PcRobotic
-
Posts
913 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by PcRobotic
-
Active report output a pop up message
PcRobotic replied to PcRobotic's topic in Post Processor Development Forum
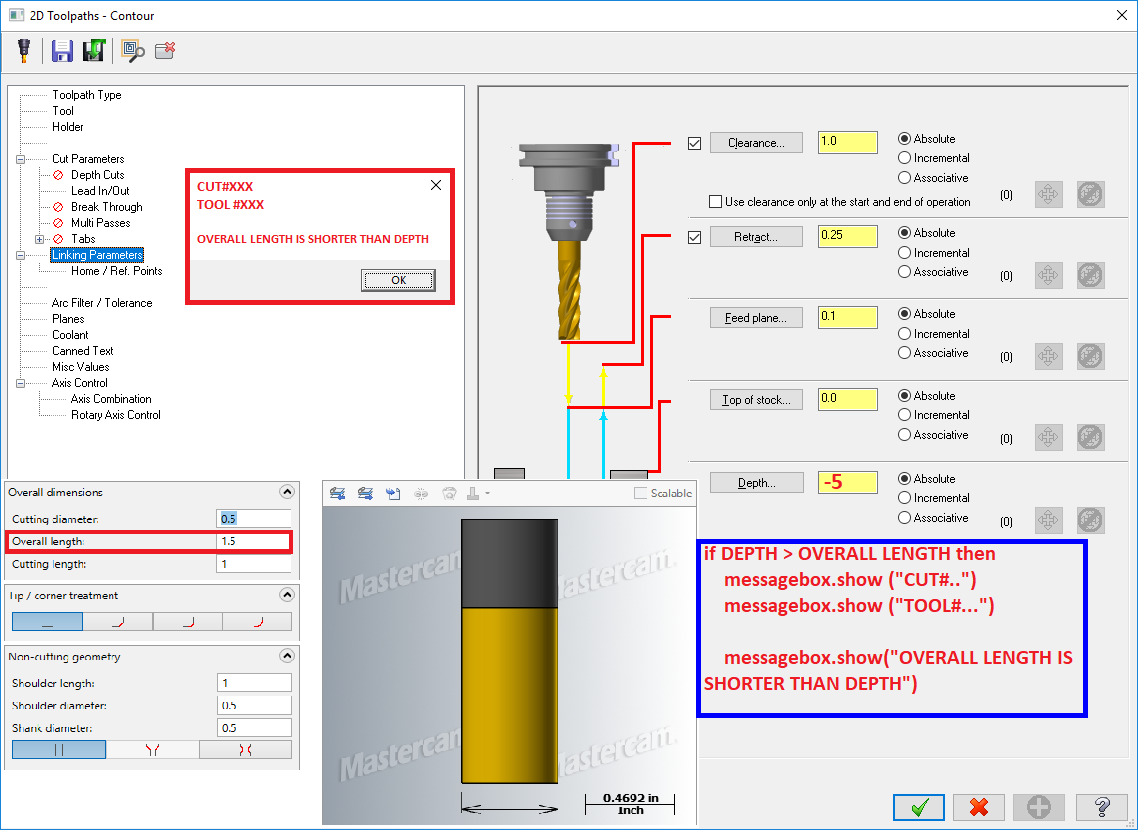
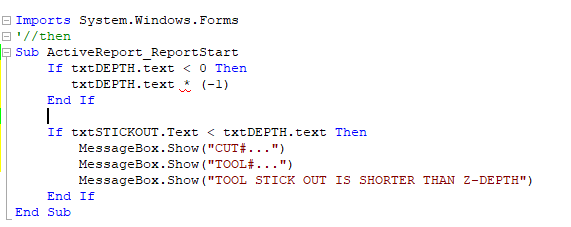
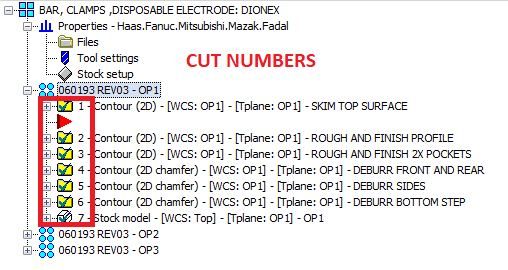
Hello Peter, I partially succeed output a message box. However, I would like it to make multiple text line in one message box with some conditions. Would you please tell me what I've done wrong? Thank you for your valuable help, S.Luong ===================================== This is my hard codes but not succeeded. Cut Numbers..... This is what I want...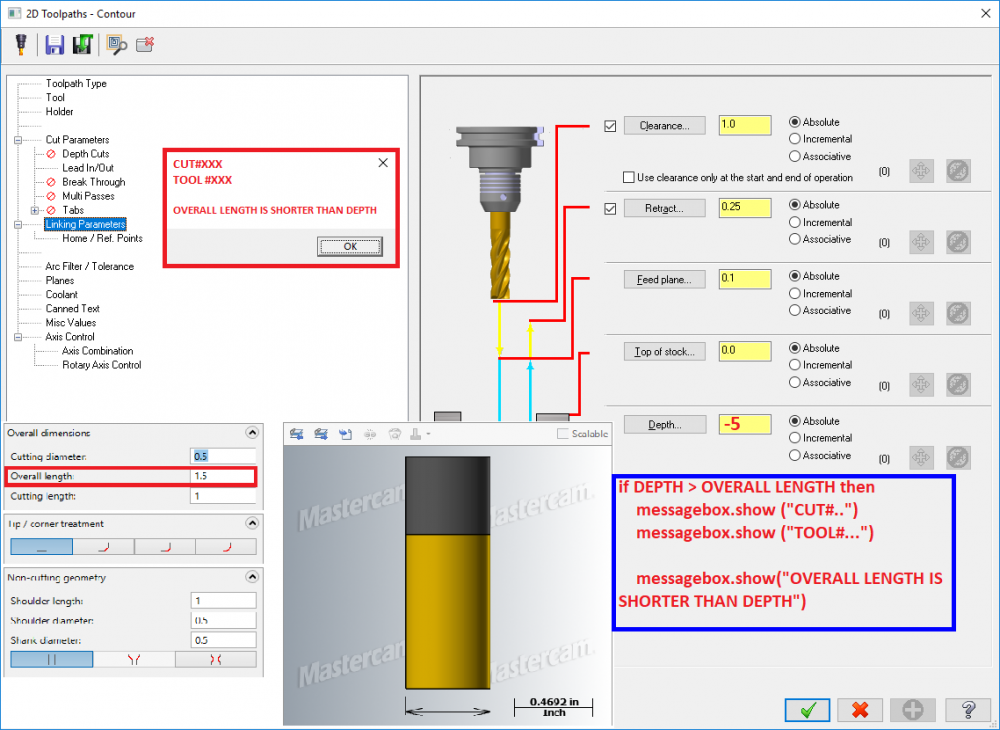
-
Tag name for ROUGH, FINISH on ACTIVE REPORT?
PcRobotic replied to PcRobotic's topic in Post Processor Development Forum
By the way, I am looking for 5 Axis holders like SLIM FIT SOLID HOLDER (STEP files), do you know where I can download them? We bought most of our holders from TEKNIKS. PS: it is tough to contact TEKNIKS, don't know why. Thanks. -
Tag name for ROUGH, FINISH on ACTIVE REPORT?
PcRobotic replied to PcRobotic's topic in Post Processor Development Forum
