danielm
-
Posts
275 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by danielm
-
Thanks Leon!
-
When its painfully obvious that a toolpath isnt going to work because the toolpath has been spooling for way too long, is there a way to stop it and get back into the toolpath params?
-
Sorry CM...I didnt answer your question. The surfaces got finish machined with .75" ballnose....the blade is big enough so that it got to basically everything but the edges.
-
Heres what I got CM. I'm going to try opti-rough. Though I'd give you a look and get your expert opinion on it. Thanks man!

-
I'm cleaning up fine details of a mold (fan blade edges) with a .046" ballnose. I'm not all that skilled with restmill scenarios. Please feel free to enlighten me.... :-) Thanks! DM
-
Need tips to keep STL file size down for verify stock models
danielm replied to danielm's topic in Industrial Forum
I use stock models along with my toolpaths for reference. I bet that I only know a little bit of the real usefulness of stock models tho. When I used the stock model in verify it bombed out on me. When I used the .stl file instead then it worked fine. -
I need to go to the boss with a 'special request'. This Dell Precision 7710 Workstation is nice but there's gotta be a faster ship thats not all that spendy. its an i7-6820 cpu @ 2.7Ghz / 16GB / Win 8.1 / Quadro M4000M w/4GB Video Anyone got ideas to supercharge this thing...or what to beg for as a replacement? Thanks!
-
Need tips to keep STL file size down for verify stock models
danielm replied to danielm's topic in Industrial Forum
if anyone else runs into this...i ended up using the .stl as a file not the stock model and it fixed it. -
Need tips to keep STL file size down for verify stock models
danielm replied to danielm's topic in Industrial Forum
WOW! I didnt expect this.. see pic. the cut made the STL have a big ole hole in it. was supposed to leave .010" . Wonder what I did to make that happen? Graphics issue maybe?
-
Its taking too much time to crunch the stl file. what are the best tolerances to tweak to speed things up a bit?
-
nevermind found it.
-
this got posted my be my mistake. sorry. wish i could delete it...
-
I've forgotten... How to get to the part of mastercam where you can set things like Rapid Retract always checked, Incremental depths always checked, stuff like that... Thanks in advance.
-
2018 Verify has the option to reference a stock model thats in the tree in the toolpath manager right?
-
Thanks Chris
-
2018 Verify has the option to reference a stock model thats in the tree in the toolpath manager right?
-
I need to build a machine based on an Okuma HB5000. I have the factory model. Is it possible to save parts as .stl and assign components like in Vericut? Thanks!!!
-
How to keep toolpath parameters from changing?
danielm replied to danielm's topic in Industrial Forum
Thanks Colin! -
Cant find it....:-( Can someone please enlighten me as to where the button is that keeps stepdowns and stepovers from changing when the tool gets accessed? Thank you!! DM
-
So I just started using MCFSW. Already im missing the familiar mastercam 'ambiance' . I can model in SW and toolpath in Mcam. Modeling in mcam is fine for me too. So my question is....whats the real advantage of MCFSW? One thing that bugs me is that my spacepilot is inactive during verfiy in mcfsw. Thanks for any feedback
-
thanks CH
-
Alt-V does not work. Is there another way to see the 'About Mastercam' information? Thanks in advance.
-
WELL....i deleted the fillets and it worked. Weird.
-
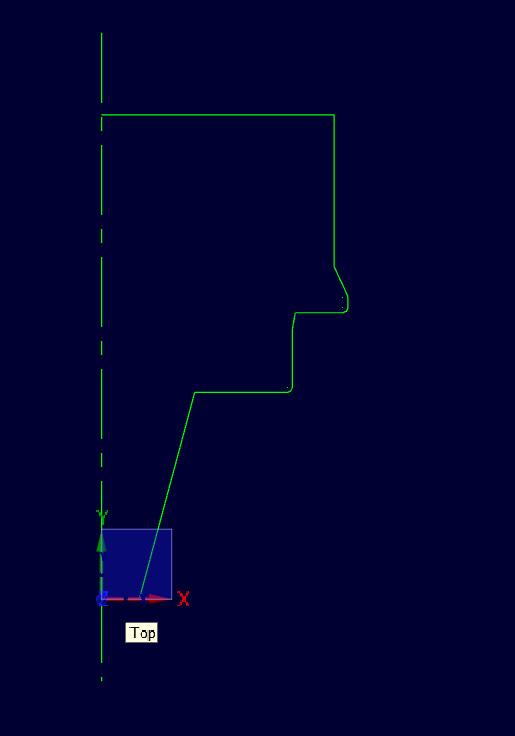
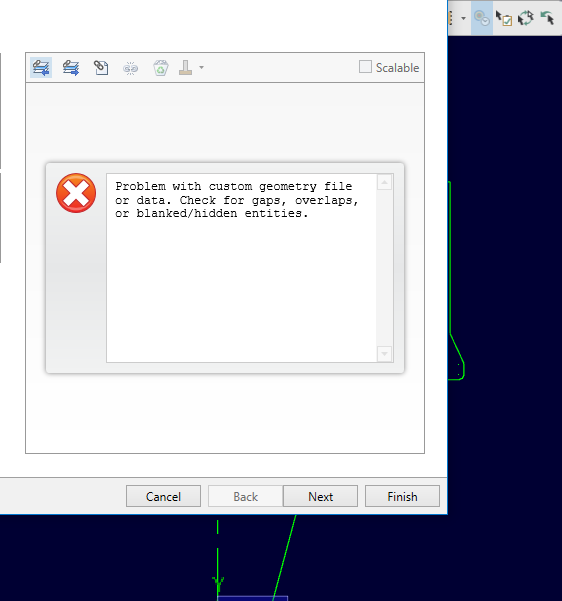
Trying to get this custom tool to work. *chain is good. *no splines. *no duplicate entities. *nothing overlapping. *on top plane. I've made many other very similar cutters but this one is not working. What am i missing? Thanks in advance! DM
-
Can people please chime in with cutter type and spd/fd combinations for peel mill or z-level milling of 6al-4v that they have found to work well? I've looked at the dynamic database and there's just not a whole lot there. I feel like asking for this kind of info may be dangerously close to asking for a post considering how delicate it is to get Ti to cut just right. Me personally....I'll put up anything that I've found to work really well. *I am using one 1.25 insert cutter and solid carbide .500" (flat) down to .250 ball. **Is anyone using ceramic for 6al-4v? Thanks in advance!! For you guys that are rocking Inconel....this one's mine: We run a 718 Inconel job faster than I've seen anywhere. Here's the recipe: 1) 1.25dia X 3flt Kennemetal Facemill (.25rad inserts) 2)Kennematal ceramic inserts: KIPR125RP43540 3)4584 RPM and 41.25 IPM. 4).100" axial cut 5)Full dia cut 6)Run dry! Oh yes.. 7)50 taper horizontal mill. You will see the prettiest color of orange-red chips spewing off the cutter. The work doesn't get hot and you get great cutter life.