PcRobotic
-
Posts
913 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by PcRobotic
-
CUTTER COMP ISSUE WITH TRANSFORMED TOOLPATHS
PcRobotic replied to PcRobotic's topic in Post Processor Development Forum
Can you give me an example of the code so I can better understanding your point of view? Thank you. -
Hi Leon82, Sometimes I use SPRING PASSES for hole accurate or pocket re-machining. Is there away that we can overcome this error in other way? Thank you.
-
Hello Leon82, It worked, however I want to use this overlap on the CIRCLE MILL. is there away we can by pass this? Thank you.
-
CUTTER COMP ISSUE WITH TRANSFORMED TOOLPATHS
PcRobotic replied to PcRobotic's topic in Post Processor Development Forum
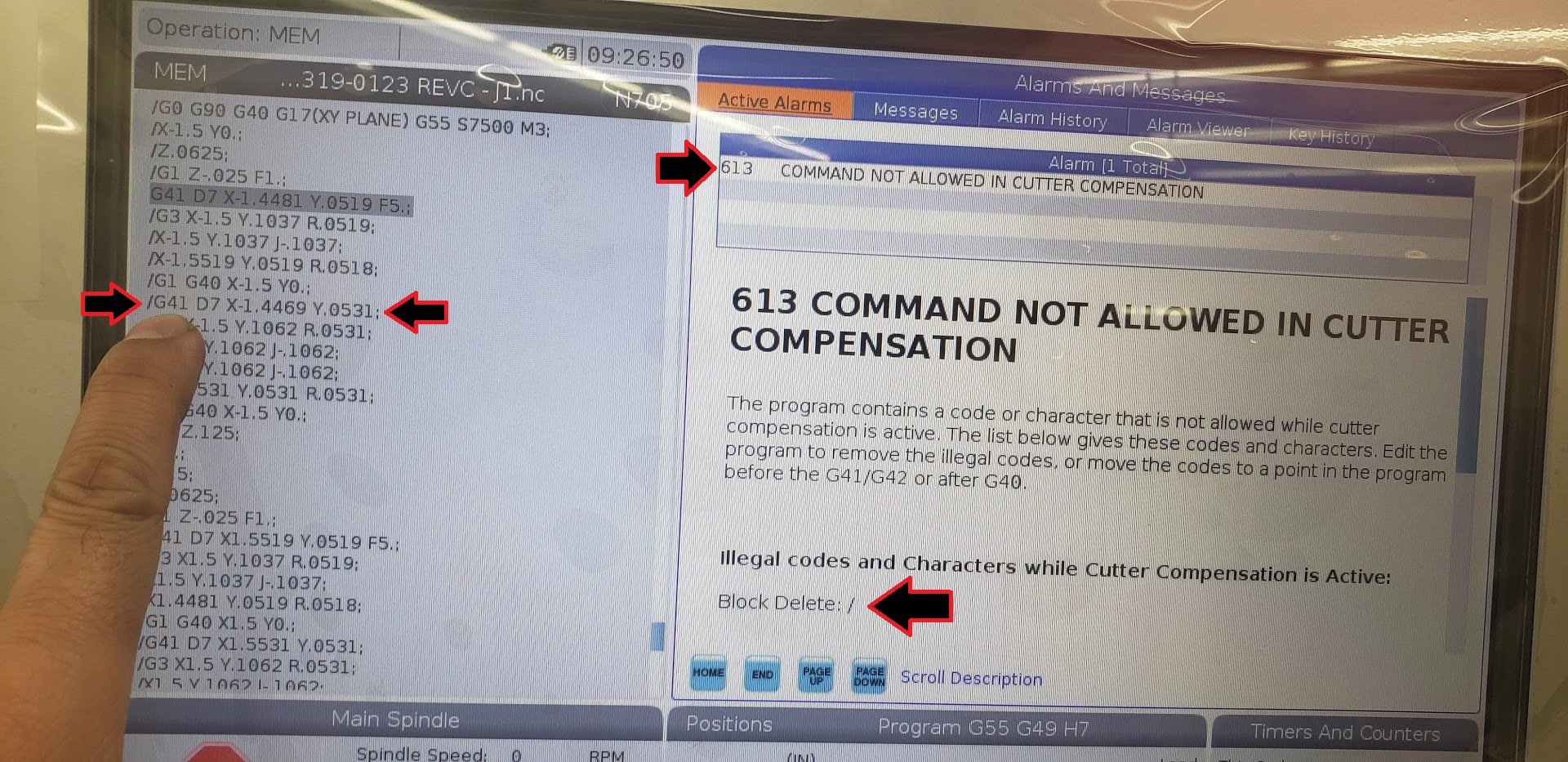
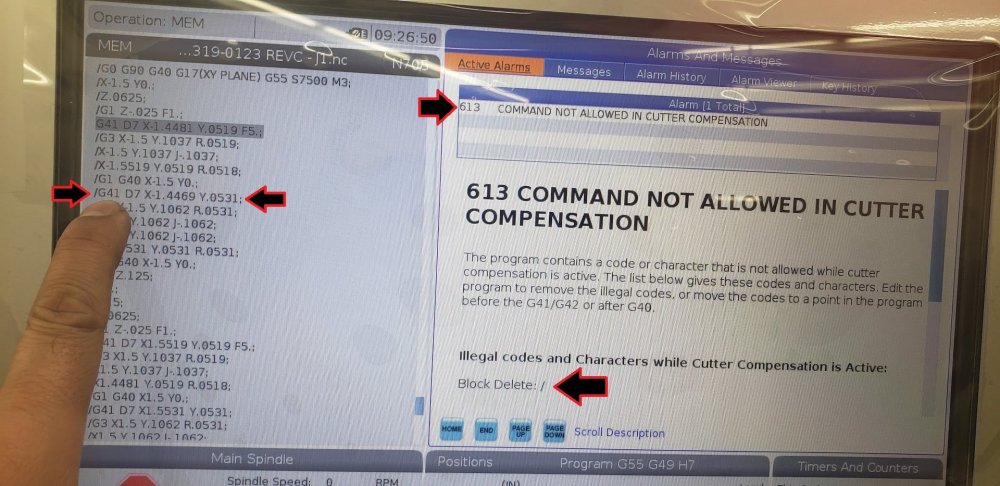
Hi Ben, Thank you for the reply and I know that the new HAAS does not like "/" whenever I use cutter comp. I often use "/" whenever I transform the toolpaths so I can SKIP the rest and just setup the first piece for FAI (First Artical Inspection). I think Haas has a bug, do you think? Thank you for your time to help me out. -
Hello everyone, Once in a while it gives me INVALID ARC although the codes are OK, can you guys tell me what I might done wrong with the source file in CIRCLE MILL? Thank you.. ==================== 02 Oct 2019 03:12:50 PM - Post processor execution initialized. 02 Oct 2019 03:12:50 PM - Unencrypted input file: 02 Oct 2019 03:12:50 PM - D:\Users\Public\Documents\Shared Mastercam 2020\mill\Posts\Vertical Horizontal Index.pst 02 Oct 2019 03:12:50 PM - Loading input files was successful. 02 Oct 2019 03:12:51 PM - Initialization of pre-defined post variables, strings, postblocks was successful. 