Hello 5th Axis, I only define holder when I am programming 5Axis machine and that is a must for me. 3 Axis is not that important to me unless some weird long, deep place those need to be defined. Thank you for your comment, that is a plus for me. Regards, S.Luong -
Active report output a pop up message
PcRobotic replied to PcRobotic's topic in Post Processor Development Forum
Oh, alright. I will let you know when I completed. It would be an amazing thing and you are the one I can count for thankful help. -
Active report output a pop up message
PcRobotic replied to PcRobotic's topic in Post Processor Development Forum
Why do I have to put = -.5? or zdepth = -1.0 Aren't these I am staying they are DEAD NUMBERS? -
Active report output a pop up message
PcRobotic replied to PcRobotic's topic in Post Processor Development Forum
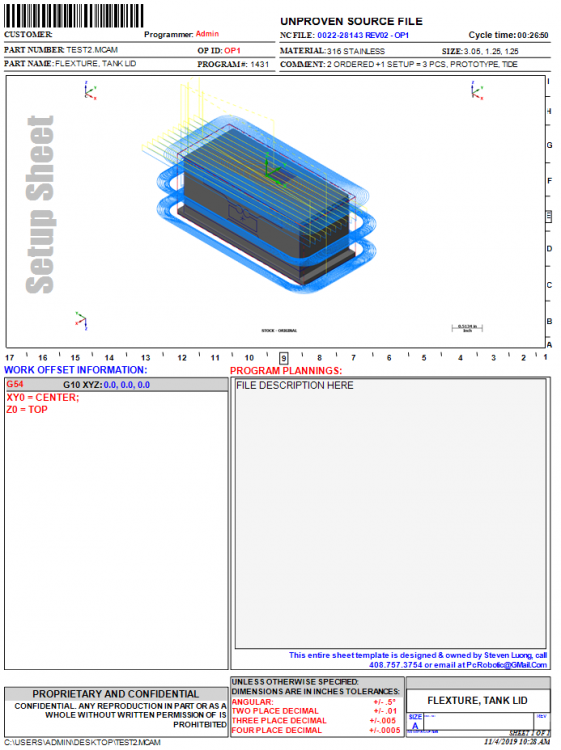
Hello Peter, I got it, very nice. I have another question. Can I write a statement in this MESSAGE BOX? Like... if OVER ALL LENGTH < DEPTH (Z-DEPTH) then show message "STICK OUT LONGER" show value of Z-DEPTH in the message as well show value of OVER ALL LENGTH in the message as well Is that possible? Like the one in the image of which I just made it up by hand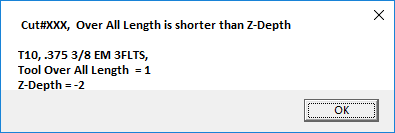
-
Tag name for ROUGH, FINISH on ACTIVE REPORT?
