PcRobotic
-
Posts
913 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by PcRobotic
-
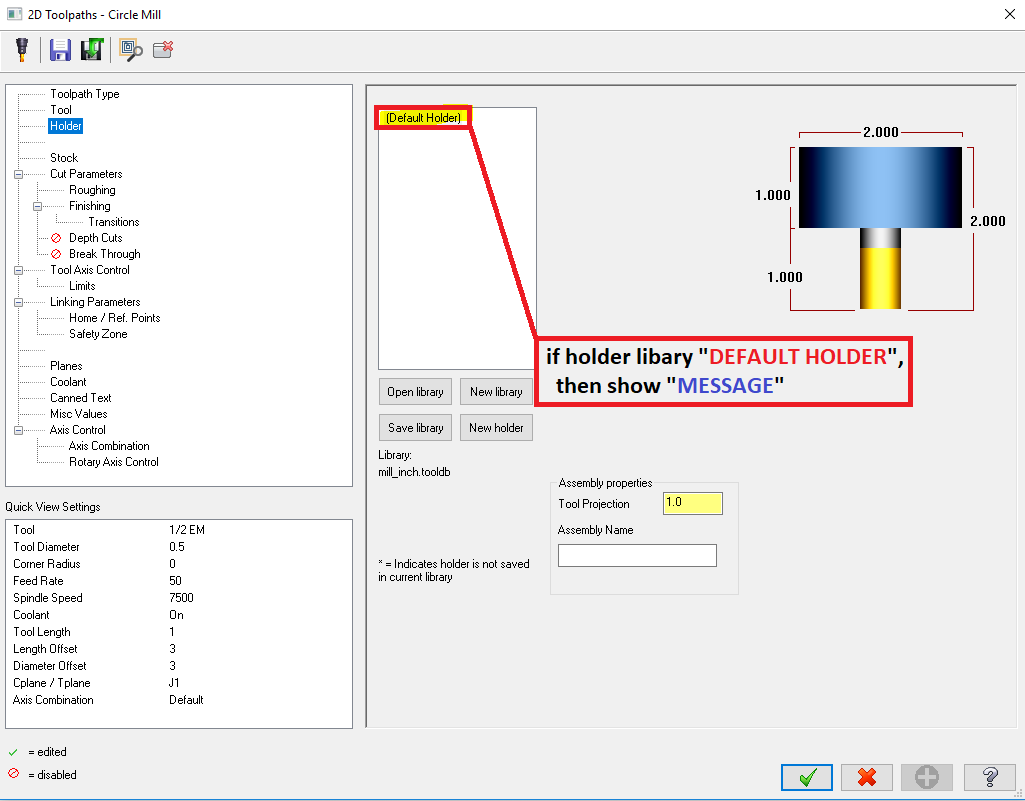
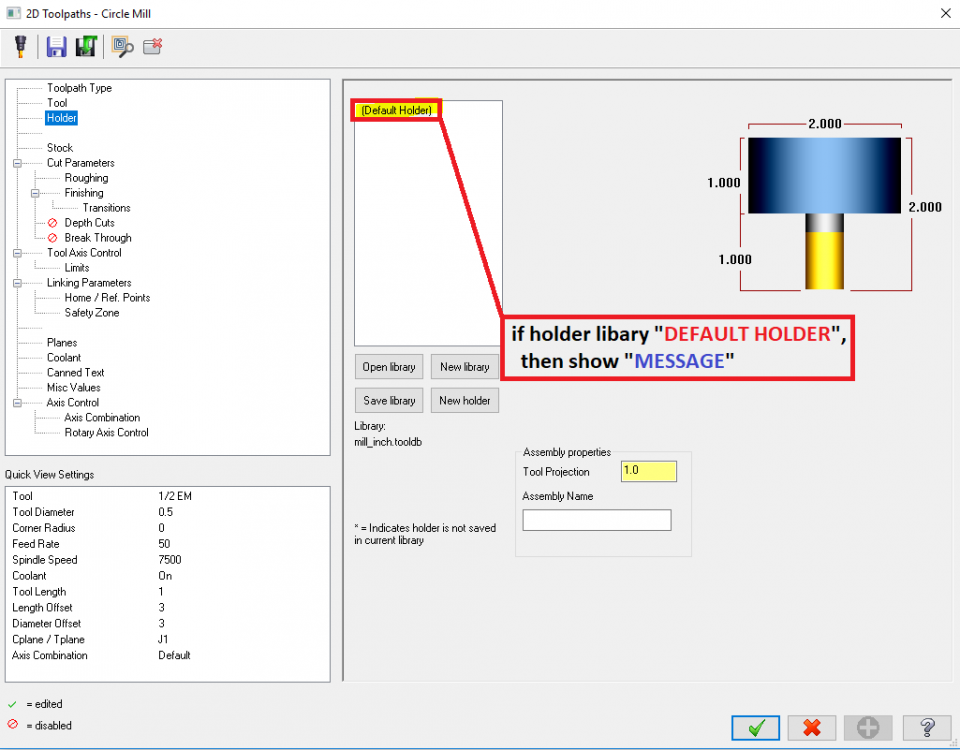
Hello everyone, I am now getting into 200 - 300 toolpaths in one program as 6 ops. I have been doing the HOLDERs and I would like to make the post reminds me if I am using DEFAULT HOLDER instead of my own. Would you guys please point me to the right direction? (see image below) Thank you ======================
-
Using Productivity Plus inside Mastercam
PcRobotic replied to PcRobotic's topic in Post Processor Development Forum
This is what I have found for most FANUC but not sure for HAAS. Please educate me, thank you. % O258(testing program) G91 G28 Z0 T1 M6 G54 X0Y0 M3 S8500 G43 H10 IF [#4120 NE #4008] THEN #3000=1 (BAD T NUMBER) M30 % HAAS does not allow the "#" when I send the code into the control, any suggestions? Thank you, Colin. -
Using Productivity Plus inside Mastercam
PcRobotic replied to PcRobotic's topic in Post Processor Development Forum
Base on Colin said, HAAS is already did their 90% work and I think the other part is to look at the manual he just pasted the link. Next step is to buy the license I think. Good luck to you. -
Using Productivity Plus inside Mastercam
PcRobotic replied to PcRobotic's topic in Post Processor Development Forum
By the way, I am very curious about writing a fast statement in the macro like this: "IF TOOL# IS NOT THE SAME AS H#, THEN ALARM .", how can I do that? I know some new HAAS is already built in but I also want to know what is the code so I can use for the REAL OLD HAAS. Thank you. ================ T1 M6 (MACRO CODE SHOULD BE HERE TO CHECK)???? G43 H10 Z3. Please help. Thank you -
Hello everyone, After 6 months research and research, my company thinking to get the "Productivity Plus inside Mastercam". I think it is great idea to have official Q.C in side MASTERCAM and my questions are: 1. Their CODES are way different than G-CODES, is there a book that I read and learn about them? 2. Is there video tutorial of how to use all the functions for us to get more information to have better evaluation? I have search Youtube and this is what I have found so far, Thank you.