02 Oct 2019 03:12:51 PM - Search for defined post variables, strings, postblocks was successful. 02 Oct 2019 03:12:52 PM - RUN TIME -NCI(230), OPID(18)- An invalid full arc was detected. The arc is converted to a single linear move to avoid gouging, contact your reseller. 02 Oct 2019 03:12:52 PM - RUN TIME -NCI(360), OPID(18)- An invalid full arc was detected. The arc is converted to a single linear move to avoid gouging, contact your reseller. 02 Oct 2019 03:12:52 PM - RUN TIME -NCI(548), OPID(18)- An invalid full arc was detected. The arc is converted to a single linear move to avoid gouging, contact your reseller. 02 Oct 2019 03:12:52 PM - RUN TIME -NCI(678), OPID(18)- An invalid full arc was detected. The arc is converted to a single linear move to avoid gouging, contact your reseller. 02 Oct 2019 03:12:52 PM - RUN TIME -NCI(866), OPID(18)- An invalid full arc was detected. The arc is converted to a single linear move to avoid gouging, contact your reseller. 02 Oct 2019 03:12:52 PM - RUN TIME -NCI(996), OPID(18)- An invalid full arc was detected. The arc is converted to a single linear move to avoid gouging, contact your reseller. 02 Oct 2019 03:12:52 PM - RUN TIME -NCI(1184), OPID(18)- An invalid full arc was detected. The arc is converted to a single linear move to avoid gouging, contact your reseller. 02 Oct 2019 03:12:52 PM - RUN TIME -NCI(1314), OPID(18)- An invalid full arc was detected. The arc is converted to a single linear move to avoid gouging, contact your reseller. 02 Oct 2019 03:12:52 PM - RUN TIME -NCI(1410), OPID(22)- An invalid full arc was detected. The arc is converted to a single linear move to avoid gouging, contact your reseller. 