





jslaero99
-
Posts
19 -
Joined
-
Last visited
-
Days Won
1
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by jslaero99
-

Dampened holder for endmills
jslaero99 replied to Leon82's topic in Machining, Tools, Cutting & Probing
Ok, now I get it, f or me, gauge length is from spindle to tool tip (as in image) that's why I was confused.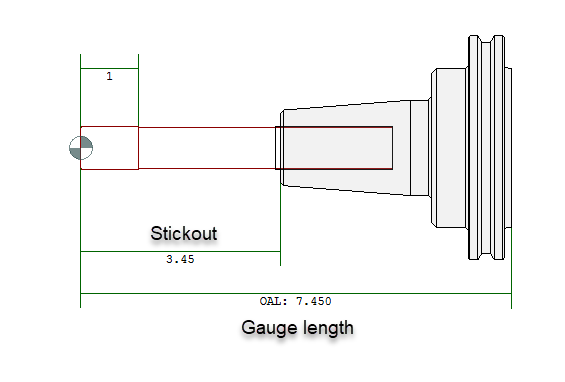
-
Dampened holder for endmills
jslaero99 replied to Leon82's topic in Machining, Tools, Cutting & Probing
Not sure to understand the 3'' gauge length with 4'' stickout but over 4XD stick out, problems start to occur. You'll see that they're not really expensive if you really need them, otherwise, you'll have to slow down you parameters a lot... Used Sandvik a lot with good results. -
I had good success with OSG Serie 1150, it's a HSS drill (so pretty cheap) and the tool life was very good. One thing to consider, our application was a blind hole. Have a good day!
-
I don't know in your area but with what I experienced, you'll figure out pretty fast with a simple part. I usually put a part anywhere in space and ask to orient it and bring it to origin. If the candidate is able then you can ask for toolpaths and you'll know in less than 30 minutes or an hour. HTH!
-
What material? When kellering soft steels (1018, 1045) it's hard to get a decent finish... As for your scallop height, you're less than .0002 so that is fine. It must be just a small adjustment on RPM vs. feed and check your runout. That's pretty much it! HTH! Have a good w-e!
-
Try ALT+T to turn on/off toolpath display. HTH! JS
-
I can't look at the file but it definitely has to do with 'filter settings'. When generating arcs, you'll get rid of the facets + your program size will reduce dramatically. HTH! JS
-
Sad to hear that, not too familiar with Integrex but I really don't see why you wouldn't catch this one in Vericut since they are axis moves...All that being said Vericut is a wonderful tool but needs to be setup to replicate machine moves otherwise crashes still can happen. Please let us know why when you find out. Thanks! JS
-
We're looking for a probing option and I was wondering how the Productivity+ option was working? 1-With Mastercam post. 2-Would it work using ICAM? Any information/opinion is welcome. Waiting for our reseller for an eval and demo for different scenarios. Thanks in advance! JS
-
Best tool life you have had cutting Ti?
jslaero99 replied to oneyankfan1's topic in Industrial Forum
If I can add, there are many good cutters out there, it really depends on the application, they all have their strengths and weakness. -
Best tool life you have had cutting Ti?
jslaero99 replied to oneyankfan1's topic in Industrial Forum
1.0Ø cobalt VFP (variable face profile) from Niagara cutter: 50-60 sfm .004in/flutes *6 = 4.5in/minutes Ae=.75 Ap= 2.0 cutting time ±4hrs. Kenna (cutter #BMD400R8605S125L250) 160sfm Ae 75% Ap .300-.500 at .007/flute cutting time ±90 min. -
In MAS, you should have MAIN and DATASERVER tabs under ncprograms, that's where you should 'add' them. If you use ADE (automated data entry) the type (1or 8) will tell the system what kind of program it is and where to put it. You can mail me if you need help, we had 2 cells (MAG1 and 3) installed in the last year so I went thru the process. HTH! JS
-
Thanks a lot guys for the toughts, MKD, any kind for the CORNCOBB? Matthew, the floors are varying from .08 to .200. GCODE, datum -A- (where flatness is required) is a truncated flat surface at the top of these pockets and cut-outs and BTW we only use the dynamic to rough. Motorcity, the finish ain't wavy as well as the toolpaths it's the part is machined picture frame and the part twists. We're not far .006 for .004 but as mentionned before with standard pockets in Catia, we were more in the .001-.002. We'll make a test with dynamic with lighter DOC. I'll keep you posted. Thanks again!
-
You do understand cutting parameters correctly. Parts are very similar at ±2.5 inches deep mounted on the same (horizontal) machine, both picture frame fixtured with invert-a-bolts. Your theory sounds good, because the dynamic is .8 doc and .3375 (45% radial engagament) and the pocket is ±.3 x .5 rad. eng. So in this specific case, the dynamic would genenrate more force. I'll keep you posted on the results. Thanks again! JS
-
Good afternoon, I'm wondering if anyone out there made a test piece to compare distorsion results between standard 'high speed' pocket' vs. dynamic? Let me explain the situation, we are 10 programmers here, 5 on Mastercam and 5 on Catia. We were making parts with Catia using standard pockets (±.300 doc) with good flatness results (within the .004 required). Mastercam programmers started doing similar parts on the same machine using dynamic (±.800doc) and the flatness is out of tolerance. We looked at some parameters but I'm starting to dout about the stress generated by the dynamic in structural aluminium parts. We should be doing a test tomorrow morning but wanted to hear from you guys. Thanks in advance! JS
-
I would assume 1 toolpath is filtered and the other one isn't.
-
We have 3 Mikrons (24000 rpm) here and a lot of shrink and rego-fix Powrgrip. They need to be balanced otherwise, you won't change tools, you'll change spindles. HTH! JS
-
It made no differences to me up to the day when the controller made the complement of the arc instead of the desired path with 'R', since then, I,J,K all the way. From what I understood, in some specific cases, with 'R' the controller have 2 possible paths when with I,J,K it's impossible. HTH! JS
-
There is also a command in ICAM called INDPOS that retracts to a predefined position (manual entry) when the post sees a rotation in rapid. I personnaly work on Catia now but we have common posts for Catia an MC that works well. What's nice in Catia too is that you can have your transition moves in G1 to make sure the tool follows exactly the expected path (sometimes in rapid axis are not synchronised). HTH! JS