-
How do I change words in the DRILL CYCLE?
PcRobotic replied to PcRobotic's topic in Post Processor Development Forum
Thank you for your advice, Colin and Merry Christmas. -
How do I change words in the DRILL CYCLE?
PcRobotic replied to PcRobotic's topic in Post Processor Development Forum
I have bought the holder of which has the KNOWN LENGTH and the PRECISED DIAMETER as well. Not sure the best way but please teach me how if you have better idea. Thank you. -
How do I change words in the DRILL CYCLE?
PcRobotic replied to PcRobotic's topic in Post Processor Development Forum
Hello 5th Axis, Every morning I always calibrate my probe with MASTER RING GAUGE and most of the time it is +/-.0002. I think this should be taken care of. PS: I also purchased 1mm (.0393) tip to check tiny holes as well. Thank you for the suggestion, S.Luong -
How do I change words in the DRILL CYCLE?
PcRobotic replied to PcRobotic's topic in Post Processor Development Forum
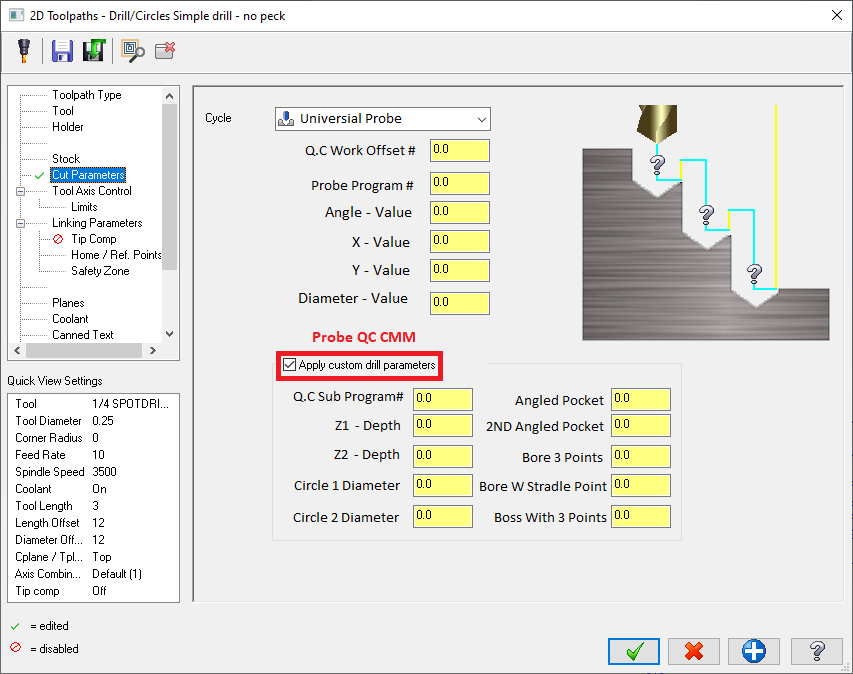
Hello Peter, Thank you for asking. I am in a company of which the are "OVER LOAD" for Q.C department and I am using HAAS as a QC equipment instead of waiting for days or even weeks. As you already saw above image, the top portion is to allow the PROGRAMMER to use PROBE as pickup work coordinates. On the other hand, if user wanted to, he can demand the machine Q.C after the part is completed. I am not sure if my idea the greatest and if you have something better, I am very happy to take it from you. Of course, I still have to submit to the Q.C department for F.A.I and I use the machine as to ENSURE that parts are intolerance if I run every 5 pieces or even 10 of 500 or 1000. I truly appreciate for your help, S.Luong =============================== % O2854(500280.500354 REVC- OP2.nc) (SOURCE = 500280.500354 REVC.MCAM) (POSTED ON DEC.09.2019 AT 15*28PM) (SLUONG, BY= PCROBOTIC\ADMIN) (*) (OFH COPPER, ROUND STOCK= 4.00D .53L) (NOTE= PRODUCTION) (*) (TOTAL TOOLS FOR OP2 = 7 TOOLS) (T3= .5, 1/2 FLAT ENDMILL, U, 4FLTS * Z-.144) (T4= .375, 3/8 FLAT ENDMILL, U, 4FLTS * Z-.202) (T6= .25, 1/4 FLAT ENDMILL, U, 4FLTS * Z-.423) (T22= .25, 1/4 EM, FIN, 3FLTS CB * Z-.423) (T28= .1875, 3/16 CHMF, CB * Z-.2833) (T29= 1., 1 DEBURR BRUSH, COLBALT * Z-.159) (T31= .236, PROBE * R0.1180, U, 4FLTS CM * Z-.25) (*) (WORK OFFSET LIST) (G57) (XY0 = CENTER) (Z0 = TOP) (*) (CYCLE TIME = 32M 13.52S) (*) N31(PROBE XY CENTER BORE, 1.531, CUT#38) G0 G17 G40 G49 G80 G90 G91 G28 Z0 M19 G17(XY PLANE) G28 Y0. T31 M6(.2360,PROBE, U, CERAMIC, 2.000RLF,) G90 G57 X0. Y0. G43 H31 Z3. T3(DOC= Z-.25) G4 P5.(BORE) G65 P9832 G1 Z3. F25.(PROBE ON) G65 P9810 G1 Z2. F25.(PROTECTIVE MOVE) G65 P9810 G1 Z1. F25. G65 P9810 G1 Z-.25 F25.(APPROACHING) G65 P9995 W57.(WO#) A10. D1.531(D) G0 G90 Z3. G65 P9833(PROBE OFF) G91 G28 Z0. G28 Y0. M5 G0 G90 G57 X0. M1 (*) N22010(FINISH 1X 3.303, CUT#68) G0 G17 G40 G49 G80 G90(24.74S) G91 G28 Z0 M19 G17(XY PLANE) G28 Y0. M31(CHIP CONVEYOR ON) T22 M6(.2500,1/4 EM, FIN, CB, 2.000RLF,) G90 G57 S5000 M3 X1.314 Y-.1252 G43(D22)H22 Z2. T31(DOC= Z-.025) /G4 P5. M88 G17(XY PLANE) G90 Z.1 G1 Z-.025 F25. G41 D22 X1.4015 Y-.1253 G3 X1.5265 Y-.0003 R.125 X1.5265 Y-.0003 I-1.5265 J.0003 Y.0097 R1.5265 X1.4007 Y.1339 R.125 G1 G40 X1.3132 Y.1334 G0 Z2. M89 M33(CHIP CONVEYOR OFF) G91 G28 Z0. G28 Y0. M5 G0 G90 G57 X0. M1 (*) N3103(QC 3.005 ID, CUT#69) G0 G17 G40 G49 G80 G90 G91 G28 Z0 M19 G17(XY PLANE) G28 Y0. T31 M6(.2360,PROBE, U, CERAMIC, 2.000RLF,) G90 G57 X0. Y0. G43 H31 Z3. T31(DOC= Z-.25) G4 P5.(BORE) G65 P9832 G1 Z3. F25.(PROBE ON) G65 P9810 G1 Z2. F25.(PROTECTIVE MOVE) G65 P9810 G1 Z1. F25. G65 P9810 G1 Z-.25 F25.(APPROACHING) G65 P9995 W59. A10. D3.005(D) G0 G90 Z3. G65 P9833(PROBE OFF) M0(COMPARE 10188 MACRO - PRINT VALUE) G91 G28 Z0. G28 Y0. M5 G0 G90 G57 X0. M30(184,587 CHARACTERS = 185.19KB) % -
Hello everyone, My company has two type of machines HAAS (brand new VF2 SSY) and brand new HARDINGE (FANUC control brand new), they both have PROBE. I just made the probing system works for both FANUC and HAAS. I also implemented the Q.C function into the post. My question is, "Is that possible that I can change the words - APPLY CUSTOM DRILL PARAMETERS to another my own words such as PROBE QC - CMM". I haved look into the post for the key words "APPLY CUSTOM DRILL PARAMETERS ", I also tried to look into the MACHINE DEFINITION but not found where I can change it. Please help and thank you.
