PcRobotic
-
Posts
913 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by PcRobotic
-
Hello Everyone, I am using probe now and my question is "do I have to put a "PROTECTIVE MOVE" in every move or just once is enough? See below. Thankful for the help. ================ N41(PICK UP X CENTER BOSS, CUT#7) G0 G17 G40 G49 G80 G90 G91 G28 Z0 M19 G28 Y0.(PROBE) IF [#[#641+2000] LT 2.5] GOTO9999 T#641 M6(.2360, PROBE, .118RAD, CERAMIC,) G65 P9832(PROBE ON) G90 G54 X0. Y1.0921 G43 H#641 G65 P9810 Z4.(DOC= Z1.) G4 P2.5(X WEB) G65 P9810 Z3.(PROTECTIVE MOVE) G65 P9810 Z2.(PROTECTIVE MOVE) G65 P9810 G1 Z1. F25.(READY TO PROBE) G65 P9995 W54.(G) A14. D10.5 H-1.(Z) G0 G90 Z2.(TOP OF STOCK) G65 P9810 Z3.(PROTECTIVE MOVE) G65 P9810 Z4.(PROTECTIVE MOVE) G65 P9833(PROBE OFF) G91 G28 Z0. G28 Y0. G0 G90 G54 X0.
-
G61.1 (MAZAK HIGH SPEED MODE ON) GXX.X (MAZAKE HIGH SPEED OFF)????? I am also looking for the HIGH SPEED OFF code, would you guys help me out the end code? Thank you
-
What I've done is what Alex partially mention. I make if as SHARED buffer when they are not in used then use it for other buffer.
-
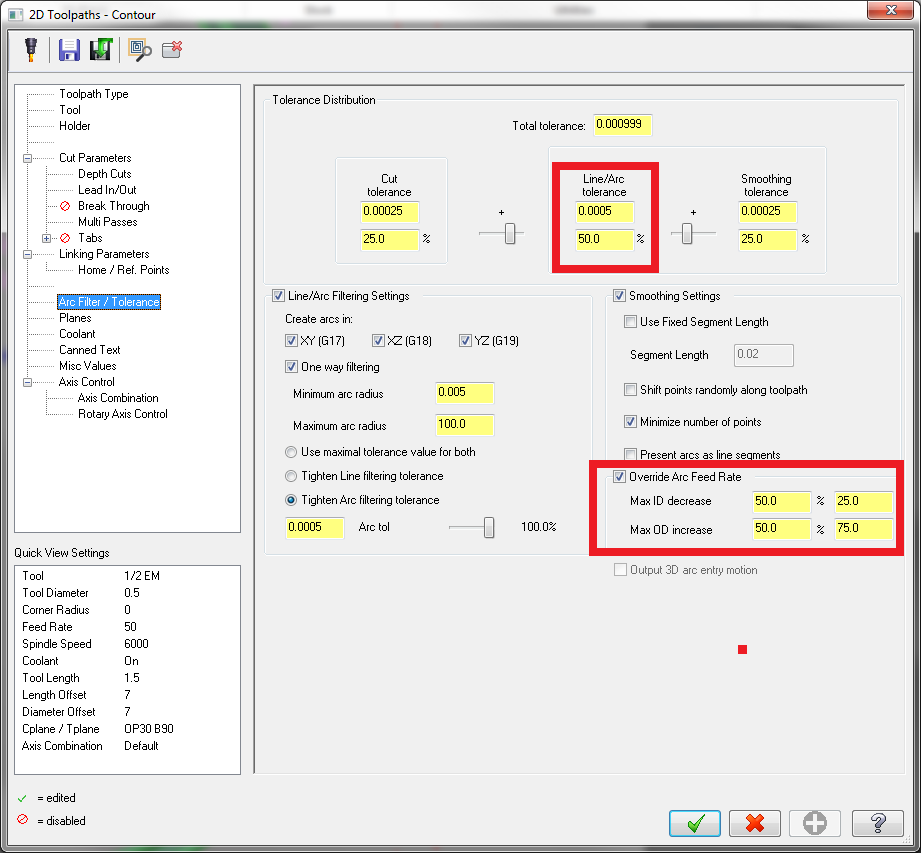
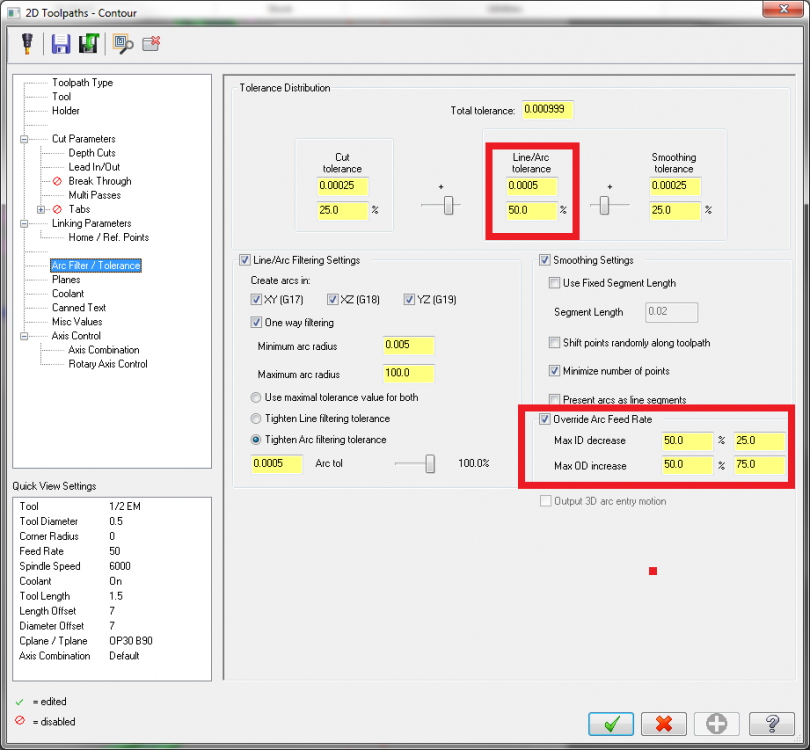
OVERRIDE ARC FEED RATE not appear
PcRobotic replied to PcRobotic's topic in Post Processor Development Forum
You are right, it only shows at G2 and G3. However, it still does not show the right feed rate I want. I have to make a post block for that. -
Hello everyone, I am trying to make the program slow down at the corners and I don't see any feed rate slow down even though I have specified in the toolpath. Please help, let me know what I've done wrong. Thank you. ================================ % O7530 (ALUM 7075, BAR STOCK = X38.33 Y23.43 Z1.71) (*) (TOTAL TOOLS FOR OP30 RTP = 1 TOTAL TOOL) (T7= .5, 1/2 EM, 3FLTS CBD * Z-1.382) (*) (WORK