PcRobotic
-
Posts
913 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by PcRobotic
-
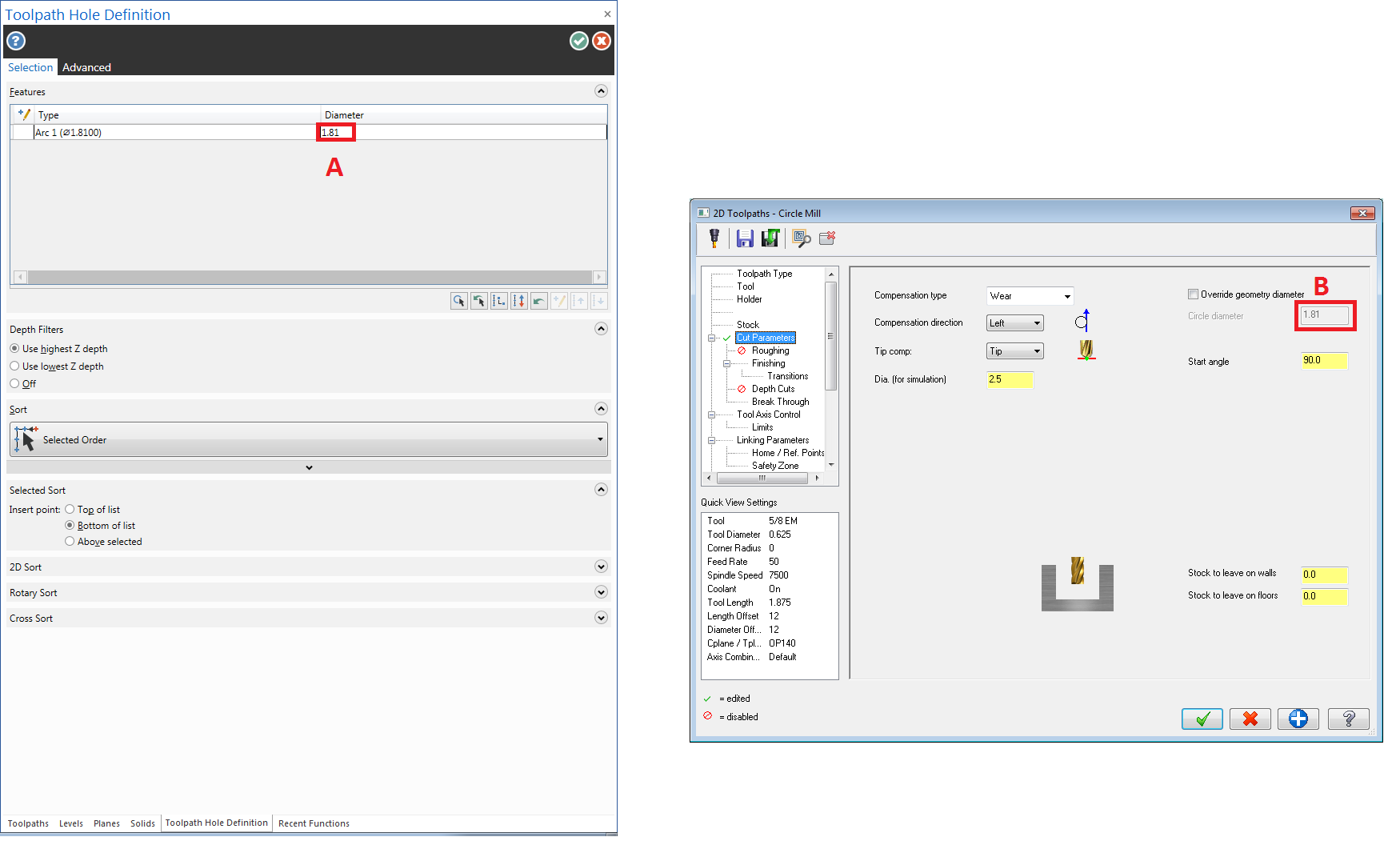
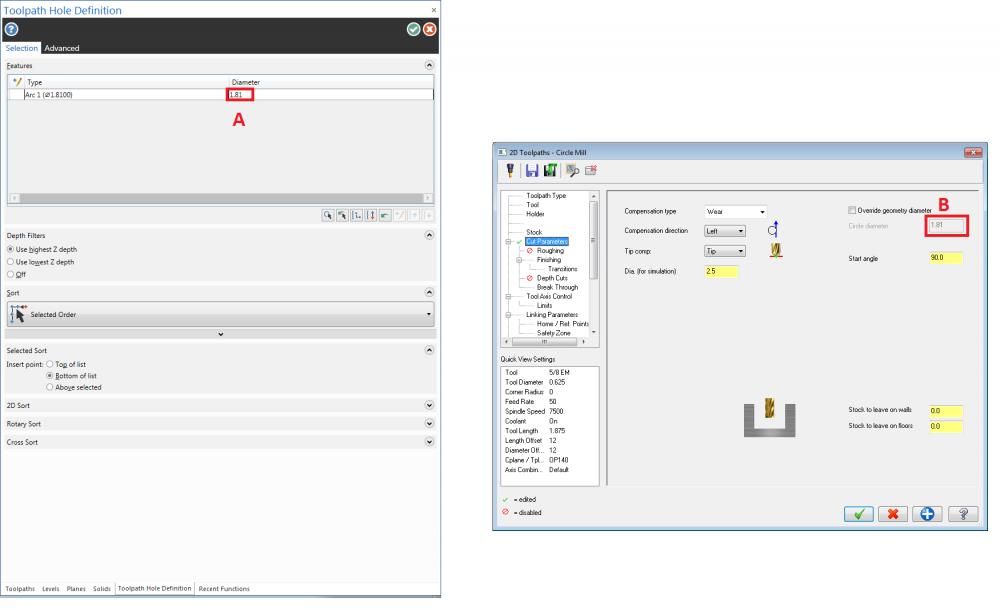
Hello forum, I would like to know what is the STOCK TO LEAVE ON DRIVE and check entities parameters labeled as A and B. Thanks, S.Luong +++++++++++++++++++
-
Thank you it worked. By the way, how do I use it for MP MASTER MILL POST of which I downloaded from this forum? It worked as the DEFAULT POST from MASTERCAM. On the other side, I would like to use the MPMASTER post of which I downloaded from this forum. Would you point it out? Thanks, S.Luong ================ORIGINAL POST CODES================== pwcs #G54+ coordinate setting at toolchange if wcstype = two | wcstype > three, [ sav_frc_wcs = force_wcs if sub_level$ > zero, force_wcs = zero if sav_mi9 = 1, workofs$ = sav_workofs if workofs$ < 0, workofs$ = 0 if workofs$ <> prv_workofs$ | (force_wcs & toolchng) | sof, [ if workofs$ < 6, [ g_wcs = workofs$ + 54 *g_wcs ] else, [ if haas, [ p_wcs = workofs$ - five #G154 P1 to P99 "G154", *p_wcs #g_wcs = workofs$ + 104 #G110 to G129 #*g_wcs ] else, [ p_wcs = workofs$ - five "G54.1", *p_wcs ] ] ] force_wcs = sav_frc_wcs !workofs$ ]
-
https://drive.google.com/drive/folders/1sho-LSIRSidzAGMJcT_owp5zBg-IkJOc?usp=sharing Please help, S.Luong
-
Hello, This is what I have done. The only I have is TRANSLATE not ROTATE. =========== gcode========= % O4631(A046-300011-REV00- OP1) (DATE=DD-MM-YY - 28-04-22 TIME=HH:MM - 07:51) (MCAM FILE - \\10.1.2.112\DEPT_SHARE\MANUFACTURING\PROGRAMS\OKUMA M560V CAM\A046-300011-REV00\SOURCE\A046-300011-REV00.MCAM) (NC FILE - C:\USERS\SLUONG\DOCUMENTS\MY MASTERCAM 2022\MASTERCAM\MILL\NC\A046-300011-REV00- OP1.NC) (MATERIAL - STEEL - 304 STAINLESS) ( T21 | 1/2 SPOTTER | H21 ) N100 G20 N110 G0 G17 G40 G49 G80 G90 / N120 G91 G28 Z0. / N130 G28 X0. Y0. / N140 G92 X0. Y0. Z0. ( SPOT 1X .550 THRU HOLE ) N150 T21 M6 N160 G0 G90 X-.2953 Y0. A0. S1500 M3 N170 G43 H21 Z1. N180 G98 G81 Z-.005 R.125 F1.5 N190 G80 ( SPOT 1X .550 THRU HOLE ) ======================================> missing G55 and XY locations here... N200 G98 G81 Z-.005 R.125 F1.5 N210 G80 N220 M5 N230 G91 G28 Z0. N240 G28 X0. Y0. A0. N250 M30 %
-
I am only allowed 2.65KB to upload the file. May I have your email? Mine is [email protected] Hello, That's what exactly what I've done manually. I want to ultralize the TRANSFORM TOOLPATH. Thanks, S.Luong
-