02 Oct 2019 03:12:52 PM - RUN TIME -NCI(1450), OPID(22)- An invalid full arc was detected. The arc is converted to a single linear move to avoid gouging, contact your reseller. 02 Oct 2019 03:12:52 PM - RUN TIME -NCI(1548), OPID(22)- An invalid full arc was detected. The arc is converted to a single linear move to avoid gouging, contact your reseller. 02 Oct 2019 03:12:52 PM - RUN TIME -NCI(1588), OPID(22)- An invalid full arc was detected. The arc is converted to a single linear move to avoid gouging, contact your reseller. 02 Oct 2019 03:12:52 PM - RUN TIME -NCI(1686), OPID(22)- An invalid full arc was detected. The arc is converted to a single linear move to avoid gouging, contact your reseller. 02 Oct 2019 03:12:52 PM - RUN TIME -NCI(1726), OPID(22)- An invalid full arc was detected. The arc is converted to a single linear move to avoid gouging, contact your reseller. 02 Oct 2019 03:12:52 PM - RUN TIME -NCI(1824), OPID(22)- An invalid full arc was detected. The arc is converted to a single linear move to avoid gouging, contact your reseller. 02 Oct 2019 03:12:52 PM - RUN TIME -NCI(1864), OPID(22)- An invalid full arc was detected. The arc is converted to a single linear move to avoid gouging, contact your reseller. 02 Oct 2019 03:12:52 PM - Successful completion of post processor execution.
-
Hello everyone, I've been pulling my hair for the CUTTER COMP issue when I use TRANSFORMED TOOLPATHS. It works fine without transform toolpaths with cutter comp. Don't know what codes really jammed up the cutter comp. Can you guys let me know what should I do with the codes? PS: I am using HAAS Thank you...
-
