"depth. Thanks in advance -
Thanks CM
-
I'm trying to optimize cycle times and have found that if the retract height gets changed between holes, the G284 (fast tapping cycle) gets interrupted, causing a short dwell. Has anyone run into this? Does anyone know of a parameter in the P300 control that will prevent the G284 from hiccuping resulting in a dwell? heres a snip of the code: G284 X1.4 Y-198.8 Z114.75 R128.95 F4000. M53 G71 Z97.5 G284 X-11.05 Y-36. Z83.3 R97.5 F4000. M53 Thx!! DM
-
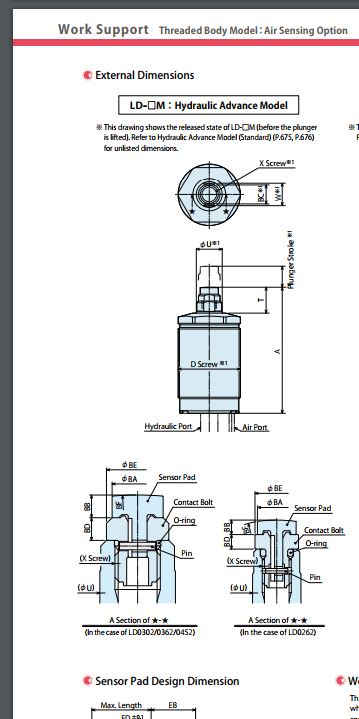
Kosmek hydraulic work supports. Troublshooting
danielm replied to danielm's topic in Industrial Forum
problem solved. it was another fixture issue. thanks anyhow... DM -
Does anyone have experience with these things?
-
2018 Machine Simulation. Tutorials available?
danielm replied to danielm's topic in Industrial Forum
Never mind. I just found a tutorial set from mastercam that goes through the whole thing. -
There doesn't seem to be any help menus. Can someone point me to a good A-Z tutorial? Thanks in advance, -DM
-
Cant get on. Anyone else having trouble?