Hello everyone, I've been chasing my tail when using TRANSFORM TOOLPATH, TRANSLATE. I have 2 separate parts and want to pickup G54 and G55 for my own locations. However, somehow I got the G-CODES lumps 2 parts into 1 work offset. Would you guys please help me out and tell me what i've done wrong? ps: I am using the DEFAULT post to show the issue. Thank you. ========================== g-codes ================ % O4631(A046-300011-REV00- OP1) (DATE=DD-MM-YY - 28-04-22 TIME=HH:MM - 06:48) (MCAM FILE - \\10.1.2.112\DEPT_SHARE\MANUFACTURING\PROGRAMS\OKUMA M560V CAM\A046-300011-REV00\SOURCE\A046-300011-REV00.MCAM) (NC FILE - C:\USERS\SLUONG\DOCUMENTS\MY MASTERCAM 2022\MASTERCAM\MILL\NC\A046-300011-REV00- OP1.NC) (MATERIAL - STEEL - 304 STAINLESS) ( T22 | 1/2 BULL EM | H22 | XY STOCK TO LEAVE - 0. | Z STOCK TO LEAVE - .005 ) N100 G20 N110 G0 G17 G40 G49 G80 G90 / N120 G91 G28 Z0. ( LEFT - SEMIFINISH TOP SURFACE ) N150 T22 M6 N160 G0 G90 G54 X-1.5075 Y.3749 A0. S3500 M3 ===========> FIRST PART HERE AS G54 N170 G43 H22 Z1. N180 Z.125 N190 G1 Z.02 F10. N200 X1.2575 N210 Y.125 N220 X-1.2575 N230 Y-.125 N240 X1.2575 N250 Y-.3749 N260 X-1.5075 N270 G0 Z1. ( LEFT - SEMIFINISH TOP SURFACE ) ==================> second part here N280 X2.5775 Y.3749 ==================> second part here N280 G0 G90 G55 X-1.5075 Y.3749 A0. S3500 M3 ==================> G55 SHOULD APPEAR (I TYPED THIS BY HAND AND WANT IT TO SHOW LIKE THIS.) N290 Z.125 N300 G1 Z.02 F10. N310 X5.3425 N320 Y.125 N330 X2.8275 N340 Y-.125 N350 X5.3425 N360 Y-.3749 N370 X2.5775 N380 G0 Z1. N390 M5 N400 G91 G28 Z0. N410 G28 X0. Y0. A0. N420 M30 %
-
Colin, How did you define "mi1S"? Thanks
-
How to Become a Post Developer
PcRobotic replied to mayu's topic in Post Processor Development Forum
Colin, I went over the payments, I know that I learned from you about 3-4 hours per day and some 6 hours. We have nearly 30 payments. -
How to Become a Post Developer
PcRobotic replied to mayu's topic in Post Processor Development Forum
I have learned ONE ON ONE thru Colin, around 30 executive days (every Saturday, 3-4 hours a day). It's a bit of expensive but worth it. Now, I can mostly write any 3/4 Axis post, including lathe and mill turn. If you guys thinking to get learned about post thoroughly then learn from this man. Timing and money a bit of tough but if you are patient enough, you'll get all of his head into yours. It's just matter of time and willingness. -
Thank you for sharing.