PcRobotic replied to PcRobotic's topic in Post Processor Development Forum
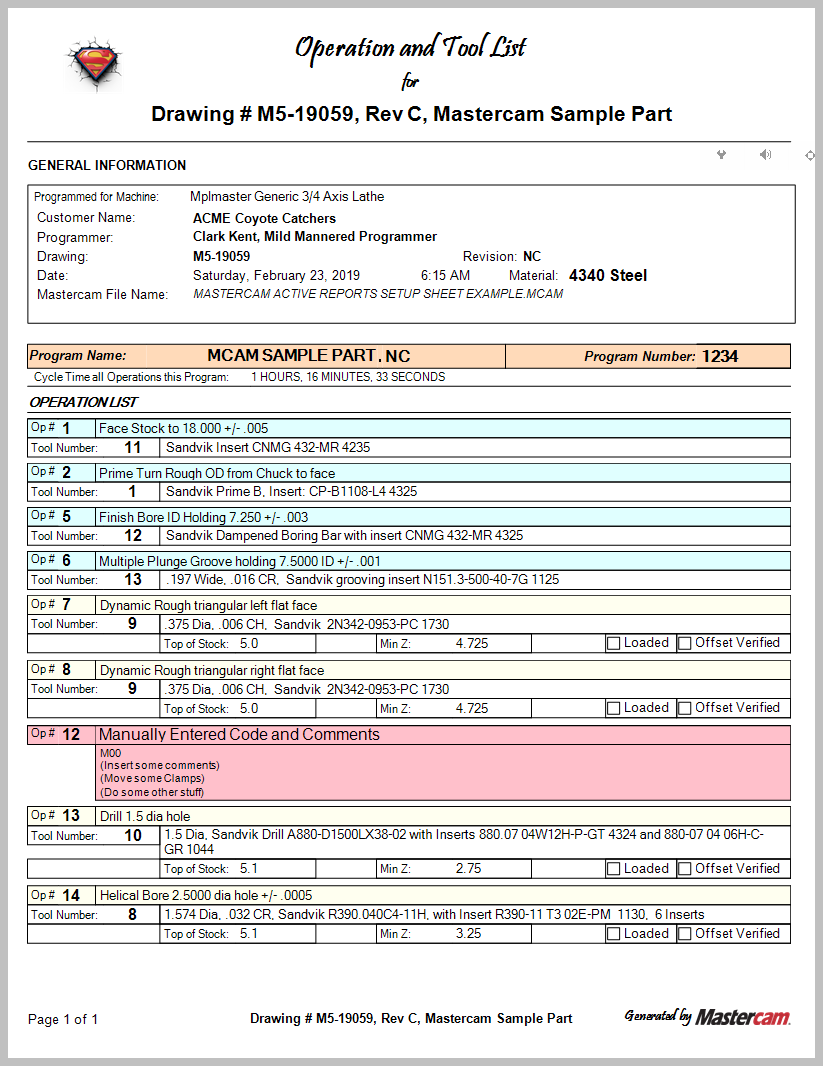
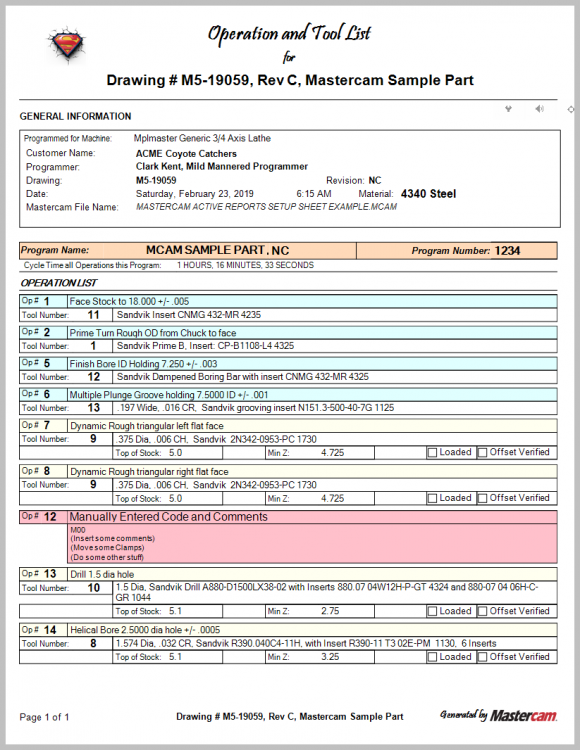
Hello Bill, Not sure if you like this but this is what I've got for detailed tools list...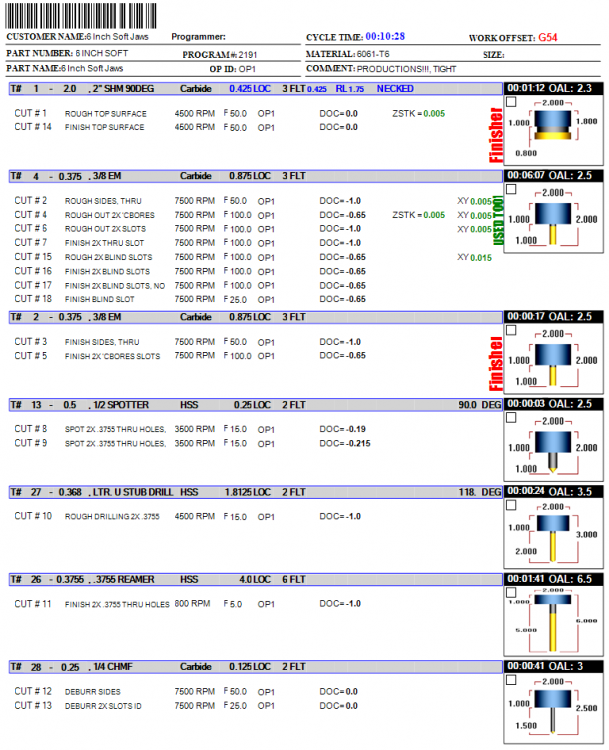
-
Hello everyone, I've been trainning 5 Axis on MasterCam for the last 2 training classes (a year ago and will be one more coming up). I am now looking for on hand training 5 Axis training, do you guys know any where that I can get train on hand for it? I guess I have to pay, sure nothing is free and I am willing to. I am in San Jose, California. Please let me know, thank you. I've been program and machining for quite a long time, I think I need about 2 weeks on hand then I would be OK doing the work alone after ward. Thank you for letting me knowl
-
Tag name for ROUGH, FINISH on ACTIVE REPORT?