Not sure if you guys like this.... Keep it simple.... (TOTAL TOOLS FOR OP1 = 11 TOOLS) (T16= .12, #31 JOBBER DRILL * Z-1.1861) (T18= .1875, 3/16 CHMF CB * Z-.028) (T20= .125, 1/8 CHMF CB * Z-.185) (T21= .375, 3/8 EM 3FLTS CB * Z-1.15) (T22= .375, 3/8 EM 3FLTS CB * Z-1.15) (T23= .25, 1/4 SPOTTER * Z-.0938) (T25= .125, 1/8 REAMER 6FLTS * Z-1.135) (T26= .1495, #25 JOBBER DRILL * Z-.88) (T27= .125, 1/8 EM 3FLTS CB * Z-.123) (T28= .25, 1/4 CHMF CB * Z-.015) (T29= .1406, 9/64 EM 3FLTS CB * Z-.85)
-
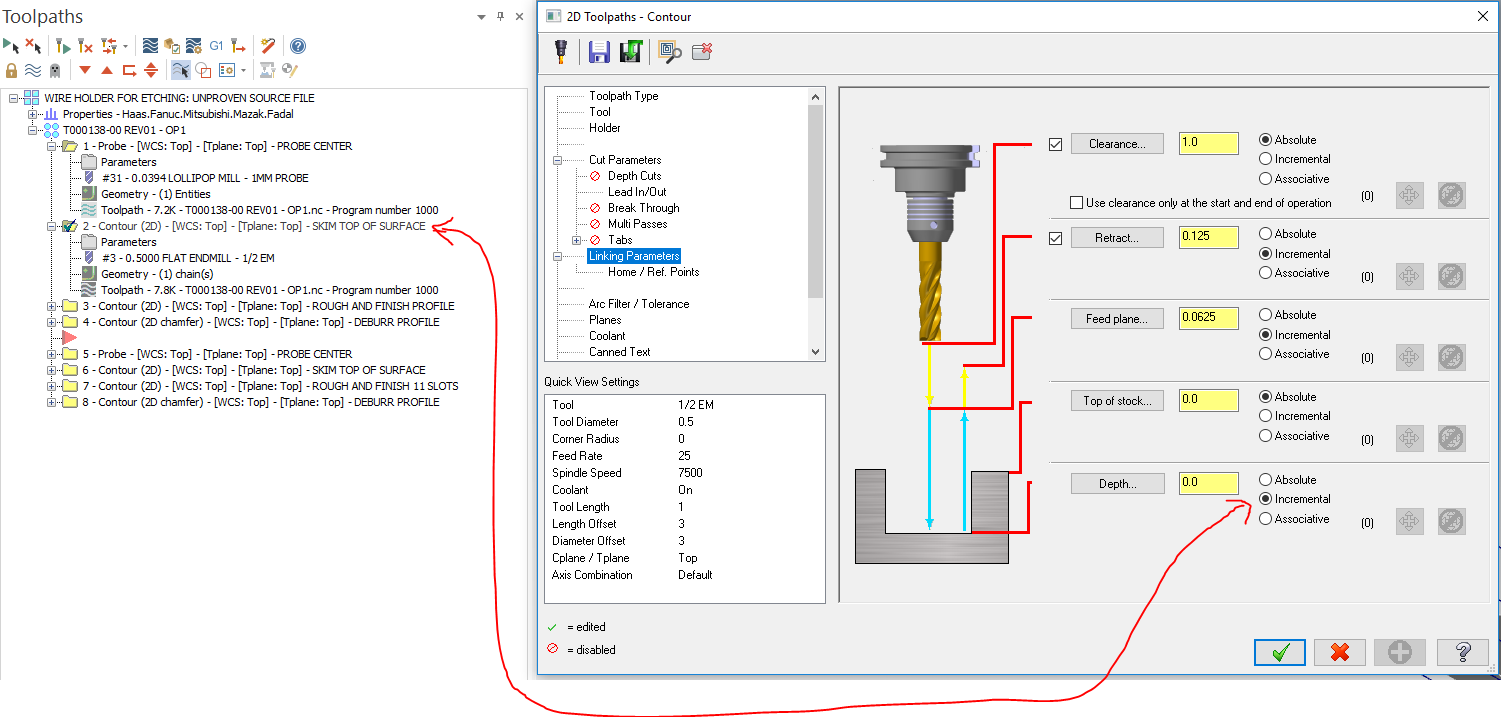
Incremental depth warning sign
PcRobotic replied to PcRobotic's topic in Post Processor Development Forum
Thank you Jeff, great input for me to learn. -
Incremental depth warning sign
PcRobotic replied to PcRobotic's topic in Post Processor Development Forum
Thank you Colin, big help from you. -
Incremental depth warning sign
PcRobotic replied to PcRobotic's topic in Post Processor Development Forum
Thank you Colin. How do I excluded all 3D toolpaths, should I use OPCODE or OPID? Thank you for your help. -
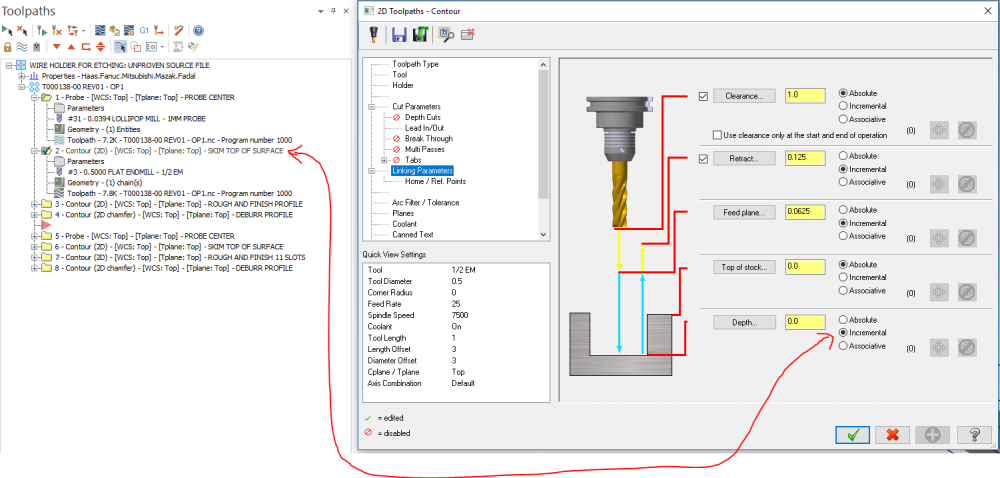
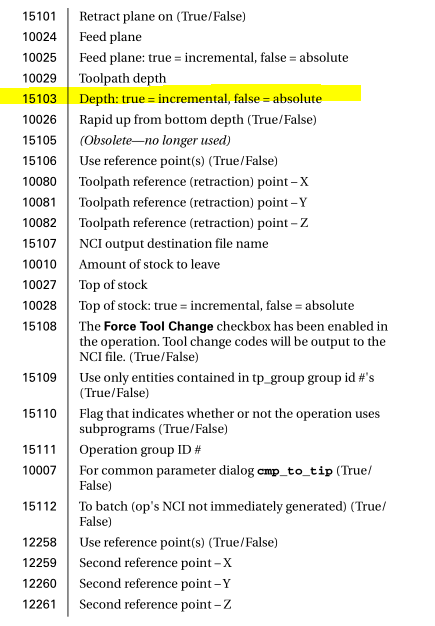
Good morning everyone, I am trying to write a warning message if I choose DEPTH as INCREMENTAL because sometimes I make mistake instead of ABSOLUTE. I wrote a logic warning for it and it didn't work well. Would you guys tell me what I've done wrong? PS: I did check on the parameter PDF file and it is 15103 but not sure why didn't work. Thank you. ====================================== #Misc variables IncAbsOperationDepth : no$ # Operation full depth #Region sIncAbsOperationDepth sIncAbsOperationDepth = "CUT#"+sToolPathNumber+" * Careful, you have