-
Thank you for telling a true story. I don't tend complain things all I ask is help when I need help. People in here asking me why this why that, today you have answered of all the questions of those who asked me for years.
-
I know it sounds stupidity but that is most of small shops in SAN JOSE, CALIFORNIA are dealing with. BIG SHOPS, their post sometimes not as perfect as we expected but at least it's up to 95% or the daily work.
-
Some of the CRAZY POST that they downloaded somewhere and not buying through professionally, it's just a MESS such as. Post out high speed toolpath without COOLANT, TAP CODEs were like OUT OF WACK, there are a lot of things that I can say when I work some work environment as everyone must have their perfect post and company's? Oh, no.. it takes for every to do by hand editing.
-
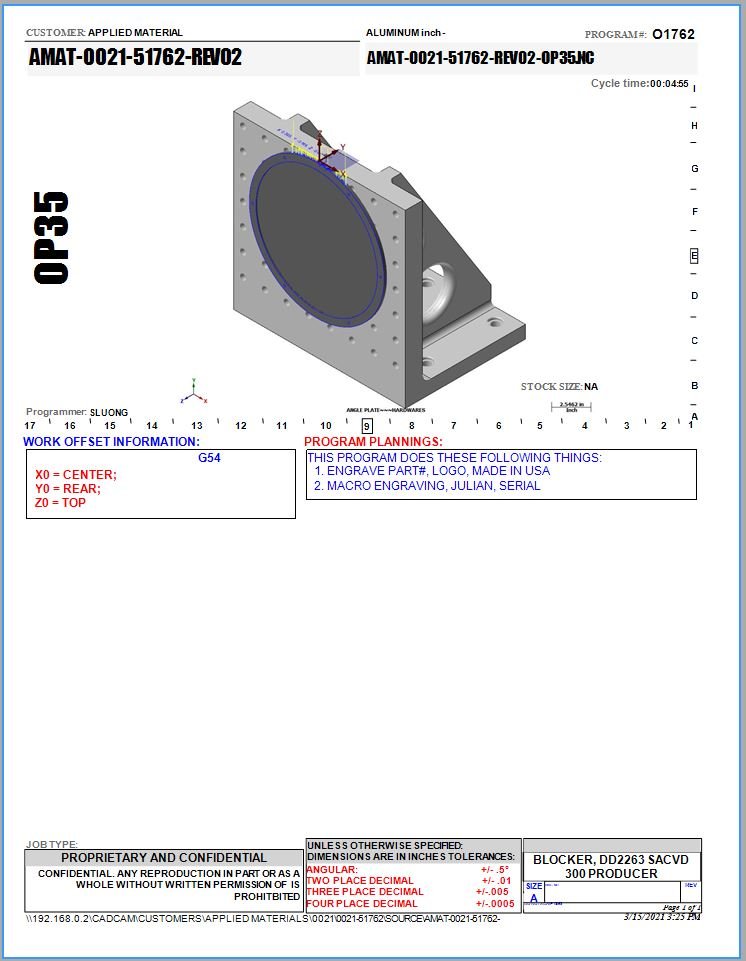
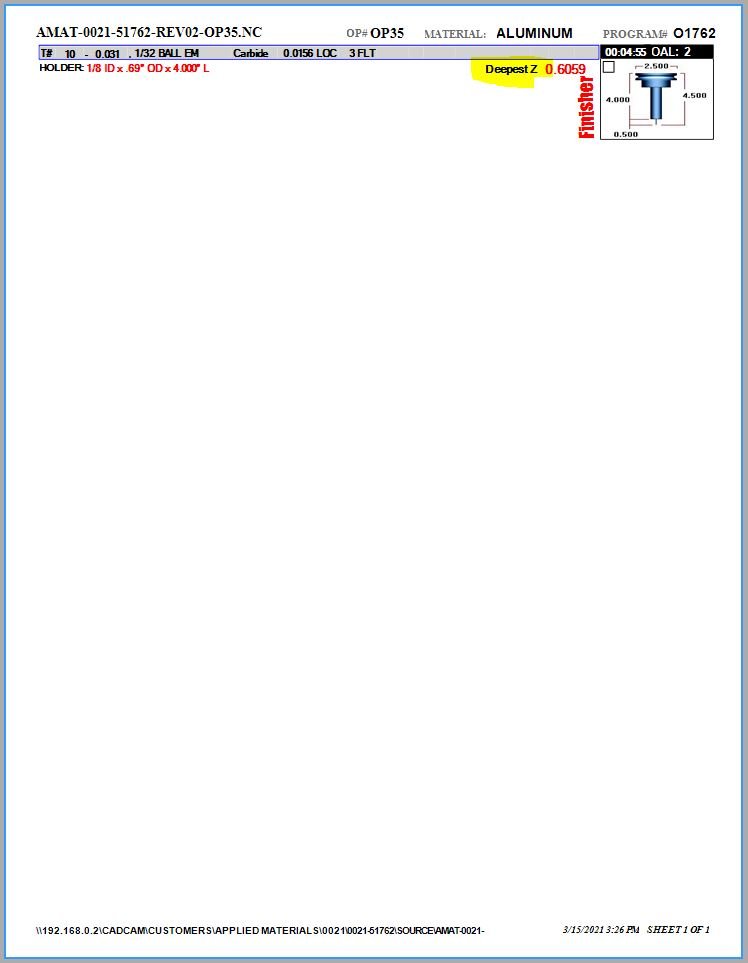
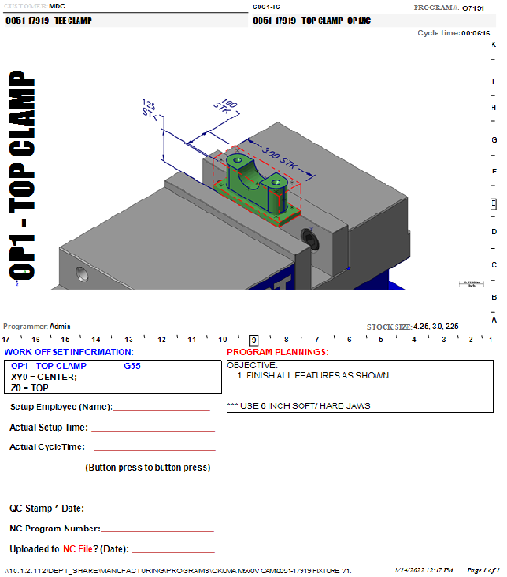
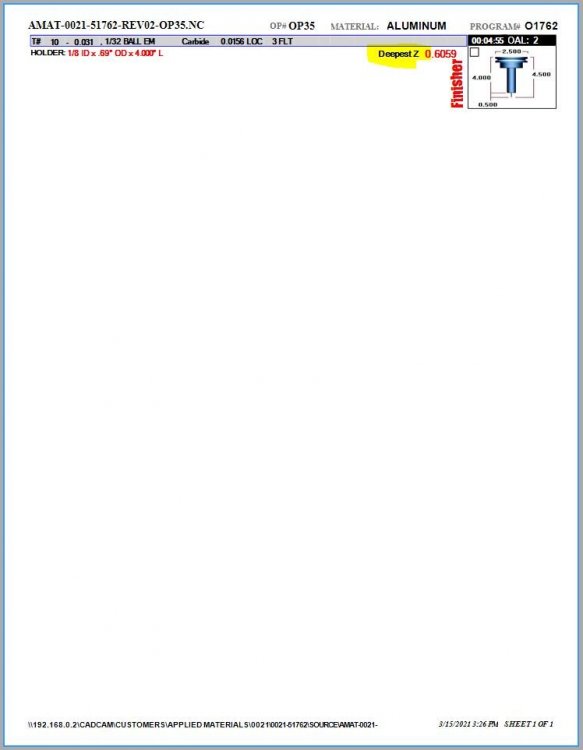
Hello Collin, I really appreciated that you put some good words on me. I've been knowing you since 2015 and that is how my problem of post solved (most of the time). As you already know we are all CNC programmers and the owner just doesn't care about what we have done, they need the part on their desk the end of the day, PERIOD!!!! Some of my jobs that they gave a BAD POST PROCESSOR and expected me to hand editing nearly every single tool. California is super expensive as you already knew. 3 beds 1 bath = 1.2 million dollars that's mean the salary also have to pay more than other states. That is why the companies demand so much