PcRobotic replied to PcRobotic's topic in Post Processor Development Forum
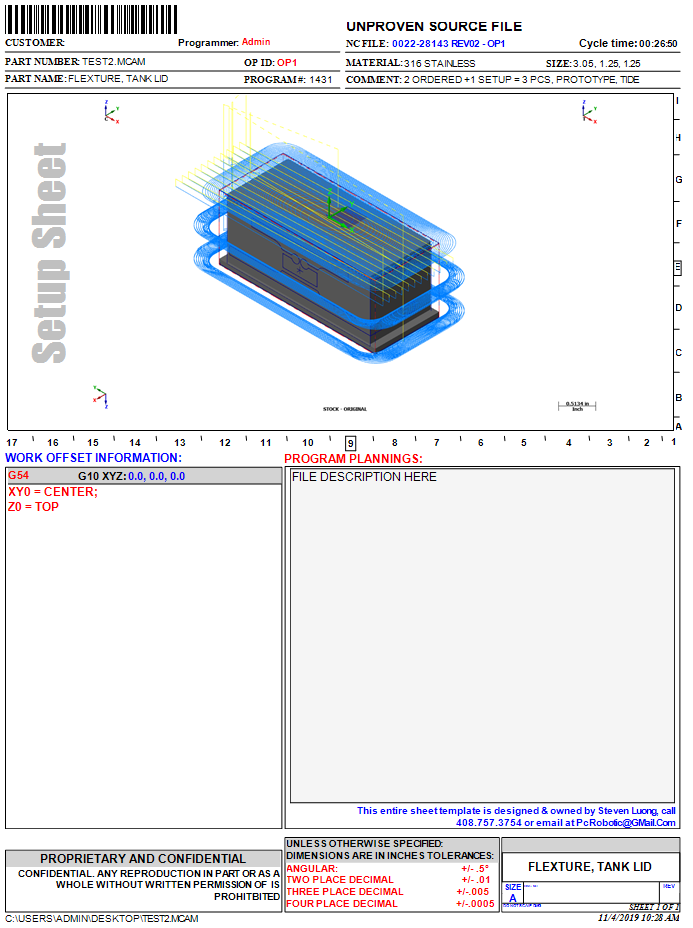
Hello Guru, I think Active Report is pretty much SINGLE CLICK and the result as you see. Great, simple and fast as long as you have a dedicated time to design like the way you want it to be. Mine, it took me up to 6 months design because I am such a picky person. I want it to be simple, easy for everyone and "PERFECT". Trust me, once you have your active report ready, no installation. Don't need ADMIN rights to install the X+, all you need is to copy your template into the COMMON folder of which about 2 - 3MB then done. My setup sheet is also for 3axis, 4axis, horizontal, 5axis and lathe as well. Glad to help if you need it. -
Active report output a pop up message
PcRobotic replied to PcRobotic's topic in Post Processor Development Forum
Thank you for pointing it out but I think I still having issue with the "define". Do you have any recommendations?
-
Active report output a pop up message
PcRobotic replied to PcRobotic's topic in Post Processor Development Forum
This is what I have, I just want to make sure that I understand your instructions. Thank you.