-
Hello everyone, My company has two type of machines HAAS (brand new VF2 SSY) and brand new HARDINGE (FANUC control brand new), they both have PROBE. I just made the probing system works for both FANUC and HAAS. I also implemented the Q.C function into the post. My question is, "Is that possible that I can change the words - APPLY CUSTOM DRILL PARAMETERS to another my own words such as PROBE QC - CMM". I haved look into the post for the key words "APPLY CUSTOM DRILL PARAMETERS ", I also tried to look into the MACHINE DEFINITION but not found where I can change it. Please help and thank you.
-
Hello everyone, I am trying to get the M-CODE for the HAAS BEEP SOUND when it hits M01 or M30. I know that I can turn it on/off by going to the parameter of the control, for some cases I would like to turn on the BEEP SOUND at certain toolpath so it can call attention to the operator. My question is what is the M-CODE for the been sound of HAAS? Thank you.
-
Thank you Colin, this is very helpful information that i need.
-
Hi Colin, What if I always want it to show PWCS although the previous work offset is the same as the current? How can I make it always show work offset with the same work offset number for the next following toolpath? Thank you.
-
Active report output a pop up message
PcRobotic replied to PcRobotic's topic in Post Processor Development Forum
Good morning Peter, Thank you for your valuable time and great amount of hard coding. My question is, are these hard codes are for active report for C-Hook? If Active Report, how can I embed it into my current Active Report when I already used VIRTUAL BASIC language. Once again, thank you for your time. -
Active report output a pop up message
PcRobotic replied to PcRobotic's topic in Post Processor Development Forum
Hello Peter, Are these codes can be added to my current Active Report file? Thank you for your time, S.Luong -
Active report output a pop up message
PcRobotic replied to PcRobotic's topic in Post Processor Development Forum
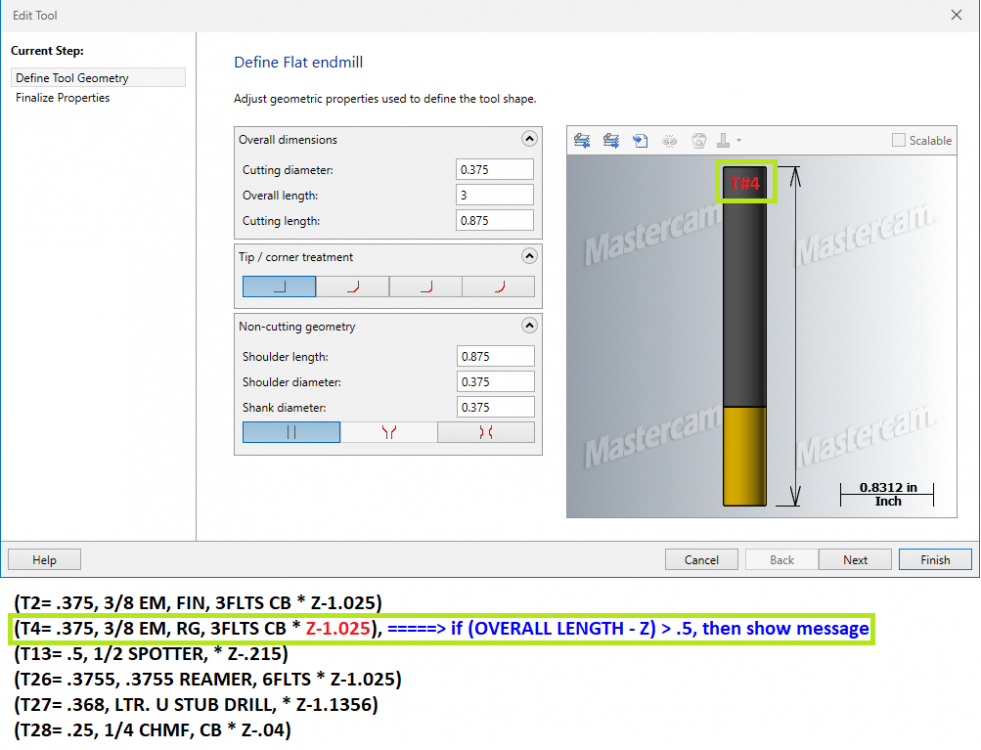
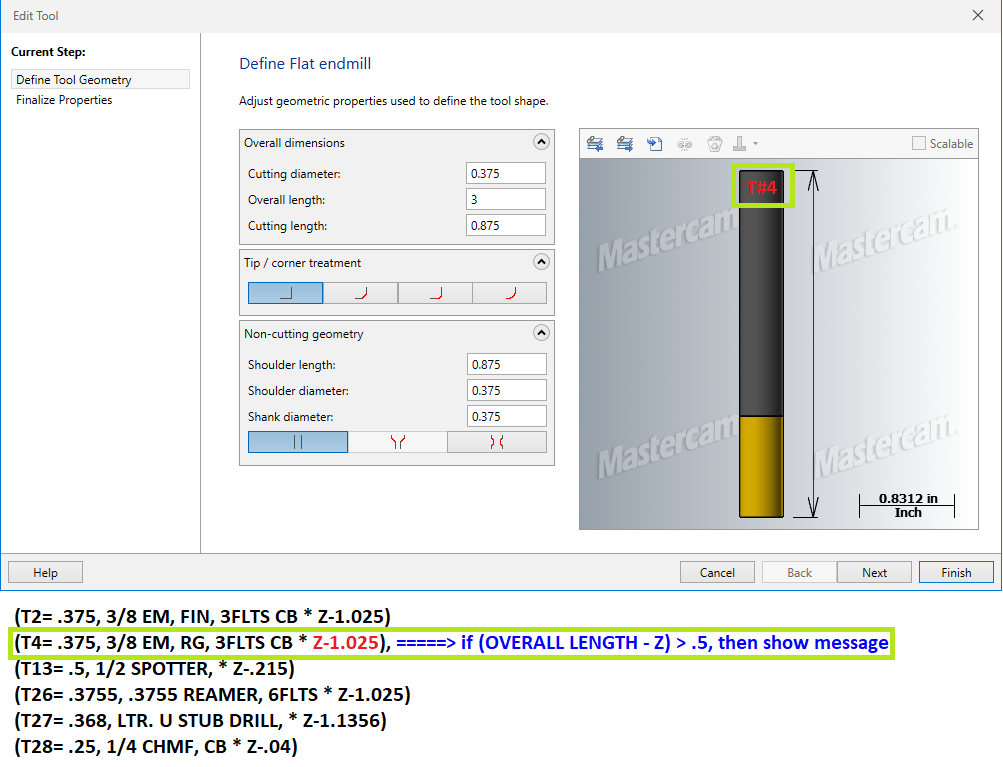
Hello 5th Axis, I know that most of the times I have silly ideas. I think I successfully do a OVERALL length tool check with the FINAL Z-depth. I did write statesment in the post like this: if TOTAL TOOL Z-DEPTH > OVERALL TOOL LENGTH), show error message. ps: TOTAL TOOL Z-DEPTH is being calculated by the BUFFER, it will look for the deepest depth. I am not sure how to imply it into the ACTIVE REPORT. If you know, that would be a great Christmas gift from you. Thank you for your comment, S.Luong -
Would you please show us some codes of the post? Thank you.
-
Active report output a pop up message
PcRobotic replied to PcRobotic's topic in Post Processor Development Forum
Hello Peter, I have tried and I got many errors, it's my fault not yours. I am attaching the file of which I am struggling with, would you please add couple lines to make it work and I can follow you? Thank you for your help, S.Luong -ToolDetailedHorizontal.rpx -