us. Not just knowing how to use MASTERCAM influence but also SOLIDWORKS. I am just lucky enough to know those 2 and using smoothly. Over the time, the work just demand us to self develop other software tools as well so we can compete to others. In California, if we don't step up, we are out of the game within a year or two. Sad but so true about, sometime I want to move out of state, guess what all my family are here. Either I get the job and keep up or getting fired by the next hire. ps: If the setup men cannot run the program that's the programmer's fault. I think that is how the way it works for everywhere though. Everything needs to be pictured, noted and attention to details as you see the bottom image of which my own setup sheet as well. Thank you Collin, S.Luong
-
Hello CrazyMillMan, This is my very personal post, before I post anything out I always use mine to ensure everything is NO CRASH, COOLANT OFF, OR T1, H10, etc. After I see everything is OK then I use the company's post. It's just my PERSONAL CNC QC tool. Thank you for your comment CrazyMillMan, S.Luong
-
Tag name for ROUGH, FINISH on ACTIVE REPORT?
PcRobotic replied to PcRobotic's topic in Post Processor Development Forum
You need to create a sub report and call that sub report to the main report. Just like you are creating a 3 headers website. Main one is the frame of 3, inside of 3 you need to create sub links....ect I only give you guys ideas how the format would be. I am sure this type of setup sheets and tools sheets are not hard to design like you guys.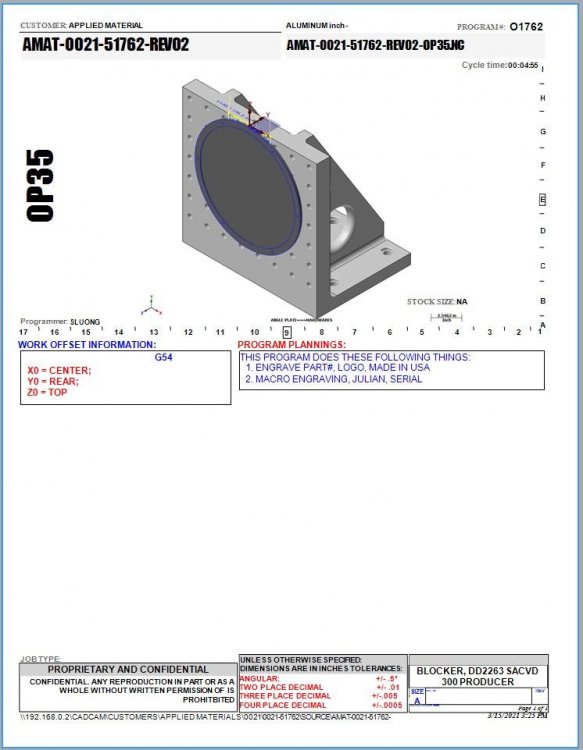
-
I changed and it didn't work.