OFFSET LIST) (G55 B90.) (X0 = TOP OF B0) (Y0 = CENTER) (Z0 = TOP OF PART) (*) (*) (CYCLE TIME = 01M 6.9S) (*) (*) N7(FINISH SLOTS, CUT#114) G0 G17 G40 G49 G80 G90(9.4S) G91 G28 Z0 M19 G28 Y0. G0 G90 B90. T7 M6(.5000,1/2 EM, CBD,) G90 G55 B90. X-.4475 Y-6.0829 S6000 M3 (10X RDEPTH CUTS, .25 PER) (1X, RMULTI-PASS, .4) (1X, FMULTI-PASS, .01) G8 P1(FANUC CORNERS DECELERATING ON) G43(D7)H7 Z3.(DOC= Z-1.382) /G4 P2 M8 Z.1 G1 Z-1.241 F50. G41 D7 Y-5.7496 Y-3.1046 X-.7956 X-.7906 Y-4.7492 Y-5.7496 G40 Y-6.0829 G0 Z.25 X-.4475 Z.1 G1 Z-1.382 G41 D7 Y-5.7496 Y-3.1046 X-.7956 X-.7906 Y-4.7492 Y-5.7496 G40 Y-6.0829 G0 Z.25 X-.4375 Z.1 G1 Z-1.382 G41 D7 Y-5.7496 Y-3.0946 X-.8056 X-.8006 Y-4.7492 Y-5.7496 G40 Y-6.0829 G0 Z3. X-.7906 Y6.0829 Z.1 G1 Z-1.241 G41 D7 Y5.7495 Y4.7491 X-.7956 Y3.1046 X-.4475 Y5.7495 G40 Y6.0829 G0 Z.25 X-.7906 Z.1 G1 Z-1.382 G41 D7 Y5.7495 Y4.7491 X-.7956 Y3.1046 X-.4475 Y5.7495 G40 Y6.0829 G0 Z.25 X-.8006 Z.1 G1 Z-1.382 G41 D7 Y5.7495 Y4.7492 X-.8056 Y3.0946 X-.4375 Y5.7495 G40 Y6.0829 G0 Z3. M9 G8 P0(FANUC CORNERS DECELERATING OFF) G91 G28 Z0. G28 Y0. M5 G0 G90 B90. M30(1,488 CHARACTERS = 1.49KB) %
-
Work Offset & Tool Length macro
PcRobotic replied to PcRobotic's topic in Post Processor Development Forum
Thank you these valuable info. Surely, I will put those in my post. I would like to understand them. IF[#4014EQ#0]THEN#3000=159(-WORK OFFSET MISSING-) ======> What is #4014 value stand for? Is this a constant value? IF[#4014EQ0]THEN#3000=158(-WORK OFFSET MISSING-) IF[#4014LE54.0]THEN#3000=157(-WORK OFFSET NOT 54-) IF[#4008NE43]GOTO665(IS G43 ACTIVE? ) ======> What is #4014 value stand for? Is this a constant value? IF[#4120EQ0]GOTO664(IS T# EQUAL TO 0) ======> What is #4020 value stand for? Does it represent as T#? IF[#4120EQ#0]GOTO664(IS T# EQUAL TO NULL) IF[#4111EQ#4120]GOTO555(IS H# EQUAL TO T#) ======> What is #4111 value stand for? Is this a constant value? -