Hey Brad, You need to create another BUFFER for the separate tool table. I am pasting it now but beware that you must to change it for your pacific needs. ========================== #Region Buffer 8, Deepest Depth In Tools List # -------------------------------------------------------------------------- # Buffer definition (for Max/Min X,Y,Z storage) # -------------------------------------------------------------------------- rc8 : 1 #Buffer 8 READ pointer (YES, '2' is correct for this case!) wc8 : 1 #Buffer 8 WRITE pointer size8 : 0 #To hold 'size' of Buffer 8 b8_gcode : 0 #Stored in Buffer #8 b8_tcode : 0 # b8_idnum : 0 # b8_tldia : 0 # b8_tcr : 0 # b8_cut_ability : 0 b8_shldr_len : 0 b8_my_arbor_dia : 0 b8_flute_len : 0 b8_my_n_flutes1 : 0 b8_itoolmat : 0 b8_total : 0 # b8_xmax : 0 # b8_xmin : 0 # b8_ymax : 0 # b8_ymin : 0 # b8_zmax : 0 # b8_zmin : 0 # b8_op_id : 0 fbuf 8 1 19 0 0 #Declare Buffer8 to hold Min/Max X,Y,Z axis info. sbufname8$ = "D:\Buffer_8.txt" #EndRegion Buffer 8, Deepest Depth In Tools List fmt "Xmin=" 2 min_x fmt "Xmax=" 2 max_x fmt "Ymin=" 2 min_y fmt "Ymax=" 2 max_y fmt "Zmin=" 2 min_z fmt "Zmax=" 2 max_z pshowcoord # t$ = ncount "(", *t$, *min_x, *max_x, *min_y, *max_y, *min_z, *max_z, " )", e$ pshowtime # pthrminsec "(", *idnum, " ", *t$, " ", *thrs, no_spc$, "H ", no_spc$, *tmin, no_spc$, "M ", no_spc$, *tsec, no_spc$, "S )", e$ pthrminsec #Convert minutes to hr/min/sec format thrs = int(total / 60) tmin = int(total - thrs * 60) tsec = (total - thrs * 60 - tmin) * 60 fmt 5 thrs #Time in hours fmt 5 tmin #Time in minutes fmt 10 tsec #Time in seconds fmt "Oper: " 4 idnum fmt "Time: " 2 total ncount : 1 nenabl : 0 preadandshowtimetoolone # thrs = 0 tmin = 0 tsec = 0 total = 0 size8 = rbuf(8,0) nenabl = 0 rc8 = 1 while rc8 <= size8, [ b8_gcode = rbuf(8, rc8) smystr0 = no2str(b8_tcode) real_result = strstr (".", smystr0) if real_result, smystr = brksps (real_result, smystr0) if smystr1 = smystr0, [ nenabl = 1 total = total + b8_total ] ] if nenabl, pthrminsec ponetimeout # if thrs > 0 | tmin > 0 | tsec > .9999, "(", no_spc$, [if thrs > 0, *thrs, no_spc$, "H "], no_spc$, [if tmin > 0, *tmin, no_spc$, "M "], no_spc$, [if tsec > .9999, *tsec, no_spc$, "S"]# SECOND CALCULATION if thrs > 0 | tmin > 0 | tsec > .9999, no_spc$, ")", no_spc$, e$ #EndRegion Time Cycle Calculation #Region preadandshowtimeoperone preadandshowtimeoperone # thrs = 0 tmin = 0 tsec = 0 total = 0 size8 = rbuf(8,0) nenabl = 0 rc8 = 1 while rc8 <= size8 & nenabl = 0, [ b8_gcode = rbuf(8, rc8) if b8_idnum = idnum, [ nenabl = 1 total = total + b8_total ] ] if nenabl, pthrminsec #EndRegion preadandshowtimeoperone #Region preadandshowtimeoperall preadandshowtimeoperall # thrs = 0 tmin = 0 tsec = 0 total = 0 size8 = rbuf(8,0) nenabl = 1 rc8 = 1 while rc8 <= size8, [ b8_gcode = rbuf(8, rc8) total = total + b8_total ] if nenabl, pthrminsec "(CYCLE TIME = ", [if thrs > 0, *thrs, no_spc$, "H "], [if tmin > 0, *tmin, no_spc$, "M "], [if tsec > 0, *tsec, no_spc$, "S"], no_spc$, ")", e$ #EndRegion preadandshowtimeoperall #Region preadandshowcoord preadandshowcoord # "(----------------------------)", e$ "(--- My compute MIN/MAX -----)", e$ "(----------------------------)", e$ size8 = rbuf(8,0) while ncount < 100, [ psetstart nenabl = 0 rc8 = 1 while rc8 <= size8, [ b8_gcode = rbuf(8, rc8) if b8_tcode = ncount, [ nenabl = 1 if b8_xmax > max_x, max_x = b8_xmax if b8_xmin < min_x, min_x = b8_xmin if b8_ymax > max_y, max_y = b8_ymax if b8_ymin < min_y, min_y = b8_ymin if b8_zmax > max_z, max_z = b8_zmax if b8_zmin < min_z, min_z = b8_zmin ] ] if nenabl, pshowcoord ncount = ncount + 1 ] "(----------------------------)", e$ "(----------------------------)", e$ #EndRegion preadandshowcoord #Region Tools List smyaddstring1 : "" smyaddstring2 : "" smyaddstring3 : "" # SHELL MILL HERE srtcr : "" preadandshowtool # *e$ no_nc_out$ = 0 # "; BREAK POINT ---> BEGIN", e$ #"(*)", e$ size10 = rbuf(10,0) size8 = rbuf(8,0) "(TOTAL TOOLS FOR", *swcsplname, "= ", *size10, [if size10 = 1, "TOTAL TOOL)" else, "TOOLS)"], e$ size10 = rbuf(10,0) if size10 > 1, #sav_result = mprint(serrordetect, 3) # DO YOU WANT TO ORGANIZE TOOL LIST? # result1 = mprint (sav_result) if sav_result = 0, psortbuffer10 if sav_result = 3, exitpost$ sav_result = 0 rc10 = 1 while rc10 <= size10, [ strbuff10 = rbuf(10, rc10) smystr1 = strbuff10 real_result = strstr ("#", smystr1) if real_result, [ smystr3 = smystr1 smystr2 = "" smystr4 = "" smystr2 = brksps (real_result, smystr1) smystr4 = brksps (real_result+1, smystr3) psetstart nenabl = 0 rc8 = 1 while rc8 <= size8, # & smystr0 <> smystr1, [ b8_gcode = rbuf(8, rc8) smystr0 = no2str(b8_tcode) real_result = strstr (".", smystr0) if real_result, smystr = brksps (real_result, smystr0) if smystr0 = smystr1, [ nenabl = 1 my_dia = b8_tldia my_tcr = b8_tcr my_cut_ability = b8_cut_ability my_shldr_len = b8_shldr_len my_arbor_dia = b8_my_arbor_dia my_flute_len = b8_flute_len my_n_flutes1 = b8_my_n_flutes1 idtoolmat = b8_itoolmat if b8_xmax > max_x, max_x = b8_xmax if b8_xmin < min_x, min_x = b8_xmin if b8_ymax > max_y, max_y = b8_ymax if b8_ymin < min_y, min_y = b8_ymin if b8_zmax > max_z, max_z = b8_zmax if b8_zmin < min_z, min_z = b8_zmin ] ] if nenabl, [ !stoolmat stoolmatout = "" if strlen (stoolmat), stoolmatout = stoolmat + " " smyaddstring1 = "" smyaddstring2 = "" smyaddstring3 = "" if my_n_flutes1 > 2 & tool_type >= 10, smyaddstring1 = no2str(my_n_flutes1) + "FLTS" + " " if idtoolmat <> 1, smyaddstring2 = stoolmatout if tool_type = 13 & oa_len > 4, smyaddstring3 = no2str(my_arbor_dia) + "NCK " + no2str(my_shldr_len) + "RLF " preadandshowtimetoolone # Tools list here if my_tcr, srtcr = " * " + "R" + no2str(my_tcr) + ", " else, [ srtcr = ", " ] pcut_tl_b8 if b8_tcr > 0 & my_arbor_dia = my_dia, [ strbuff10 = "(" + "T" + smystr1 + "= " + no2str(my_dia) + ", " + smystr4 + srtcr + smy_cut_ability + smyaddstring1 + smyaddstring2 + "* " + "Z" + no2str(min_z) + ")" # + " * " + no2str(thrs) + "h " + no2str(tmin) + "m " + no2str(tsec) + "s)" ] else, if b8_tcr = 0 & my_arbor_dia <> my_dia, strbuff10 = "(" + "T" + smystr1 + "= " + no2str(my_dia) + ", " + smystr4 + srtcr + smy_cut_ability + smyaddstring1 + smyaddstring3 + smyaddstring2 + "* " + "Z" + no2str(min_z) + ")"# + " * " + no2str(thrs) + "h " + no2str(tmin) + "m " + no2str(tsec) + "s)" if b8_tcr > 0 & my_arbor_dia <> my_dia, strbuff10 = "(" + "T" + smystr1 + "= " + no2str(my_dia) + ", " + smystr4 + srtcr + smy_cut_ability + smyaddstring1 + smyaddstring3 + smyaddstring2 + "* " + "Z" + no2str(min_z) + ")"# + " * " + no2str(thrs) + "h " + no2str(tmin) + "m " + no2str(tsec) + "s)" if b8_tcr = 0 & my_arbor_dia = my_dia, strbuff10 = "(" + "T" + smystr1 + "= " + no2str(my_dia) + ", " + smystr4 + srtcr + smy_cut_ability + smyaddstring1 + smyaddstring2 + "* " + "Z" + no2str(min_z) + ")"# + " * " + no2str(thrs) + "h " + no2str(tmin) + "m " + no2str(tsec) + "s)" strbuff10, e$ if strlen (strbuff12) = 0, strbuff12 = strbuff10 ] smystr = "" smystr0 = "" strbuff10 = "" ] ] comment$ # subout$ = my_subout no_nc_out$ = 1 #EndRegion Tools List #Region pGetToolTable pGetToolTable # Write tool table, scans entire file, null tools are negative if opcode$ = 3, !nextdc$, !sdrnote, scurop = sdrnote else, !opcode$, !sopnote, scurop = sopnote if met_tool$, sunit = " MM" else, sunit = no2asc(34) if arbor_dia <> tldia$, #shldr_len = sReliefToolNote if tcr$ > 0, stoollib = sopn + "T" + no2str(t$) + "= " + no2str(tldia$) + ", " + strtool$ + sdlm + "R" + no2str(tcr$)#+ no2str(sReliefToolNote) else, stoollib = sopn + "T" + no2str(t$) + "= " + no2str(tldia$) + ", " + strtool$#+ no2str(sReliefToolNote)# + "H" + no2str(tloffno$) #EndRegion pGetToolTable #Region ptooltable ptooltable # Write tool table, scans entire file, null tools are negative tnote = t$ toffnote = tloffno$ tlngnote = tlngno$ spaces$=0 if (t$ >= zero | gcode$ = 1003) & is_outputolptool, [ # *ADDED* for XYZ limit output "in the ToolTable" if (toolable_XYZ = yes$) & (gcode$ <> 1001), [ preadbuf4t #Read the data from the Buffer 4 # pMaxMin #Output Max/Min X,Y,Z coords during this tool operation pMaxMin_str ] if gcode$ <> 1003, # '1003' = end of program pGetToolTable ] spaces$=sav_spc #"(******************)", e$ if use_g10tloff, [ offset3 = tloffno$ tl_oal = oa_len if mr8$ = one, tl_oal = tl_oal * m_one if mr8$ = 10 & mr7$ = 10, #Haas [ spaces$ = one pbld, no_spc$, *sgabsinc, no_spc$, "(HAAS G10 tool length", [if tl_oal < zero, "NEGATIVE" else, "POSITIVE"], "offset mode)", e$ "G10", "L10", *offset3, *tl_oal, e$ "(******************)", e$ spaces$ = zero ] if mr8$ = 20 & mr7$ = 10, #Fanuc [ spaces$ = one pbld, no_spc$, *sgabsinc, no_spc$, "(FANUC G10 tool length", [if tl_oal < zero, "NEGATIVE" else, "POSITIVE"], "offset mode)", e$ "G10", "L1", *offset3, *tl_oal, e$ "(******************)", e$ spaces$ = zero ] ] [ offset3 = tloffno$ tl_oal = oa_len #if mr8$ = two, tl_oal if mr8$ = 20 & mr7$ = 10, #Haas [ spaces$ = one pbld, no_spc$, *sgabsinc, no_spc$, "(HAAS G10 tool length", [if tl_oal < zero, "NEGATIVE" else, "POSITIVE"], "offset mode)", e$ "G10", "L10", *offset3, *tl_oal, e$ "(******************)", e$ spaces$ = zero ] if mr8$ = 20 & mr7$ = 10, #Fanuc [ spaces$ = one pbld, no_spc$, *sgabsinc, no_spc$, "(FANUC G10 tool length", [if tl_oal < zero, "NEGATIVE" else, "POSITIVE"], "offset mode)", e$ "G10", "L1", *offset3, *tl_oal, e$ "(******************)", e$ spaces$ = zero ] ] spaces$=sav_spc #EndRegion ptooltable 1.txt
-