-
Hello everyone, I am trying to make XXX digits as show shown. I think it is something about LEADING NUMBERS but don't know where to start. Please see below and thanks for the help. ============== #602 = 2 (T2= 1.25, 1,1/4 INSERT EM, R0.0828, * Z-7.2595) Should be T002 #603 = 3 (T3= 1., 1 Inch EM, * Z-3.1563) Should be T003 #604 = 4 (T4= .3594, 23/64 STUB DRILL, * Z-3.7983) Should be T004 #605 = 5 (T5= 2., 2" SHM 90DEG, R0.0250, FIN, * Z0.) Should be T005 #607 = 7 (T7= .5156, 33/64 STUB DRILL, * Z-1.7575) Should be T007 #608 = 8 (T8= .6094, .6094, 39/64 STUB DRILL, * Z-1.465) Should be T008 #610 = 10 (T10= .6042, 1/2-13 FLAT BOTTOM CUT TAP, * Z-1.375) Should be T010 #612 = 12 (T12= .375, 3/8 EM, RG, * Z-3.75) Should be T012 #613 = 13 (T13= .415, .415" REAMER, * Z-3.7313) Should be T013 #614 = 14 (T14= .246, LTR. D STUB DRILL, * Z-.4208) Should be T014 #615 = 15 (T15= .2505, .2505 REAMER, * Z-.3312) Should be T015 #617 = 17 (T17= .25, 1/4 Keyseater, * Z-.62) Should be T017 #620 = 20 (T20= .1875, 3/16 EM, * Z-.65) Should be T020 #623 = 23 (T23= .5, 1/2 EM, RG, * Z-1.5) Should be T023 #625 = 25 (T25= 1., 1" INSERT MILL, R0.0316, * Z-3.1875) Should be T025 #630 = 30 (T30= .25, 1/4 CHMF, * Z-3.7313) Should be T030 #631 = 31 (T31= .25, 1/4 SPOTTER - 90°, * Z-.1) Should be T031
-
I have made it work, after a week (I am a rooky in post editing)... =============== % O5828(AMAT-0041-95828 REV05 - OP30.NC) (*) (TOTAL TOOLS FOR OP70 - RTP = 2 TOOLS) (T23= .5, 1/2 EM, RG, CBD * Z-1.5) (T130= .25, 1/4 Keyseater, CBD * Z-.6128) (*) (WORK OFFSET LIST) (G54 B0.) (XY0 = CENTER) (Z0 = TOP, Z-.015) (*) (CYCLE TIME = 04M 5.08S) (*) (*) N23(ROUGH OUT 1X 1.125 +/-.0005 C'BORE, CUT#96) G0 G17 G40 G49 G80 G90(30.94S) G91 G28 Z0 M19(1.125DIA. ,.0125ROUGH STPOVR) ==============> 1.125DIA. G28 Y0.(XYZ STK= .015) G28 X0.(FINISHED CIRCLE) G0 G90 B0. M8 T23(.5000, 1/2 EM, RG, CBD,) M6 G90 G54 X.8715 Y-1.9097 S7000 M3 Z3. T130 (DOC= Z-.485) /G4 P2.5 Z.0625 G1 Z.0313 F50. G3 X1.3215 Y-1.9118 Z-.0058 I.225 J-.0011 X.8715 Y-1.9097 Z-.0428 I-.225 J.0011 (CUTTING...) X1.0336 Y-1.6272 R.1487 G1 X1.0965 Y-1.9107 G0 Z.125 Z3. M9 G91 G28 Z0. G28 Y0. M5 G28 X0. M1 (*) N130(ROUGH OUT .665 +/-.003 MID KEY, CUT#97) G0 G17 G40 G49 G80 G90(01M 14.36S) G91 G28 Z0 M19 G28 Y0.(XY= .005, Z STK= .0097) (3X, RMULTI-PASSES, .005 EACH) G28 X0. G0 G90 B0. T130(.2500, 1/4 KeyseaterCBD,) M6 G90 G54 X1.0965 Y-1.9107 S4500 M3 Z3. M8 T23 (DOC= Z-.6128) /G4 P2.5(ADOC =.0318DP) Z.0625 G1 Z-.6128 F5. (CUTTING...) X1.0965 Y-1.9107 G0 Z3. M9 G91 G28 Z0. G28 Y0. M5 G28 X0. M1 (*) N2302(FINISH 1X 1.125 +/-.0005 C'BORE, CUT#105) G0 G17 G40 G49 G80 G90(01M 24.58S) G91 G28 Z0 M19(1.125DIA) ==============> 1.125DIA (1X SEMI-FINISH, .005) (1X FINISH, .0025) (1X SPRING PASS) G28 Y0. G28 X0.(FINISHED CIRCLE) G0 G90 B0. M8 T23(.5000, 1/2 EM, RG, CBD,) M6 G90 G54 X1.0965 Y-1.9107 S7000 M3 Z3.(DOC= Z-.5) /G4 P2.5 Z.0625 G1 Z-.5 F10. G41 X1.2676 Y-1.3887 G3 X1.0965 Y-1.3507 R.405 (CUTTING...) Y-1.3482 R.5625 X.9248 Y-1.3863 R.4063 G1 G40 X1.0965 Y-1.9107 G0 Z.125 Z3. (*) (PROGRAM JUMPS HERE) (*) N2303(FINISH 1X .625 +/-.0005 C'BORE, CUT#106) (.625 DIA.) ==============> .625 DIA. T23(.5000, 1/2 EM, RG, CBD,) M6 G0 G90 G54 X1.0965 Y-1.9107 S7000 M3 Z3.(DOC= Z-1.5) Z.0625 G1 Z-1.5 F10. G41 X1.2148 Y-1.627 G3 X1.0965 Y-1.6007 R.28 Y-2.2207 R.31 (CUTTING...) G1 G40 X1.0965 Y-1.9107 G0 Z.125 Z3. M9 G91 G28 Z0. G28 Y0. M5 G28 X0. M30(CHARACTERS COUNT = 4,122 - 4.03KB) %