Work Offset & Tool Length macro
PcRobotic replied to PcRobotic's topic in Post Processor Development Forum
This is what I meant... some one knows lots of macros and showed me... IF [#[#505+2000] EQ 0] GOTOM30 (IF TOOL LENGTH OFFSET IS ZERO) I also would like to check if IF T# <> H# GOTOM30 (CHECK IF T# NOT SAME AS H#) safety. If you know, please let me know. Example... % O3240(AMAT-0021-10302 REVA- OP40.nc) (SOURCE = 0021-10302 REVA.MCAM) (POSTED ON APR.27.2020 AT 15*20PM) (STEVEN LUONG, BY= NMTW\SLUONG) (*) (ALUM 6061-T6, BAR STOCK = X9.50 Y8.38 Z.75) (NOTE= PROTOTYPE) (*) (*) (TOTAL TOOLS FOR RPT-INDEX = 1 TOTAL TOOL) (T17= .5, 1/2 EM, 3FLTS CBD * Z-.48) (*) (WORK OFFSET LIST) (G54 A90.) (*) (CYCLE TIME = 35.97S) (*) N17(ROUGH OUT 1X RIGHT .448 DIAMETER BOSS, CUT#61) G0 G17 G40 G49 G80 G90(7.56S) G91 G28 Z0 M19(XY STK= .005) G28 Y0. G0 G90 A270. IF [#[#505+2000] EQ 0] GOTOM30 (IF TOOL LENGTH OFFSET IS ZERO) ==========> this is what i meant.... T17 M6(.5000,1/2 EM, CBD,) G90 G54 S6500 M3 (5X, RMULTI-PASSES, .0313 EACH) G64(HAAS SLOW AT CORNERS ON) G43 H17 Z1. M8(DOC= Z-.48) /G4 P2.5 G90 X-1.076 Y2.068 Z.0625 G1 Z-.48 F25. X-.8685 Y1.9286 G1 X.5033 Y2.0595 G0 Z1. M9 G61(HAAS CORNERS DECELERATING OFF) G91 G28 Z0. G28 Y0. M5 G0 G90 A270. M30(1,566 CHARACTERS = 1.57KB) % -
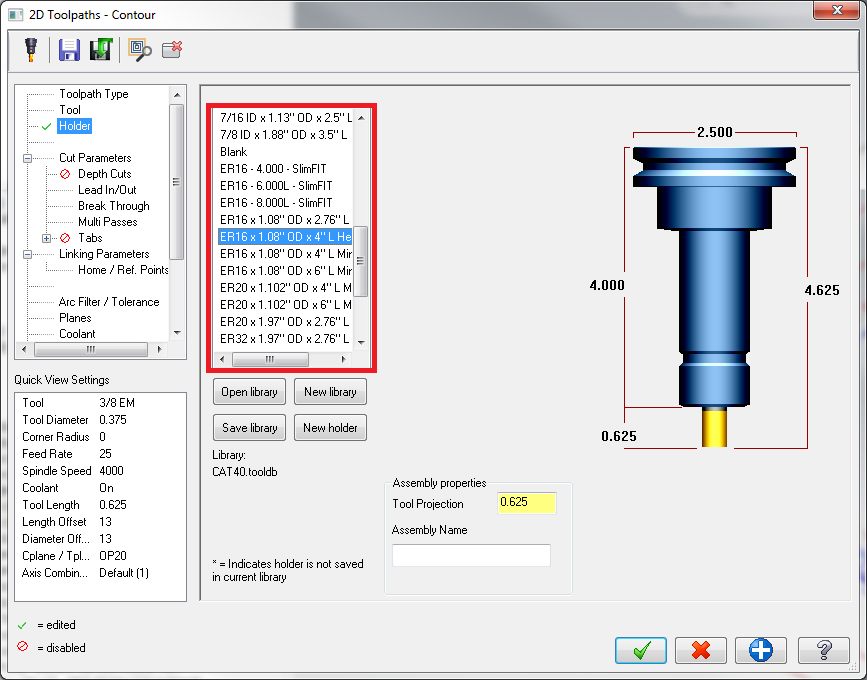
Then what is the default file of holder when it first loads into MasterCam? I will rename my file name to the default holder file, I hope it works that way. Easy and fast.
-
Hello everyone, I have a holder library and I would like every time I choose a MACHINE DEFINITION, my libary of holder also loaded too. Can you guys show me how to do that? Thank you.
-
Thank you, 5th Axis. This time is very crazy for us.