INCREMENTAL DEPTH" +no2asc(13)+"TOOL#"+no2str(t$)+" ("+s20001+")" +no2asc(13) +no2asc(13)+"Confirm LINKING PARAMETERS PAGE" +no2asc(13)+"Your INCREMENTAL DEPTH value is= "+no2str(operation_depth) +no2asc(13)+"Your the Z final DEPTH value is= "+no2str(operation_depth+OpTopOfStock) +no2asc(13) +no2asc(13) +no2asc(13)+" OK to proceed posting." +no2asc(13)+" CANCEL to abort posting." #EndRegion sIncAbsOperationDepth # -------------------------------------------------------------------------- # Home Position Movement # -------------------------------------------------------------------------- fmt "" 4 IncAbsOperationDepth # -------------------------------------------------------------------------- # Rotation direction calculation # -------------------------------------------------------------------------- ptlchg_errorpop #Pop-up common toolchange errors if IncAbsOperationDepth = 1 & opcode$ <2, [if mprint(sIncAbsOperationDepth, 2) = 2, exitpost$] pparameter$ # Run parameter table if prmcode$ = 15103, IncAbsOperationDepth = rpar(sparameter$, 1) #Check on INCREMENTAL DEPTH
-
Hello everyone, My company is just about to purchase OKUMA milling machine. I think their G-Codes are a bit of different with MACROs included. Would you guys please...., please post an example g-codes of Okuma mill so I can compare it to FANUC/HAAS control g-codes. Thank you.
-
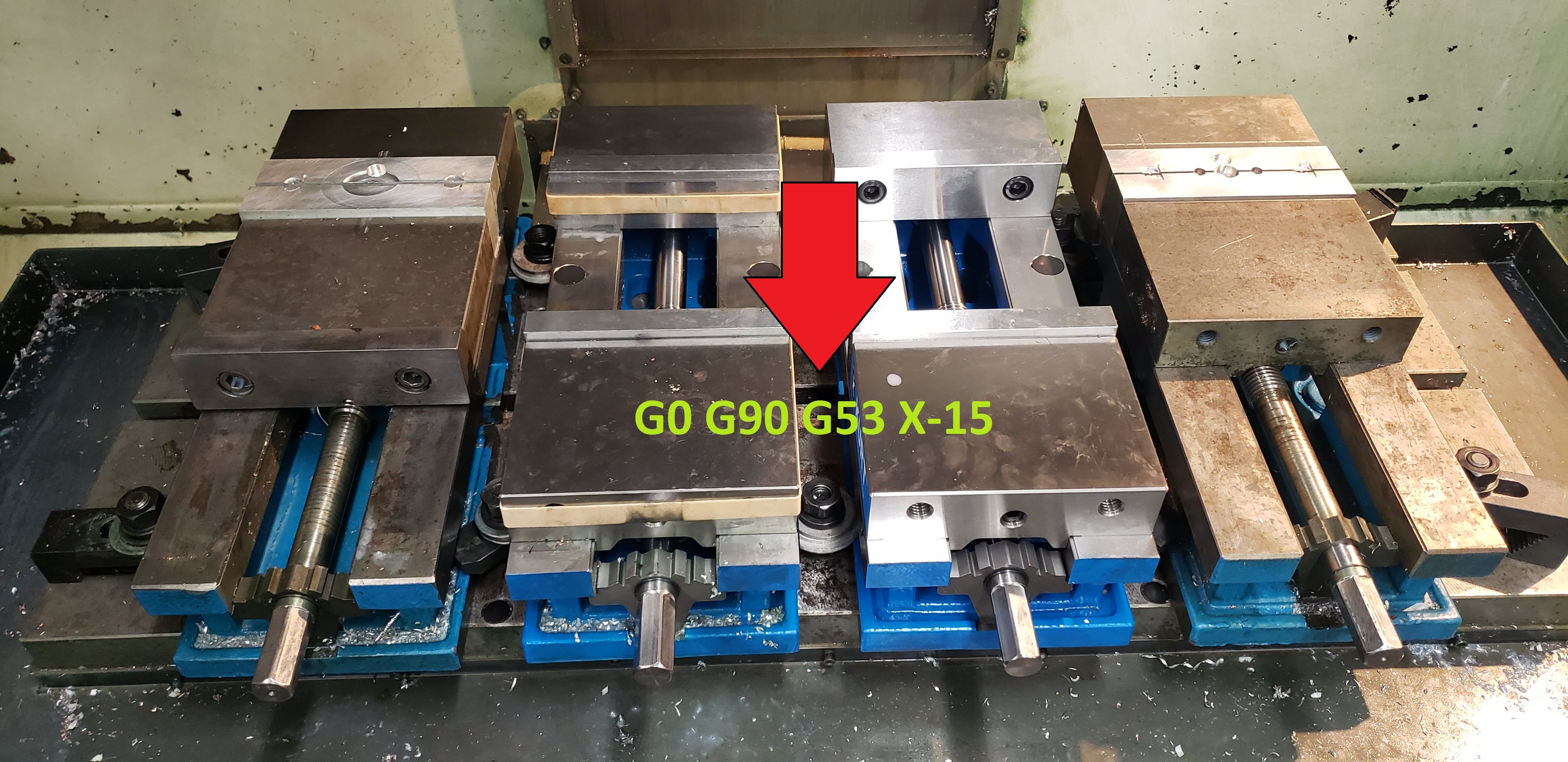
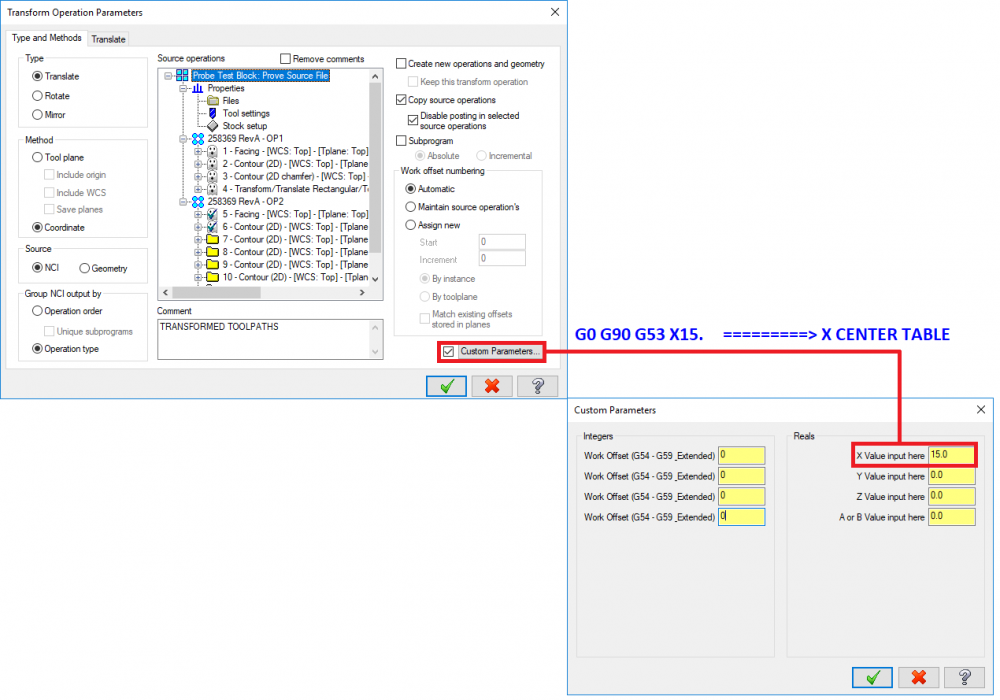
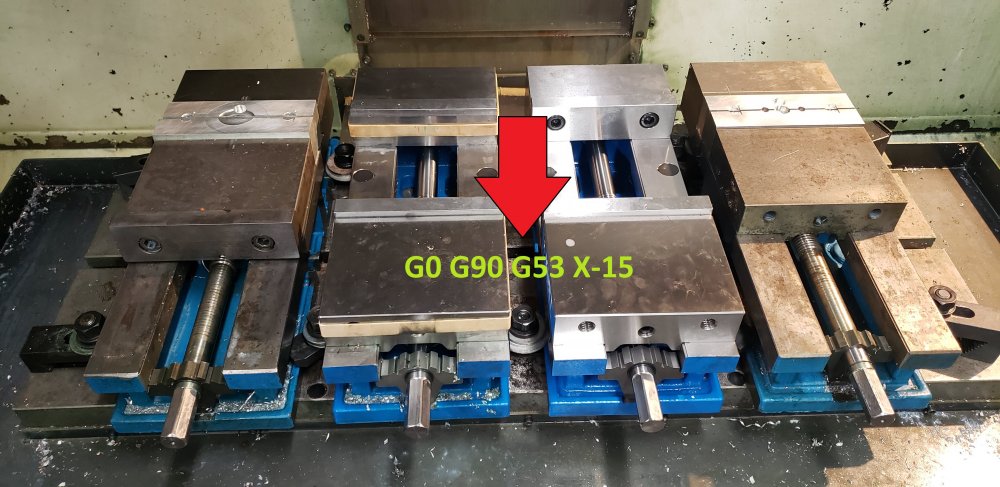
