danielm
-
Posts
275 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by danielm
-
>>>How many minutes will the tool hold up before needing to be replaced? Cutter life is a big deal for this customer. Also they are very concerned about over working a 40T spindle and premature spindle taper issues. They are using heat shrinkers that stick out a long ways 10" with a shrinker extension. Cutter run-out needs to minimized and it seems cost is not an issue. Are hydraulic mill-chucks with extensions better for minimizing runout?
-
Can people please chime in with cutter type and spd/fd combinations for peel mill or z-level milling of 6al-4v that they have found to work well? I've looked at the dynamic database and there's just not a whole lot there. I feel like asking for this kind of info may be dangerously close to asking for a post considering how delicate it is to get Ti to cut just right. Me personally....I'll put up anything that I've found to work really well. *I am using one 1.25 insert cutter and solid carbide .500" (flat) down to .250 ball. **Is anyone using ceramic for 6al-4v? Thanks in advance!! For you guys that are rocking Inconel....this one's mine: We run a 718 Inconel job faster than I've seen anywhere. Here's the recipe: 1) 1.25dia X 3flt Kennemetal Facemill (.25rad inserts) 2)Kennematal ceramic inserts: KIPR125RP43540 3)4584 RPM and 41.25 IPM. 4).100" axial cut 5)Full dia cut 6)Run dry! Oh yes.. 7)50 taper horizontal mill. You will see the prettiest color of orange-red chips spewing off the cutter. The work doesn't get hot and you get great cutter life.
-
Did 2018 migrate Ramsaver?
-