-
Hello everyone, I've been looking for the AUTOMATICALLY SET POST VALUES WHEN POSTING for an ON/OFF parameter number. Can you guys tell me what is that number is? Thank you
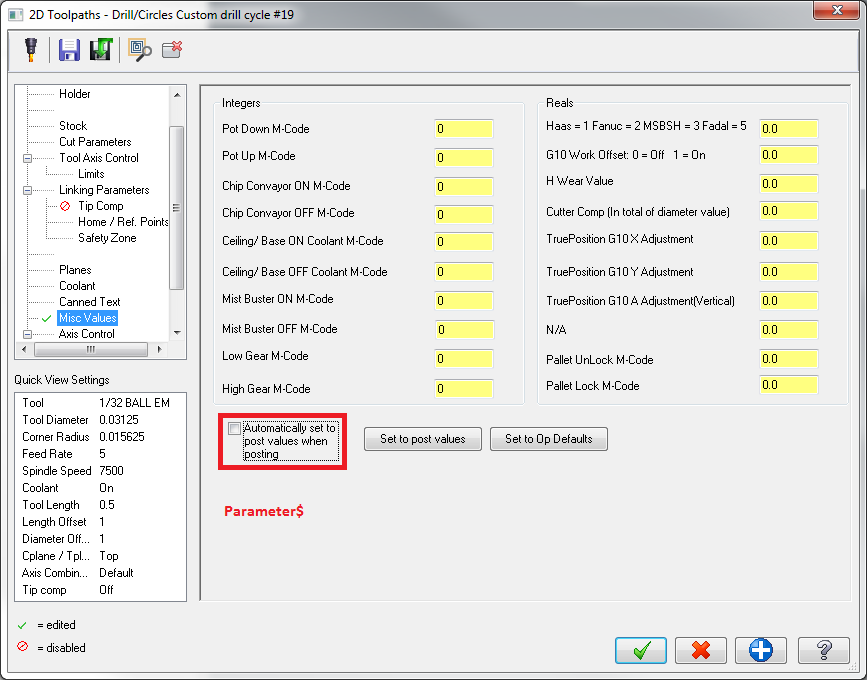
-
Hello everyone, I have a NIIGATA HORIZONTAL and it is pretty much using MACRO. Right now I have to edit by hand as the MACRO #530 for the tool length offset. I also would like to find the macro # for work offset. like this... Thank you for the info ================================================================== % O1234(0042-22098 REV02-FIXTURE.nc) (SOURCE = 0042-22098 REV02.MCAM) (POSTED ON MAR.24.2020 AT 6*04AM) (STEVEN LUONG, BY= NMTW\SLUONG) (*) (304 