-
You are probably have a good memory of remembering all kind of sizes hole. We often have a program of which 7 - 8 kind of holes of which differences between .015 - .035 in the same part. This is how we have to cross check between the programmer and setup men. if programmer makes mistake the setup men will catch them, that is a bonus to prevent making bad parts. See below.. ===================== % O5828(AMAT-0041-95828 REV05 - OP30.NC) (*) (TOTAL TOOLS FOR OP70 - RTP = 2 TOOLS) (T23= .5, 1/2 EM, RG, CBD * Z-1.5) (T130= .25, 1/4 Keyseater, CBD * Z-.6128) (*) (WORK OFFSET LIST) (G54 B0.) (XY0 = CENTER) (Z0 = TOP, Z-.015) (*) (CYCLE TIME = 04M 5.08S) (*) (*) N23(ROUGH OUT 1X 1.125 +/-.0005 C'BORE, CUT#96) G0 G17 G40 G49 G80 G90(30.94S) G91 G28 Z0 M19(1.125DIA. ,.0125ROUGH STPOVR) ==============> 1.125DIA. G28 Y0.(XYZ STK= .015) G28 X0.(FINISHED CIRCLE) G0 G90 B0. M8 T23(.5000, 1/2 EM, RG, CBD,) M6 G90 G54 X.8715 Y-1.9097 S7000 M3 Z3. T130 (DOC= Z-.485) /G4 P2.5 Z.0625 G1 Z.0313 F50. G3 X1.3215 Y-1.9118 Z-.0058 I.225 J-.0011 X.8715 Y-1.9097 Z-.0428 I-.225 J.0011 (CUTTING...) X1.0336 Y-1.6272 R.1487 G1 X1.0965 Y-1.9107 G0 Z.125 Z3. M9 G91 G28 Z0. G28 Y0. M5 G28 X0. M1 (*) N130(ROUGH OUT .665 +/-.003 MID KEY, CUT#97) G0 G17 G40 G49 G80 G90(01M 14.36S) G91 G28 Z0 M19 G28 Y0.(XY= .005, Z STK= .0097) (3X, RMULTI-PASSES, .005 EACH) G28 X0. G0 G90 B0. T130(.2500, 1/4 KeyseaterCBD,) M6 G90 G54 X1.0965 Y-1.9107 S4500 M3 Z3. M8 T23 (DOC= Z-.6128) /G4 P2.5(ADOC =.0318DP) Z.0625 G1 Z-.6128 F5. (CUTTING...) X1.0965 Y-1.9107 G0 Z3. M9 G91 G28 Z0. G28 Y0. M5 G28 X0. M1 (*) N2302(FINISH 1X 1.125 +/-.0005 C'BORE, CUT#105) G0 G17 G40 G49 G80 G90(01M 24.58S) G91 G28 Z0 M19(1.125DIA) ==============> 1.125DIA (1X SEMI-FINISH, .005) (1X FINISH, .0025) (1X SPRING PASS) G28 Y0. G28 X0.(FINISHED CIRCLE) G0 G90 B0. M8 T23(.5000, 1/2 EM, RG, CBD,) M6 G90 G54 X1.0965 Y-1.9107 S7000 M3 Z3.(DOC= Z-.5) /G4 P2.5 Z.0625 G1 Z-.5 F10. G41 X1.2676 Y-1.3887 G3 X1.0965 Y-1.3507 R.405 (CUTTING...) Y-1.3482 R.5625 X.9248 Y-1.3863 R.4063 G1 G40 X1.0965 Y-1.9107 G0 Z.125 Z3. (*) (PROGRAM JUMPS HERE) (*) N2303(FINISH 1X .625 +/-.0005 C'BORE, CUT#106) (.625 DIA.) ==============> .625 DIA. T23(.5000, 1/2 EM, RG, CBD,) M6 G0 G90 G54 X1.0965 Y-1.9107 S7000 M3 Z3.(DOC= Z-1.5) Z.0625 G1 Z-1.5 F10. G41 X1.2148 Y-1.627 G3 X1.0965 Y-1.6007 R.28 Y-2.2207 R.31 (CUTTING...) G1 G40 X1.0965 Y-1.9107 G0 Z.125 Z3. M9 G91 G28 Z0. G28 Y0. M5 G28 X0. M30(CHARACTERS COUNT = 4,122 - 4.03KB) %
-
Thank you for the offer, I am having issue is I cannot copy or install any DLL files because I don't have ADMIN rights. I guess I have to make the post work like the way it would allow me to.
-
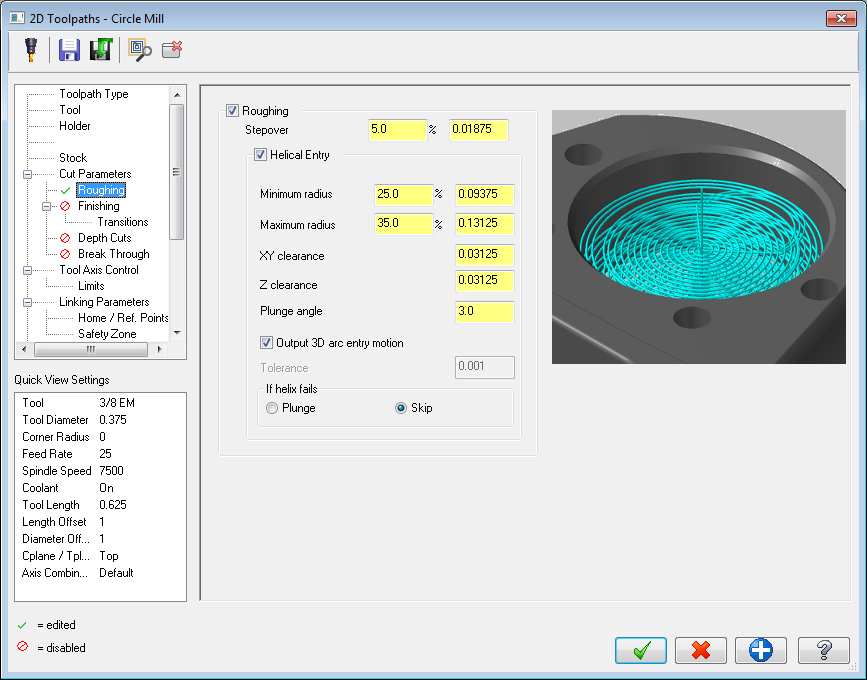
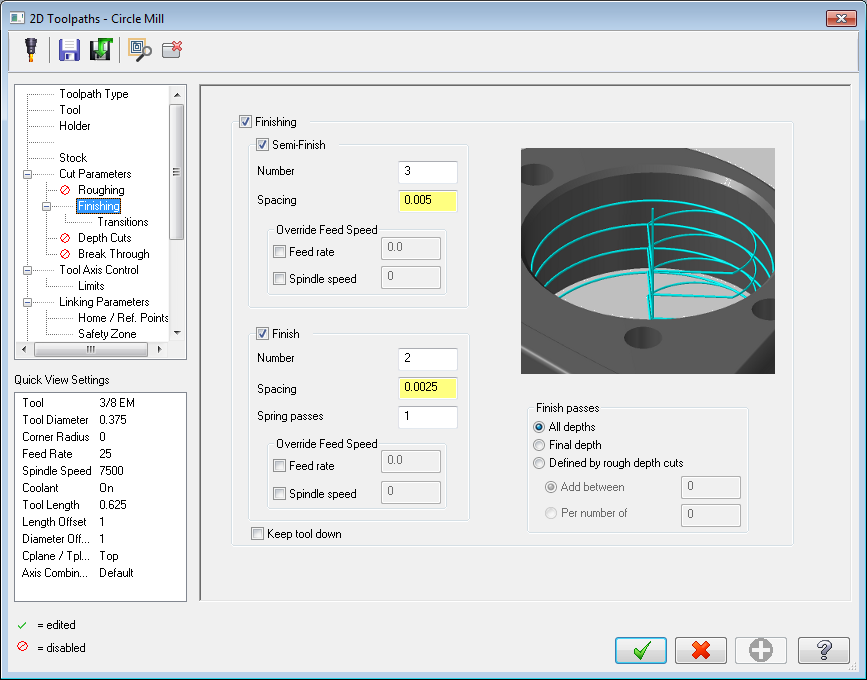