Will mcam work with Okuma TurnCut? Im totally new to this OSP feature. Looks pretty cool...on youtube. Anyone here ever use it? Is it worthwhile? ...survey time..
-
How to get feed ans speed to update from tool mcam2018
danielm replied to danielm's topic in Industrial Forum
Yes! Thank you! Good way to end the day.. Have a good weekend! -
Is this a configuration check box?

-
How to get mcam2018 to print out a report of cut data
danielm replied to danielm's topic in Industrial Forum
Thanks CM. Got it down. Will be installing it today. -
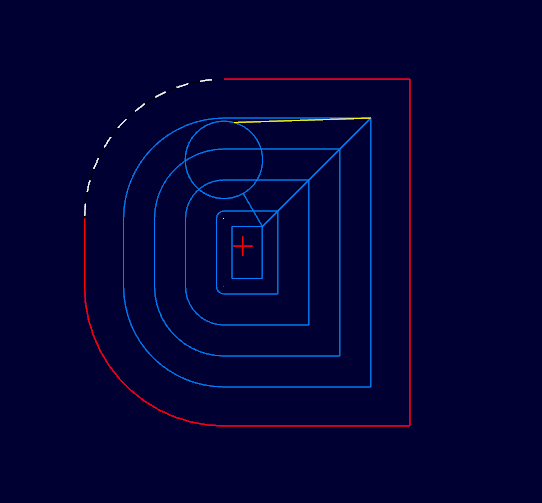
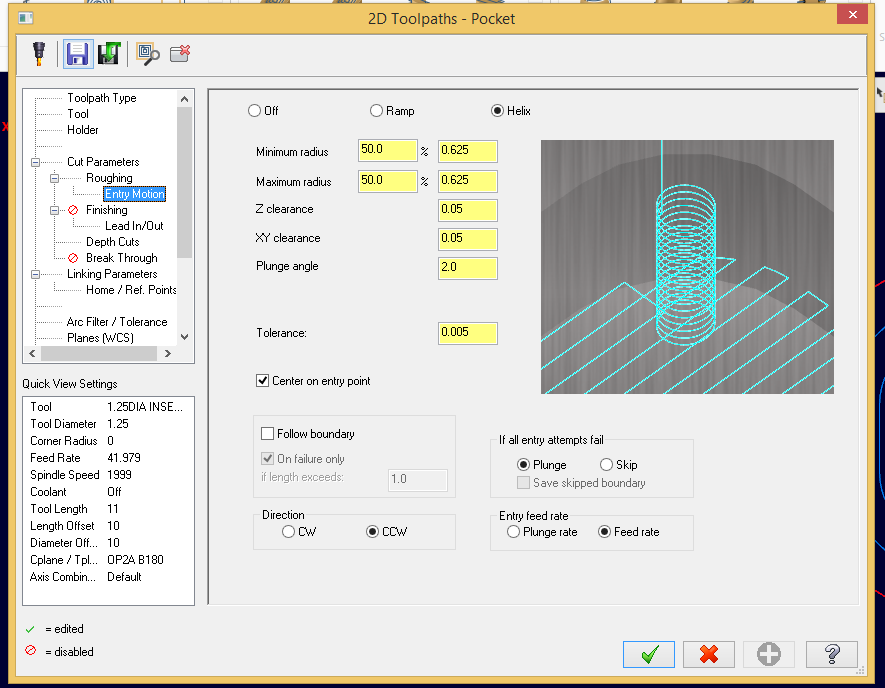
Center on entry point for simple pocket not working
danielm replied to danielm's topic in Industrial Forum
Works fine here just tried it... How about more info or a file Hey JParis MC2018 update3. What are you running? -
Center on entry point for simple pocket not working
danielm replied to danielm's topic in Industrial Forum
>>>>do you have "from center out" checked on the pocket parameters page? I think the parameter that you're referring to is "spiral from inside to outside". if so...yes.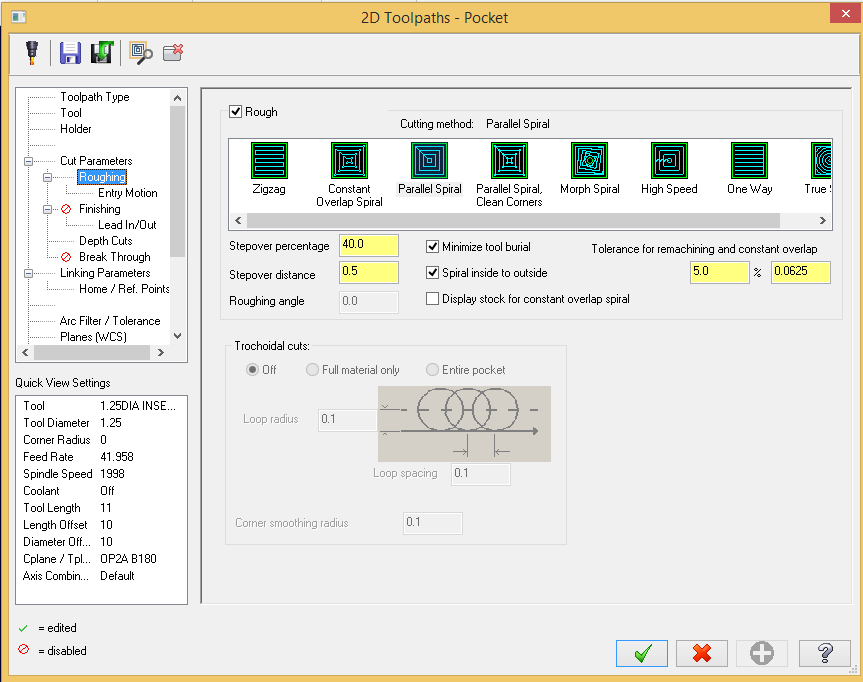
-
I need to print out a cut data report that shows, for each tool: tool description, feed, speed, feed time & distance, rapid time and distance, operation description, total run time. Would Active Reports be way to go on this? I've tried more than a few times to figure out Active reports. Its always left me stumped. Thanks for any input. DM
-
Its that time again for a dog and pony show. Anyone got some neat-o bandito ideas to demo on a 3ax VMC? May have a 4th axis on it but not sure right now. Will know more later...