-
Active report output a pop up message
PcRobotic replied to PcRobotic's topic in Post Processor Development Forum
Hello Peter, I just typed exact as you suggested but it is not defined. Is there some prior steps that I need to do? Thanks.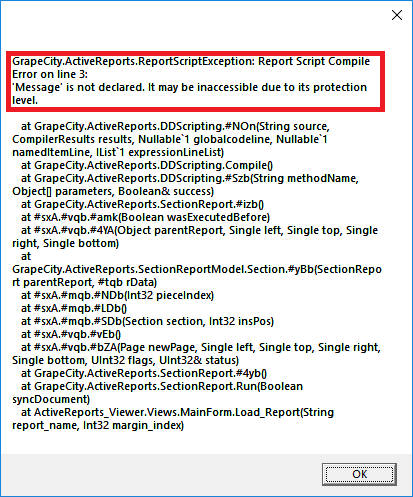
-
Hello forum, I am thinking of making the ACTIVE REPORT pop up a message as if I wanted to. Is that doable and what is the hard codes of which where I can start? Like... If TOOL OVER ALL LENGTH < DEPTH then txtPopUpMessageA.visible = true End if ps: I am using VIRTUAL BASIC language (VB.net) to write the statement. Thank you for the help.
-
Tag name for ROUGH, FINISH on ACTIVE REPORT?
PcRobotic replied to PcRobotic's topic in Post Processor Development Forum
Great job, Bob. Simple click, does the job well done. -
Hi Bob, My bad, I was not paying much attention to read the entire comment. It looks great, simple click and it does all the work Bob.
- 49 replies
-
- 1
-

-
- active reports
- setup sheet
- (and 1 more)
-
Tag name for ROUGH, FINISH on ACTIVE REPORT?
PcRobotic replied to PcRobotic's topic in Post Processor Development Forum
Hello Bill, At first, I contacted a specialist to make some conditions on the VIRTUAL BASIC (VB.NET) then I learned his codes. That is how I got to this point. I don't know why many companies using X+ or SOLIDWORKS to create SETUP SHEET and TOOLS SHEET because they are NOT ONE SYSTEM. If I use MASTERCAM, I would like it to do the SETUP SHEET and TOOLS SHEET for me. No redundant work, that is a must for me. Most CEOs don't know what the heck they are doing for the technical, they listen to some sale man of which spend more money but do a lot of REDUNDANT WORK. They want to look good whereas they try to HIDE their un-needed