Hello everyone, I am now working in a company that is ALL BIG MACHINES, VF2, VF6, VF9, VF11. Since the table is GIANT so we have so much space to put vises on for many work orders. One of the issues we have is the table CENTER where we wanted when doing TRANSFORM TOOLPATHS. Therefore, I wrote this code and it will be X CENTER at the demand of the operator. Avoiding falling into the table as well where we can not reach the part. Very dangerous. Not sure if you guys like it but for me SAFETY IS FIRST. Have a good weekend you guys.... =======G-CODE=============== % O0369(258369 RevA - OP2.nc) (SOURCE = 258369 REVA.MCAM) (POSTED ON SEP.07.2019 AT 7*02AM) (SLUONG, BY= PCROBOTIC\ADMIN) (*) (ALUM 6061-T6, BAR STOCK = X5.50 Y3.50 Z1.50) (NOTE= PROTOTYPE) (*) (TOTAL TOOLS FOR Top = 2 TOOLS) (T1= 2., 2" FACE MILL 4FLTS CB * Z0.) (T8= .75, 3/4 FLAT ENDMILL CB * Z0.) (*) (WORK OFFSET LIST) (G54) (X0 = LEFT) (Y0 = FRONT) (Z0 = TOP) (*) (TRANSFORMED TOOLPATHS) (CYCLE TIME = 01M 37.97S) (2X PARTS PER RUN, 10. APART) (*) N1(SKIM TOP OFF, CUT#5) G0 G17 G40 G49 G80 G90(22.S) G91 G28 Z0 M19 G28 Y0. T1 M6(2.0000,2" FACE MILL, U, CB, 2.000RLF,) G90 G54 S4500 M3 (1.5 MAX., 75PERC STPOVR) X-2.225 Y3.0249 G43 H1 Z1. T8 M8(DOC= Z0.) G17(XY PLANE) G90 Z.0625 G1 Z0. F100. () G0 Z1. N102(TRANSFORMED TOOLPATHS) (2.0000,2" FACE MILL, U, CB, 2.000RLF,) /G43(D1) H1 Z1.(DOC= Z0.) /G90 G54 S4500 M3 /X7.775 Y3.0249 /Z.0625 /G1 Z0. F100. (CUTTING...) /G0 Z1. M9 G91 G28 Z0. G28 Y0. M5 G0 G90 G53 X15. =========> X CENTER TABLE M1 (*) N8(ROUGH AND FINISH PROFILE, CUT#6) G0 G17 G40 G49 G80 G90(26.93S) G91 G28 Z0 M19 G28 Y0. T8 M6(.7500,3/4 FLAT ENDMILL, U, CB,) G90 G54 S7500 M3(1X FDEPTH CUTS, 0. PER) X5.0125 Y-.75 G43(D8)H8 Z1. T1 M8(DOC= Z0.) G17(XY PLANE) G90 Z.0625 G1 Z0. F50. G41 D8 X5.3875 G3 X5.0125 Y-.375 I-.375 (CUTTING...) G1 G40 X4.8625 G0 Z1. N802(TRANSFORMED TOOLPATHS) (.7500,3/4 FLAT ENDMILL, U, CB,) /G43(D8) H8 Z1.