STAINLESS, BAR STOCK = X15.00 Y15.00 Z1.00) (TOTAL TOOLS FOR FIXTURE = 8 TOOLS) #530 = 1 (T1= .5, 1/2 EM, U, 3FLTS CB * Z0.) =============> Good code #530 = 2 (T2= .5, 1/2 SPOTTER, * Z-.1825) =============> Good code #530 = 3 (T3= .201, #7 STUB DRILL, * Z-.7104) =============> Good code #530 = 4 (T4= .25, 1/4-20 CUT TAP, * Z-.5) =============> Good code #530 = 5 (T5= .242, LTR. C STUB DRILL, * Z-.7127) =============> Good code #530 = 6 (T6= .3125, 5/16 STUB DRILL, * Z-.8589) =============> Good code #530 = 7 (T7= .251, .2510 REAMER, * Z-.5) =============> Good code #530 = 8 (T8= .375, 3/8-16 CUT TAP, * Z-.515) =============> Good code (*) (WORK OFFSET LIST) (G54) =============> What is the macro# for the work offset number? (XY0 = CENTER) (Z0 = -.015 CLEAN UP) (*) (CYCLE TIME = 26M 51.91S) (*) N1(SKIM TOP SURFACE, CUT#1) G0 G17 G40 G49 G80 G90(13M 24.82S) G91 G28 Z0 M19(Z STK= .005) G17(XY PLANE) G28 Y0. T=#530 M6(.5000,1/2 EM, U, CB, 2.000RLF,) =============> Good code G90 G54 S4000 M3 (.375 MAX., 75PERC STPOVR) X-8.05 Y7.3749 G43 H=#530 Z1. T2 M8(DOC= Z.005) =============> Good code G17(XY PLANE) G90 Z.0675
-
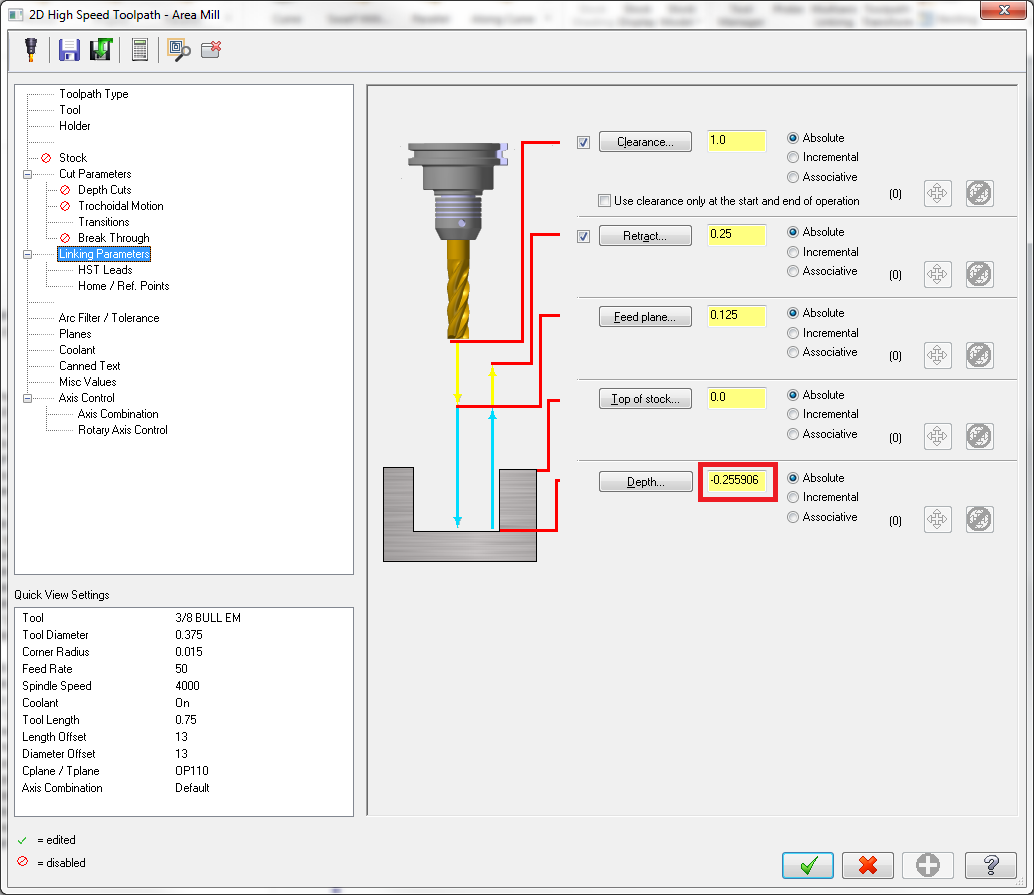
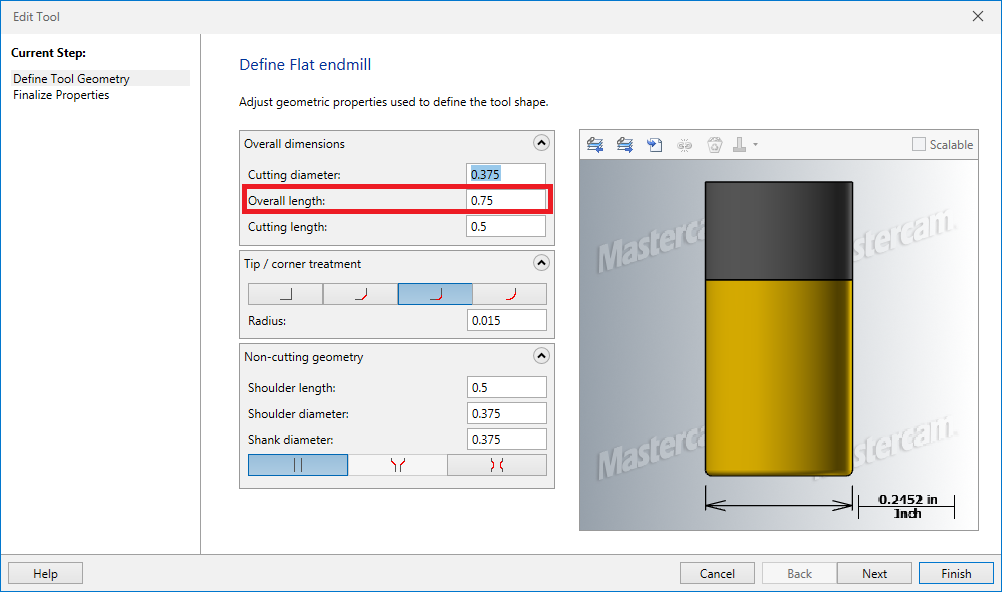
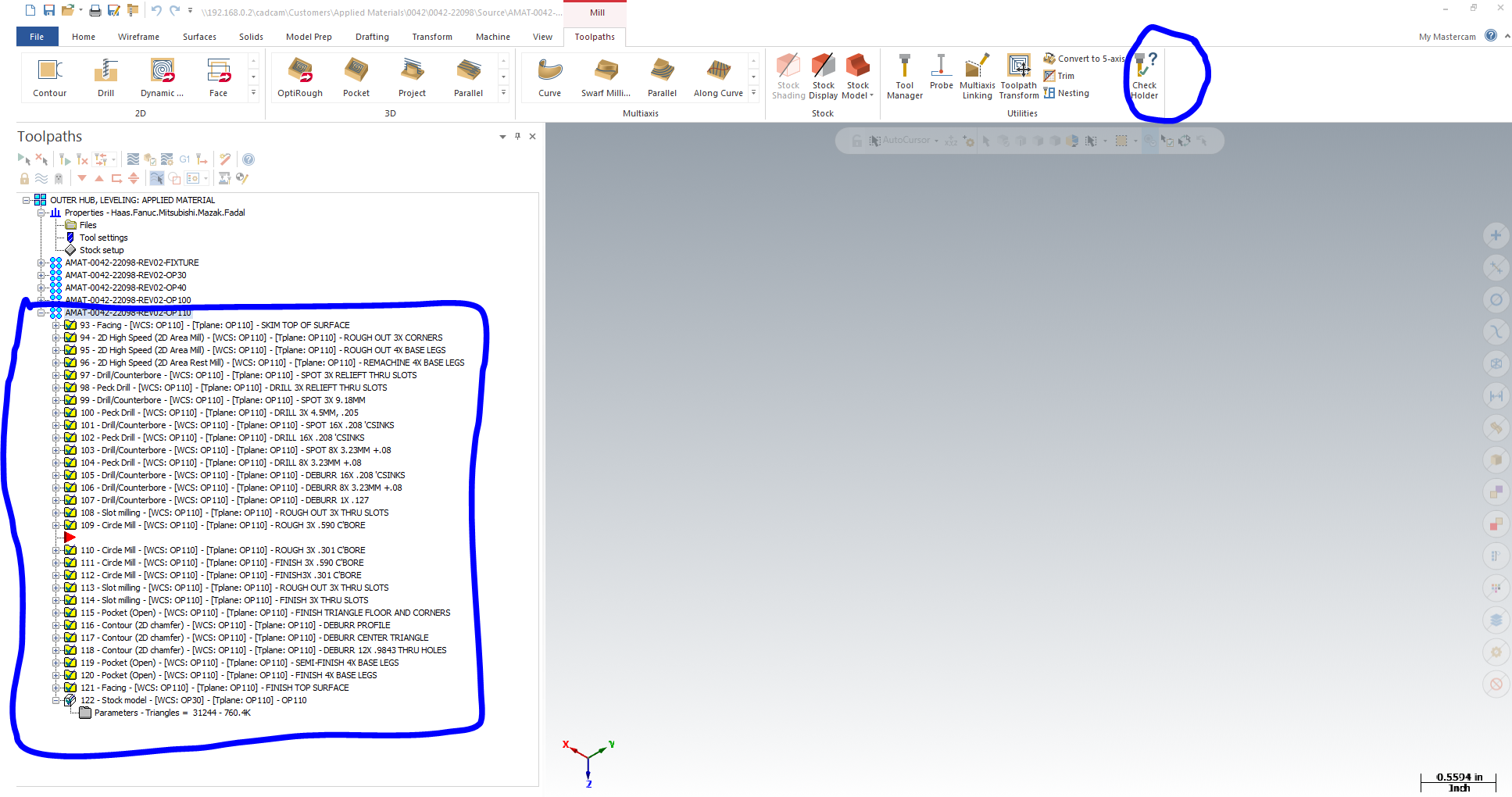
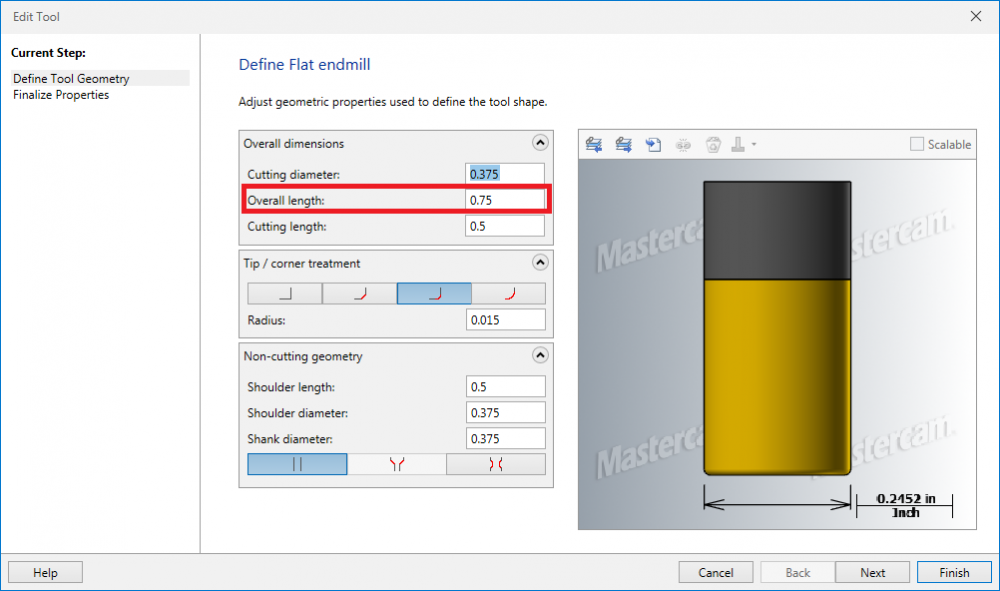
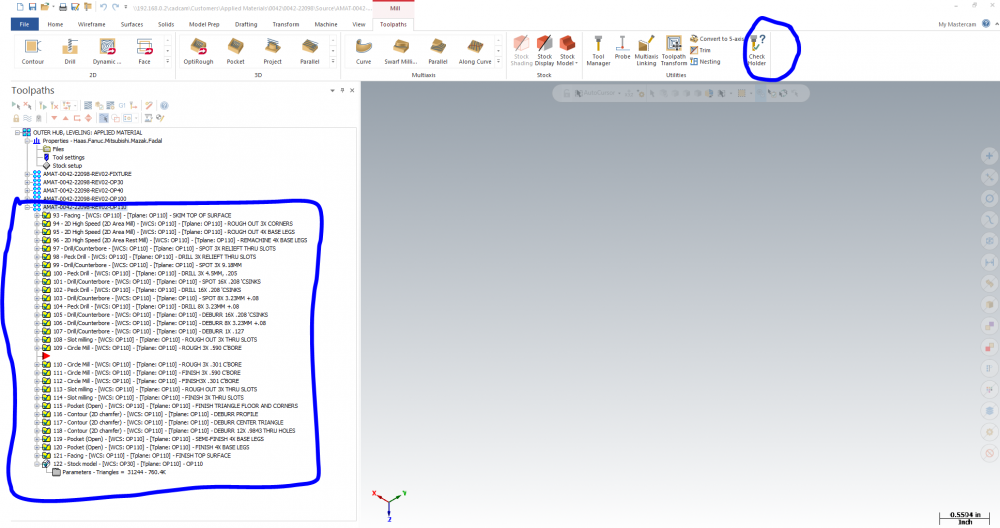