cost. If I am the CEO, it would be a different sorry. I don't need to hire some B.A to run the machine, more images less words and that is how my setup sheet, tools list are always 90% are images. Thank you for your big help, this is another session of ACTIVE REPORT that you have opened my eyes. Once again, this cannot be done without your help and I truly appreciated. PS: SOLIDWORKS and MASTERCAM are already in my blood, I memorized every single command line. If you need help on those, let me know. I also wrote some crazy post functions just for my personal needs as well. Best regards, S.Luong -
Tag name for ROUGH, FINISH on ACTIVE REPORT?
PcRobotic replied to PcRobotic's topic in Post Processor Development Forum
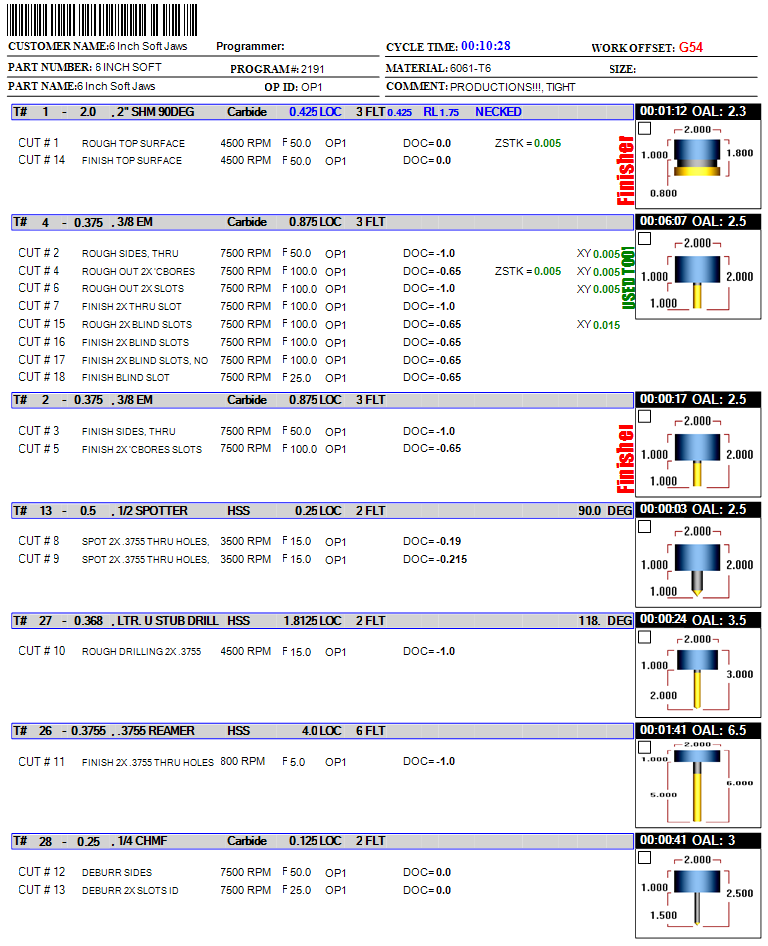
Hi Bill, Thank you for your BIG support. I've done it. It is so nice. Take a look of what I've done. If you need anything about CONDITION on ACTIVE REPORT let me know. Happy to share. Thanks a million, S.Luong ==================================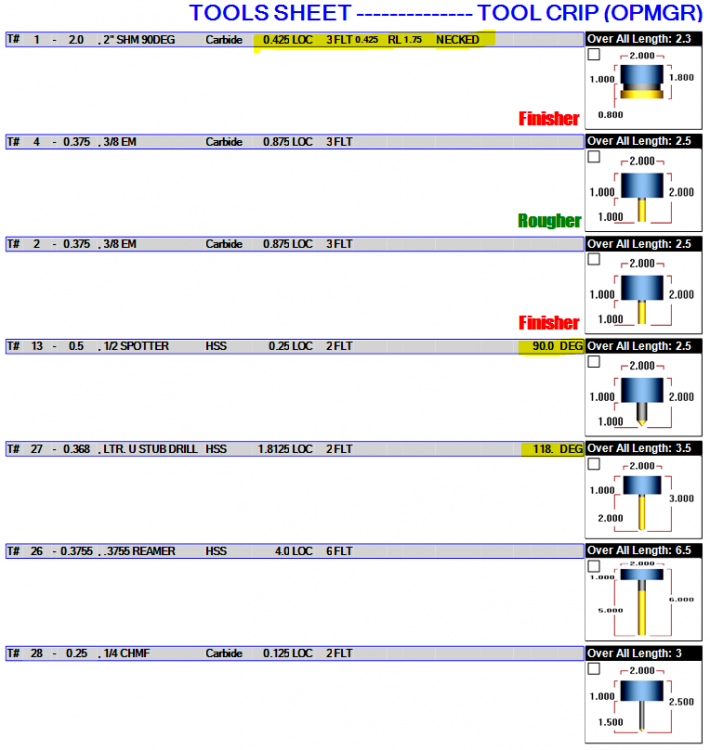
-
Tag name for ROUGH, FINISH on ACTIVE REPORT?
PcRobotic replied to PcRobotic's topic in Post Processor Development Forum
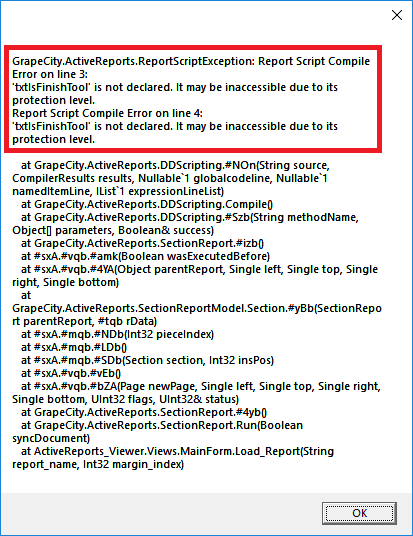
Hello Bill, I am trying to define if TOOL IS FINISH then show RED, I think I am failed to do so. It said I did not define the name right. Would you please point out what I've done wrong? PS: To make more clear to understand, I am also attaching the ".PRX" file. Thanks a million. ================================ My hard codes............. If txtIsFinishTool.Text = true Then txtIsFinishTool.visible = true End If -Tool List (MILL-SIMPLE) - TEST.rpx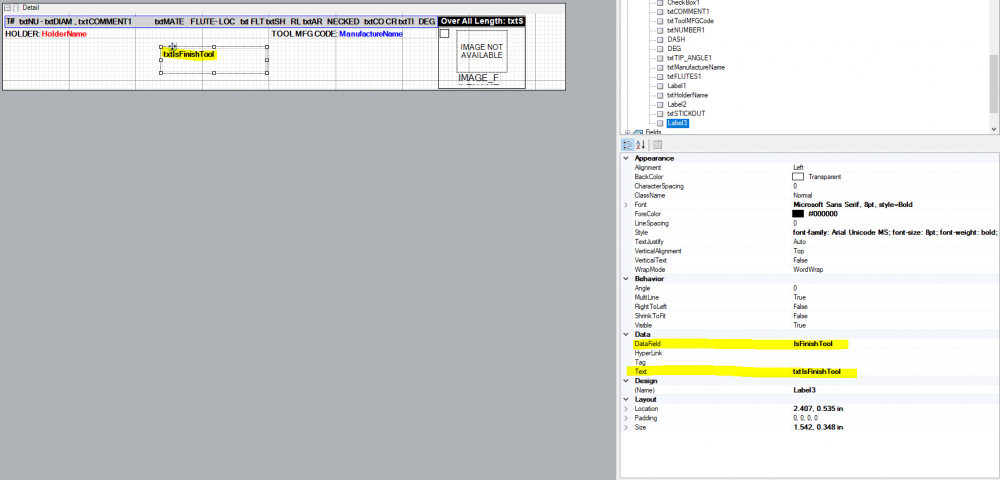
-
Tag name for ROUGH, FINISH on ACTIVE REPORT?