Hello everyone, I have been participial success to output the CIRCLE diameter value in CIRCLE MILL. On the other hand, I the FINISHING page does not out put as I expected to be. Would you guys help me out? See codes below. ps: some how the FINISHING IO parameters don't get update right, see images. Thanks. ======================== N1(ROUGH OUT 1.000 C'BORE, CUT#1) G0 G17 G40 G49 G80 G90(01M 8.S) G91 G28 Z0 M19(1.DIA. ,.0187ROUGH STPOVR) G28 Y0.(XY= .01, Z STK= .015) T1 M6(.3750, 3/8 EM, CBD,) G90 G54 X.0891 Y.0964 S7500 M3 G43 H1 Z3.(DOC= Z-.485) /G4 P2.5 M8 Z.125 G1 Z.0313 F25. G3 X-.0891 Y-.0964 Z.0096 I-.0891 J-.0964 (CUTTING...) G1 X0. Y.1512 Y0. G0 Z.125 Z3. (*) (PROGRAM JUMPS HERE) (*) N102(FINISH 1.000 C'BORE, CUT#2) (.3750, 3/8 EM, CBD,) G0 G90 G54 X0. Y0. S7500 M3 (1.DIA.) (3X SEMI-FINISHES, .005 EACH) ===========> SHOULD SHOW LIKE THIS (2X FINISHES, .0025 EACH) ===========> SHOULD SHOW LIKE THIS (1X SPRING PASS) ===========> SHOULD SHOW LIKE THIS G43(D1)H1 Z3.(DOC= Z-.5) /G4 P2.5 (39.52S) Z.125 G1 Z-.5 F25. Y.1487 G41 D1 X.1052 Y.2539 G3 X0. Y.2975 R.1487 (CUTTING...) G1 G40 X0. Y.1563 Y0. G0 Z.125 Z3. M9 G91 G28 Z0. G28 Y0. M5 G0 G90 G54 X0. M30(CHARACTERS COUNT = 3,153 - 3.08KB) % ====================== I DEFINED AS ================= CircleMillStartAtCenterCircleFeature: 0 CircleMillIOFinishPasses: 0 CircleMillRoughIO: 0 CircleMillRoughIO_flg: 0 CircleMillSemiFinishIO: 0 CircleMillSemiFinishIO_flg: 0 CircleMillFinishIO: 0 CircleMillFinishIO_flg: 0 CircleMillFinishingIO: 0 CircleMillFinishingIO_flg: 0 CircleMillHelicalEntryIO: 0 CircleMillHelicalEntryIO_flg: 0 CircleMillOverrideGeometryDiameterIO: 0 CircleMillOverrideGeometryDiameterIO_flg: 0 CircleMillMaximumRadius: 0 CircleMillMinimumRadius: 0 CircleMillPlungeAngle: 0 CircleMillXYClearance: 0 CircleMillSTOVR: 0 CircleMillSTOVRPercent: 0 CircleDiameter: 0 CircleMillNumberOfSpringPasses: 0 CircleMillNumberSemiFinish: 0 fmt 2 CircleMillSTOVR fmt 16 CircleMillSTOVRPercent fmt 2 CircleDiameter fmt 2 CircleMillPlungeAngle fmt 2 CircleMillMaximumRadius fmt 2 CircleMillMinimumRadius fmt 2 CircleMillXYClearance fmt 4 CircleMillIOFinishPasses fmt 4 CircleMillSemiFinishIO fmt 4 CircleMillFinishingIO fmt 4 CircleMillFinishIO fmt 4 CircleMillRoughIO fmt 4 CircleMillHelicalEntryIO fmt 4 CircleMillOverrideGeometryDiameterIO pparameter$ # Run parameter table if prmcode$ = 12207, CircleDiameter = rpar(sparameter$, 1) #get circle mill diameter if prmcode$ = 41837, CircleMillOverrideGeometryDiameterIO = rpar(sparameter$, 1) #get circle mill diameter if prmcode$ = 40365, CircleMillNumberSemiFinish = rpar(sparameter$, 1) #get circle mill diameter if prmcode$ = 12054, CircleMillSTOVR = rpar(sparameter$, 1) #get circle mill diameter if prmcode$ = 12055, CircleMillSTOVRPercent = rpar(sparameter$, 1) #get circle mill % diameter if prmcode$ = 12208, CircleMillStartAtCenterCircleFeature = rpar(sparameter$, 1) #Circle Mill Start At Center Circle Feature if prmcode$ = 12210, CircleMillRoughIO = rpar(sparameter$, 1) if prmcode$ = 12210, CircleMillIOFinishPasses = rpar(sparameter$, 1) #Circle Mill Roughing if prmcode$ = 40282, CircleMillSemiFinishIO = rpar(sparameter$, 1) #Circle Mill Roughing if prmcode$ = 40283, CircleMillFinishIO = rpar(sparameter$, 1) #Circle Mill Roughing if prmcode$ = 15214, CircleMillFinishingIO = rpar(sparameter$, 1) #Circle Mill Roughing if prmcode$ = 15089, CircleMillHelicalEntryIO = rpar(sparameter$, 1) #Circle Mill Enable Helical Entry if prmcode$ = 10381, CircleMillMaximumRadius = rpar(sparameter$, 1) #Circle Mill MaximumRadius if prmcode$ = 10389, CircleMillMinimumRadius = rpar(sparameter$, 1) #Circle Mill MinimumRadius if prmcode$ = 10382, CircleMillPlungeAngle = rpar(sparameter$, 1) #Circle Mill Plunge Angle if prmcode$ = 10385, CircleMillXYClearance = rpar(sparameter$, 1) #Circle Mill XY Clearance if prmcode$ = 40396, CircleMillNumberOfSpringPasses = rpar(sparameter$, 1) #Circle Mill XY Clearance #Region pCircleMill pCircleMill if (tool_op$ = 18) & not(opcode$ = 3), [ [ !MultiPassesIO no_spc$, "(", *CircleDiameter, no_spc$, "DIA.", [ if CircleMillRoughIO = 1, ",", *CircleMillSTOVR, no_spc$, "ROUGH STPOVR"], no_spc$, ")", e$ MultiPassesIO = 0 ] [ if CircleMillFinishingIO = 1 & CircleMillSemiFinishIO = 1 & NumberOfRoughSTOVR > 1, pbld, no_spc$, no_spc$, "(", *NumberOfRoughSTOVR, no_spc$, "X", "SEMI-FINISHES, ", *MultiPassesRoughSpacingSTOVRValue, "EACH)", e$ if CircleMillFinishingIO = 1 & CircleMillSemiFinishIO = 1 & NumberOfRoughSTOVR = 1 & MultiPassesRoughSpacingSTOVRValue > 0, pbld, no_spc$, no_spc$, "(", *NumberOfRoughSTOVR, no_spc$, "X", "SEMI-FINISH, ", *MultiPassesRoughSpacingSTOVRValue, no_spc$, ")", e$ ] [ if CircleMillFinishingIO = 1 & CircleMillFinishIO = 1 & NumberOfMultiPassesFinish = 1, pbld, no_spc$, no_spc$, "(", *NumberOfMultiPassesFinish, no_spc$, "X", "FINISH, ", *MultiPassesFinishSpacingSTOVRValue, no_spc$, ")", e$ if CircleMillFinishingIO = 1 & CircleMillFinishIO = 1 & NumberOfMultiPassesFinish > 1, pbld, no_spc$, no_spc$, "(", *NumberOfMultiPassesFinish, no_spc$, "X", "FINISHES, ", *MultiPassesFinishSpacingSTOVRValue, no_spc$, " EACH)", e$ ] [ if CircleMillFinishingIO = 1 & (CircleMillSemiFinishIO = 1 | CircleMillFinishIO = 1) & NumberOfMultiPassesFinish > 0 & NumberOfSpringCuts = 1, pbld, no_spc$, no_spc$, "(", *NumberOfSpringCuts, no_spc$, "X", "SPRING PASS)", e$ if CircleMillFinishingIO = 1 & (CircleMillSemiFinishIO = 1 | CircleMillFinishIO = 1) & NumberOfMultiPassesFinish > 0 & NumberOfSpringCuts > 1, pbld, no_spc$, no_spc$, "(", *NumberOfSpringCuts, no_spc$, "X", "SPRING PASSES)", e$ ] ] #EndRegion pCircleMill ptlchg_com #Tool change common blocks pbld, *sgabsinc, sg28, "Z0", sm19, pCircleMill ptlchg0_1 #Call from NCI null tool change (tool number repeats) pCircleMill
-
Hello everyone, I would like to get the parameter numbers for the "A" and "B", I have tried A but failed to do so. PS: I often doing the WRONG CIRCLE MILL value. I would like to make a warning statement if they are (A, not the same, then show alarm Thanks for the help.
-
So above is corrected then, right?
-
You mean like this? N41(PICK UP X CENTER BOSS, CUT#7) G0 G17 G40 G49 G80 G90 G91 G28 Z0 M19 G28 Y0.(PROBE) IF [#[#641+2000] LT 2.5] GOTO9999 T#641 M6(.2360, PROBE, .118RAD, CERAMIC,) G65 P9832(PROBE ON) G90 G54 G65 P9810 X0. Y1.0921=====> (PROTECTIVE MOVE) G43 H#641 Z4.(DOC= Z1.) =====> PROTECTIVE MOVE NOT NEEDED HERE G4 P2.5(X WEB) Z3. =====> PROTECTIVE MOVE NOT NEEDED HERE Z2. =====> PROTECTIVE MOVE NOT NEEDED HERE G1 Z1. F25.(READY TO PROBE) G65 P9995 W54.(G) A14. D10.5 H-1.(Z) G0 G90 Z2.(TOP OF STOCK) G65 P9810 Z3.(PROTECTIVE MOVE) G65 P9810 Z4. =====> PROTECTIVE MOVE NOT NEEDED HERE G65 P9833(PROBE OFF) G91 G28 Z0. G28 Y0. G0 G90 G54 X0.