Hello everyone, I have been trying a way to find an appropriate feature that automatically check base on ZDEPTH so I can have the right OVER ALL LENGTH (my stick out). I checked with CHECK HOLDER and it works only 1 toolpath. Is there any simular function that it would check all of the OVER ALL LENGTH instead of ONE BY ONE like the CHECK HOLDER feature does? Recap: If ZDEPTH = A value then the OVER ALL of tool length is A+.25". I would like something like CHECK HOLDER feature does it but all of the tools instead of one by one. Thank you.
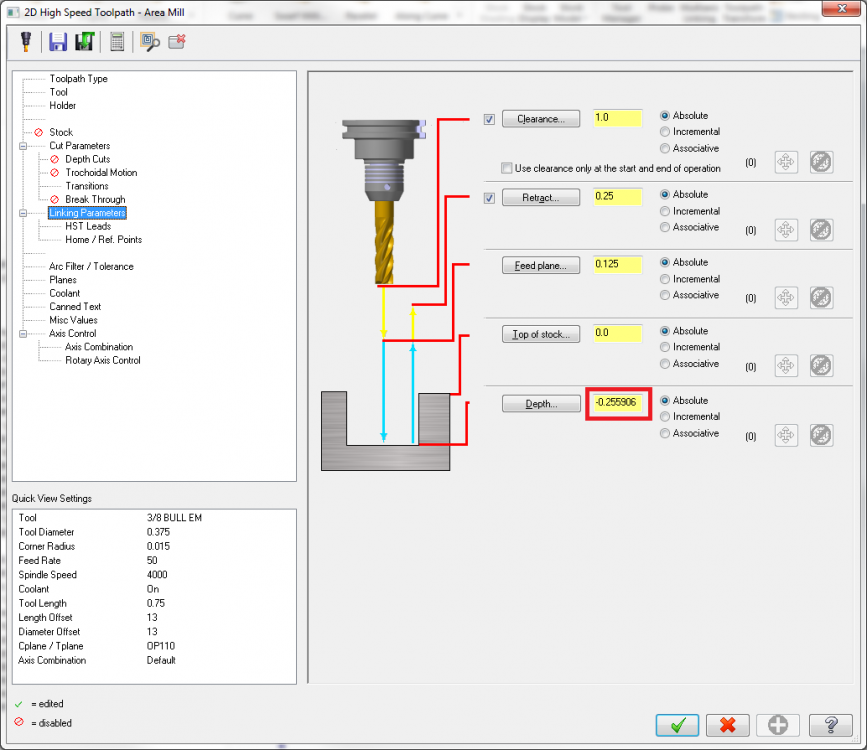
-
Hello Colin, Would you please give me the entire line of G-CODES of which I can understand more? Thank you.