(DOC= Z0.) /G90 G54 S7500 M3 /X15.0125 /Z.0625 /G1 Z0. F50. /G41 D8 X15.3875 /G3 X15.0125 Y-.375 I-.375 (CUTTING...) /G0 Z1. M9 G91 G28 Z0. G28 Y0. M5 G0 G90 G53 X15. M1 T1 M6(2.0000, 2" FACE MILL) G0 G90 G53 X15. =========> X CENTER TABLE M30(2,133 CHARACTERS = 2.14KB) % =======CODE DEFINED========== iTransType : 0 iTransMeth : 0 TransformToolPathCustomParameterIntegers1: 0 TransformToolPathCustomParameterIntegers2: 0 TransformToolPathCustomParameterIntegers3: 0 TransformToolPathCustomParameterIntegers4: 0 TransformToolPathCustomParameterReals1: 0 TransformToolPathCustomParameterReals2: 0 TransformToolPathCustomParameterReals3: 0 TransformToolPathCustomParameterReals4: 0 fmt 4 TransformToolPathCustomParameterIO fmt 2 TransformToolPathCustomParameterIntegers1 fmt 2 TransformToolPathCustomParameterIntegers2 fmt 2 TransformToolPathCustomParameterIntegers3 fmt 2 TransformToolPathCustomParameterIntegers4 fmt 2 TransformToolPathCustomParameterReals1 fmt 2 TransformToolPathCustomParameterReals2 fmt 2 TransformToolPathCustomParameterReals3 fmt 2 TransformToolPathCustomParameterReals4 if prmcode$ = 15004, iTransMeth = rpar(sparameter$, 1) if prmcode$ = 15557, [ iTransType = rpar(sparameter$, 1) if iTransType = 8, XFormMirror = 1 if iTransType = 13, XFormRotate = 1 if iTransType = 16, XFormTranslate = 1 ] pretract #End of tool path, toolchange if not(iTransType = 16 & iTransMeth & op_id$ <> xform_op_id$), # Transform ToolPath [if enable_refapp = 0 & enable_refret = 0 & stoolplname = swcsplname, "G0 G90", pwcs , "X0."], # CENTER TABLE OF PART !TransformToolPathCustomParameterIO #Transformed ToolPaths if