Can post change the MasterCam settings?
PcRobotic replied to PcRobotic's topic in Post Processor Development Forum
I have contacted and they told me that they don't think it is doable like the way I proposed. Perhaps, I should call directly MasterCam after the holiday to ask for solutions. -
Can post change the MasterCam settings?
PcRobotic replied to PcRobotic's topic in Post Processor Development Forum
Hello 5th Axis, It seems like you are working with a medium size company of which they allow you to be very organize like the way you look great today. I am in a situation that the "owner" throws at me the drawing and told me the due date. He does not care what my trouble is and I understand that is how the way most shops where I live are. Of course then I make bad parts , it is my own responsibility nothing to write John about. What I am trying to achieve it to catch my own mistake by creating my own system, my own post, not share to other so I get blamed off. I have tried the resident toolings of which allow setup people doing faster as the result after a month, other old school setup men didn't like (they told me in person they wanted overtime). In that case I had to quit and work for the other shop. This shop is a bit of better but still they don't believe in organization because most of their jobs are prototype and even the own told me straight, "WE DON'T MAKE MUCH MONEY ON THIS KIND OF JOB, DON'T SPEND TIME FOR ORGANIZING". Don't know what to say to you, 5Th Axis and if you are standing on where I am standing I think you will feel the same way as I am. Once again, I have nothing to be offend of but only look for solutions of how to improve. Thank you for your time, I truly appreciated. -
Can post change the MasterCam settings?
PcRobotic replied to PcRobotic's topic in Post Processor Development Forum
Hello 5th Axis, Thank you for your valuable comment. This is what I have done (see below) And what I am looking for a better solution than CHECK HOLDER as ONE BY ONE is to make the post checks it for us. Of course not everyone is a good programmer as you are, as myself I make tons of mistake and I think the best way is to make the post catch it for us. Suppose I have 200 TOOLS (horizontal), I would have to go back and change 1 by 1 of which time consuming. If we can change on the fly and make it stores back to the TOOL PARAMETER then it would much faster and more accurate. Thank you for your comment, I truly look into solutions for some kind of C-HOOK if I can find any about the tool check ou.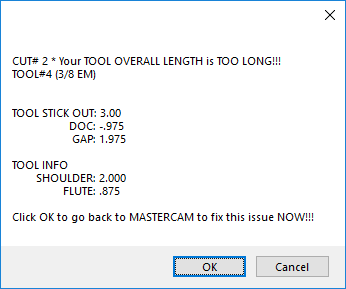
-
Can post change the MasterCam settings?
PcRobotic replied to PcRobotic's topic in Post Processor Development Forum
Let's say my OPID is CONTOUR or ID, can you give me an example code of how to call that out? Thanks. -
Can post change the MasterCam settings?
PcRobotic posted a topic in Post Processor Development Forum
Hello everyone, I am trying to find a solution of which if OVER ALL LENGTH is shorter than Z-DEPTH then show me a warning to change the OVER ALL LENGTH and stores the value into the OVER ALL LENGTH. Is that possible? Thank you for the help.