-
Separating Flood and Thru Spindle Coolant By Tool
PcRobotic replied to cncgotoguy's topic in Post Processor Development Forum
Did you photoshop or MasterCam already had this? This is also I am looking into too. Please let me know how you get into this point. Thank you. -
Hello Alex, The code as G254, does it work for HAAS and FANUC as well? I heard G68.1 for MATSUURA but not sure. Thank you.
-
Hello everyone, I am now studying the DYNAMIC WORK OFFSET FOR UMC70, 5AXIS. Can you guys give me an example of how it works? Also, G-CODES please. ps: I have read one of the previous posts that mentioned about DYNAMIC WORK OFFSET but not very detail how it works and they did not included the G-CODE. Thank you.
-
Using Productivity Plus inside Mastercam
PcRobotic replied to PcRobotic's topic in Post Processor Development Forum
Hello 5th Axis, I understand that somehow 3rd party software are doing really good to help us for improving. On the other hand, we have MasterCam and SolidWorks is a bonus for us to design things, third party software is never mentioned in the supported fund. I think you are right about doing the simulation to double, triple check my work. In some case I have over 400 cuts of which the file size goes up to 200mb, and that causing file crash. Back plot is now the only option of which I have limited to see what the program really doing for me. That is why I introduced to myself the CHECKING SYSTEM and crossing my finger that it does as good as the SIMULATOR does. Therefore, I am constantly trying to improve something that I am getting stuck with when I am having a big file. When part crash or goes wrong, I can't just blame on the computer because the owner he never put an excuse and handing me any late paychecks. Thank you for your comment, S.Luong -
Using Productivity Plus inside Mastercam
PcRobotic replied to PcRobotic's topic in Post Processor Development Forum
Hello 5th Axis, I am self learning as the POST writing not good as you are and I made mistakes like any others. That is why I need people help. Thank you for the comment. -
Using Productivity Plus inside Mastercam
PcRobotic replied to PcRobotic's topic in Post Processor Development Forum
yes, I do. -
Change post output from M88 to M18
PcRobotic replied to TiBerious3791's topic in Post Processor Development Forum
Show us portion of your POST codes so we can help you out. -
Hello 5Th Axis, After your suggestions, I always thought how to mesh your ideas and my needs into the post. Therefore, I have came up with "IF COMMENT CONTAINS PRODUCTION words, THEN ACTIVATE THE DEFAULT HOLDER check". That way I am ensured that PRODUCT parts will be 100% repeatable every time with new setup, new person as DEFINED HOLDER and STICK OUT as well. I also defined tool stick out like this: "IF TOOL DIAMETER FROM 0 TO .03125 STICK OUT LENGTH > .250 THEN ALARM" "IF TOOL DIAMETER FROM 003125 TO .0625 STICK OUT LENGTH > .375 THEN ALARM" "IF TOOL DIAMETER FROM 0.06125 TO .125 STICK OUT LENGTH > .500 THEN ALARM" and so on... up to .750 tool diameter. Let me know if you think there is a better way. Thank you.
-
Hello Zaffin, The reason is when I run parts in productions, everything must be defined because we have TOOL CRIB person, SETUP MAN to run. If they are not clear, then it would be my accountable for them to understand my program and making good parts. Of course they are responsible too but in some cases where parts must be in the HORIZONTAL machine, HOLDERS are a MUST to define, even more dangerous 5 AXIS HOLDERS must be defined or CRASH. It is much easier to see in the computer and catching mistake rather than already happened in the machine which cost thousands or even 100 thousand dollars. Thank you for your though, please make more great idea so I learn from you.
-
Hello Colin, Thank you for the suggestion, and this is what I've done base on your ideas. It works flawlessly. Thank you. ========================== #Region pCheckHolderName sHolderCheck: "" sDefaultHolderName : "Default Holder" sHolderName : "" #sHolderError = "Holder error in operation " + no2str(op_number) + " Continue?" sHolderCheck = "CUT# "+sToolPathNumber+" * Defined your HOLDER!!!" +no2asc(13)+"TOOL#"+no2str(t$)+", ("+s20001+")" +no2asc(13) +no2asc(13)+"You have DEFAULT HOLDER as labled." +no2asc(13) +no2asc(13) pCheckHolderName sHolderName = opinfo(20020, 0) if sHolderName = sDefaultHolderName, [ #//Throw an error #op_number = opinfo(15240, 0) if strstr ("PRODUCTION", sMaterialCommentExt) | strstr ("TIGHT", sMaterialCommentExt) | strstr ("COSMETIC", sMaterialCommentExt) | strstr ("PROTOTYPE", sMaterialCommentExt), [if mprint(sHolderCheck, 2) = 2, exitpost$] # ] Put the "pCheckHolderName" anywhere you want it to check.
-
How do I make the post detects the words as, "(DEFAULT HOLDER)"? Thank you.