PcRobotic replied to PcRobotic's topic in Post Processor Development Forum
Thank you, Bill. This is what I am really looking for. -
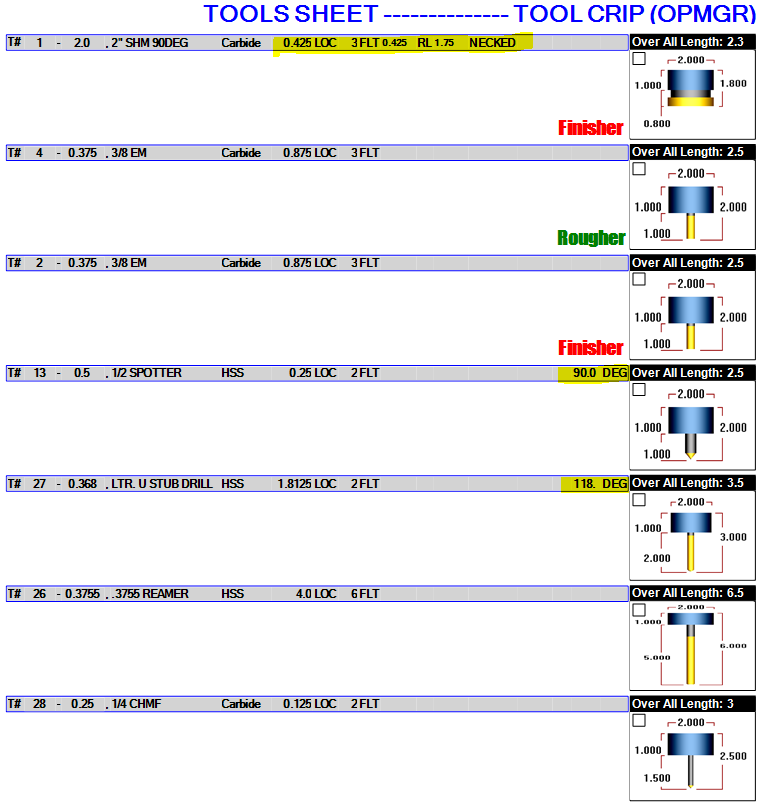
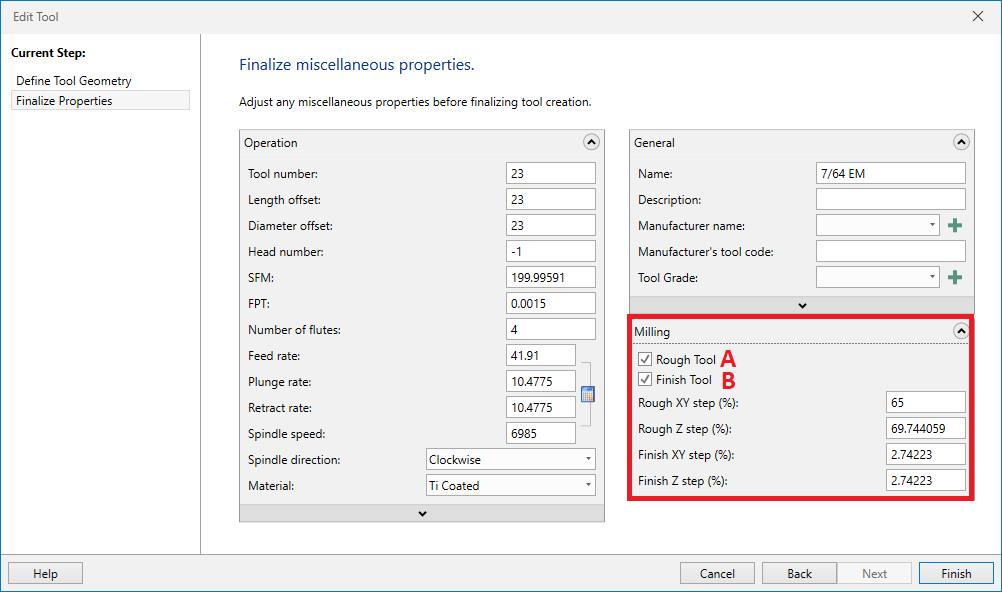
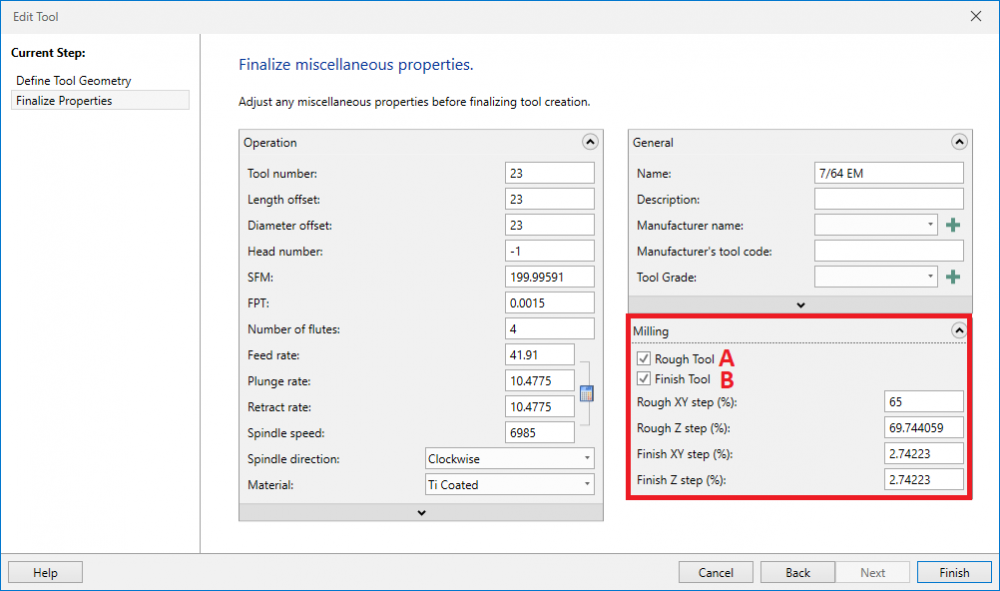
Hello Everyone, I am trying to put new feature in my active report as TOOLS LIST and I am interested in ROUGH/FINISH under TOOL DEFINITION but I do not know what is the TAG NAME in active report. Would you guys please tell me what are the tags names? PS: See image below. I would like to know "A" and "B" Thanks. ===========================
-
CUTTER COMP ISSUE WITH TRANSFORMED TOOLPATHS
PcRobotic replied to PcRobotic's topic in Post Processor Development Forum
Hello Leon82, Thank you for your time to reply. Although my company had let go some "SENIOR HARD HEADED" machinist, there are still some. They want 1 shot program and never want to get another program. After first part of FAI then run the rest. That is why I am looking for some kind of best solutions to fit into my situation. In this case, I am thinking of LOCAL SUB-PROGRAM from HAAS of which M97 but not sure how to use it. If you can, would you please show me a detail example of M97 sub-program? Thank you. -
CUTTER COMP ISSUE WITH TRANSFORMED TOOLPATHS
PcRobotic replied to PcRobotic's topic in Post Processor Development Forum
Hello Colin, After nearly a week of research how HAAS "/", BLOCK DELETE would work other than FANUC. This is what I found, M97 PXXX (Program number). M97 is LOCAL SUB PROGRAM as I read at the... " https://www.cnczone.com/forums/haas-mills/41301-block-skip-function.html ", here are the codes. Not sure how to make my MasterCam work with LOCAL SUBPROGRAM when I am using TRANSFORM toolpaths. Do you have any recommendations? ============================== % O1234 (SAMPLE) (MASTERCAM - X2 MR1) (T1 1/2 FLAT ENDMILL) G00 G17 G20 G40 G80 G90 (CUT OD) T1 M06 (1/2 FLAT ENDMILL) G00 G90 G54 X-1.425 Y-.025 S3500 M03 G43 H1 Z.1 M08 /M97 P20 (TURN BLOCK SKIP ON TO SKIP THIS LINE) ======> if this line is skip, all