-
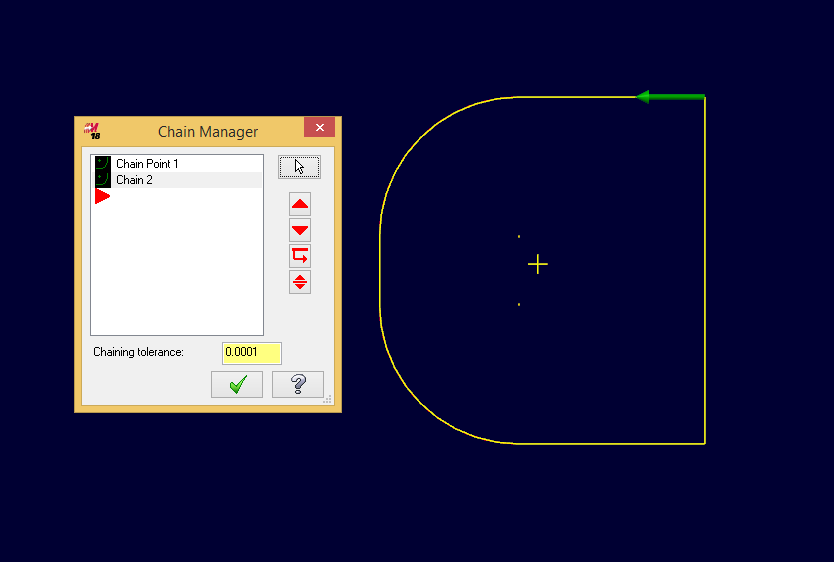
Helix entry. One point. One chain. Simple. Not working :-(
-
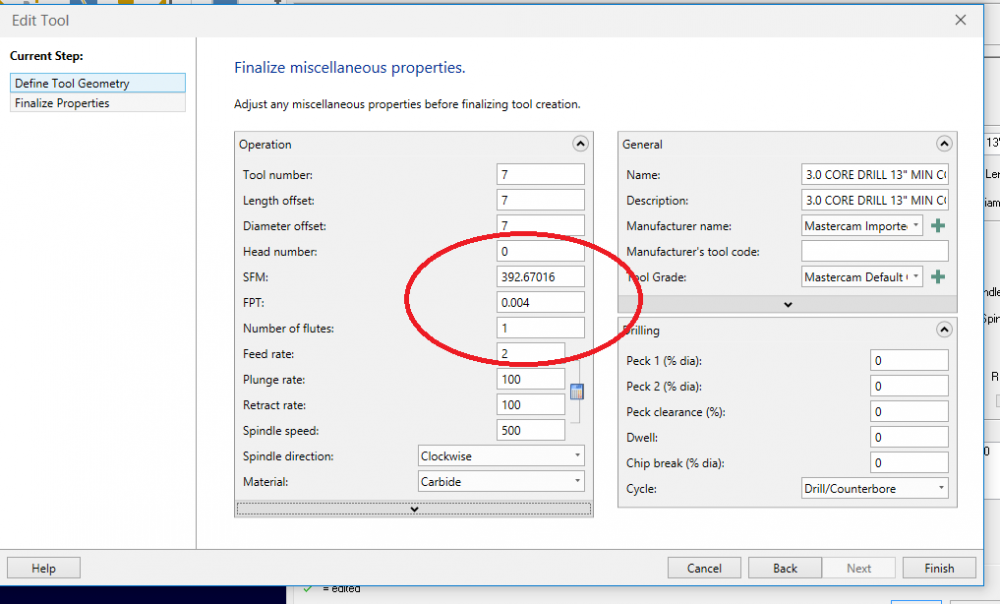
Recommendations needed for a long core-drill.
danielm replied to danielm's topic in Machining, Tools, Cutting & Probing
Unknown on thickness as to the waterjet idea. moot point tho...customer wants it all done on the horizontal... -
Recommendations needed for a long core-drill.
danielm replied to danielm's topic in Machining, Tools, Cutting & Probing
Hey Colin! Machine is a Horizontal HA12500. Big ole steel part that weighs 4 tons.. Two cores...one is 12.25"long and the other is 9.6". (Cores are actually for test coupons). I have never done a core application...so this will be new to me ....and from the sounds of it, not just me. The steel is soft though..32hrc. Thanks man! -
Verify: Save cut model to .STL still available in mc2018?
danielm replied to danielm's topic in Industrial Forum
BAM! Ive been snake bit. Thanks! -
Verify: Save cut model to .STL still available in mc2018?
danielm replied to danielm's topic in Industrial Forum
I see a save tolerance but no save option. I know its got to be in here somewhere.... argh...
-
Verify: Save cut model to .STL still available in mc2018?
danielm replied to danielm's topic in Industrial Forum
great! can you please tell me where that option is located in mcam 2018 verify? -
Verify: Save cut model to .STL still available in mc2018?
danielm posted a topic in Industrial Forum
Can i still save my cut stock to an STL and then bring back into the mcam workspace? -
Where are the backup files located in mc2018?
danielm replied to danielm's topic in Industrial Forum
Cool crowd this palace is.... i am back into mcam after being out for...too long. I remember now (thanks cmillman) that i need to create the folder and assign backup to it. -
I need to core out two test coupons out of 3" diameter holes. Material is 35HRC steel. Hole depths are 10.5" and 13". The coupon needs to be no smaller than .625diameter. Thanks in advance for any suggestions! DM
-
Lame question, I know. I cant find the backup folder. Thanks
-
What would keep Analyze-Chain from following a good chain?
danielm replied to danielm's topic in Industrial Forum
BTW...mcam 2018 update 3. -
Cant seem to fix this.... I have a simple chain that analyze-chain stops at every corner and calls it a branch point. its just a rectangle.... Help?
-
thx!
-
I need to convert some planar splines to arcs. Didnt there used to be a spline2arc.dll in mastercam? Thanks in advance!! DM