below will skip. This is nice. G01 Z-.25 F50. G41 D1 Y-.175 F32. G03 X-1.25 Y0. I0. J.175 G01 Y.875 G02 X-.875 Y1.25 I.375 J0. G01 X.875 G02 X1.25 Y.875 I0. J-.375 G01 Y-.875 G02 X.875 Y-1.25 I-.375 J0. G01 X-.875 G02 X-1.25 Y-.875 I0. J.375 G01 Y0. Y.02 G03 X-1.425 Y.195 I-.175 J0. G01 G40 Y.045 G00 Z.1 (CIRCLE MILL BORE) N20 X0. Y0. G01 Z-.25 F15. Y.0993 F25. G41 D1 X.0993 G03 X0. Y.1987 I-.0993 J0. Y-.1987 I0. J-.1987 Y.1987 I0. J.1987 X-.0993 Y.0993 I0. J-.0993 G01 G40 X0. Y0. G0 Z.1 M09 M05 G91 G00 G28 Z0. G28 Y0. G90 T1 M06 M30 % -
NetHook to help finding chains geometries
PcRobotic replied to David Colin's topic in Industrial Forum
Do you know where I can download the C-Hook of which it allows us to color our own on each operation? Like: Operation 1, t1 ========> blue operation 2, t2 =========> red operation 3, t1 =========> blue -
CUTTER COMP ISSUE WITH TRANSFORMED TOOLPATHS
PcRobotic replied to PcRobotic's topic in Post Processor Development Forum
Colin, How do you explain that FANUC control works fine on the code but not HAAS? Selway has nothing to do with it, I know but at least they should find out about it since we just got a 2 years parts and labor warranty. I also tested on MITSUBISHI control and it worked as well. The reason I need the "/" because I only want to setup on the first piece for FAI, at that time I will have to turn on BLOCK DELETE. Once FAI passed, I will turn off the BLOCK DELETE and it will run the rest of the parts (about 8 parts). When I turn off the BLOCK DELETE, the G41 didn't work when I have "/" as you already saw the image above. I know you are such a good CNC program, perhaps you don't spend nearly 4 hours a day to setup the machine this kind of error we have to find the way to make our own parts with this control. Thanks for the comment. -
CUTTER COMP ISSUE WITH TRANSFORMED TOOLPATHS
PcRobotic replied to PcRobotic's topic in Post Processor Development Forum
I contacted SELWAY and they are not willing to work on the "/" when we are having G41 or G42. I guess I have to work around with my post.