TransformToolPathCustomParameterIO = 1 & iTransType = 16 & iTransMeth & op_id$ <> xform_op_id$, [ !TransformToolPathCustomParameterReals1 !TransformToolPathCustomParameterReals2 !TransformToolPathCustomParameterReals3 !TransformToolPathCustomParameterReals4 if TransformToolPathCustomParameterReals1 <> 0 | TransformToolPathCustomParameterReals2 <> 0 | TransformToolPathCustomParameterReals3 <> 0 | TransformToolPathCustomParameterReals4 <> 0, "G0 G90 G53", if TransformToolPathCustomParameterReals1 <> 0, "X", *TransformToolPathCustomParameterReals1, if TransformToolPathCustomParameterReals2 <> 0, "Y", *TransformToolPathCustomParameterReals2, if TransformToolPathCustomParameterReals4 <> 0, "ROTATION", *TransformToolPathCustomParameterReals4 if TransformToolPathCustomParameterReals3 <> 0, "Z", *TransformToolPathCustomParameterReals3, !TransformToolPathCustomParameterReals1 !TransformToolPathCustomParameterReals2 !TransformToolPathCustomParameterReals3 !TransformToolPathCustomParameterReals4 ] e$ if prmcode$ = 15870, TransformToolPathCustomParameterIO = rpar(sparameter$, 1) if prmcode$ = 15774, TransformToolPathCustomParameterIntegers1 = rpar(sparameter$, 1) if prmcode$ = 15775, TransformToolPathCustomParameterIntegers2 = rpar(sparameter$, 1) if prmcode$ = 15776, TransformToolPathCustomParameterIntegers3 = rpar(sparameter$, 1) if prmcode$ = 15777, TransformToolPathCustomParameterIntegers4 = rpar(sparameter$, 1) if prmcode$ = 15778, TransformToolPathCustomParameterReals1 = rpar(sparameter$, 1) if prmcode$ = 15779, TransformToolPathCustomParameterReals2 = rpar(sparameter$, 1) if prmcode$ = 15780, TransformToolPathCustomParameterReals3 = rpar(sparameter$, 1) if prmcode$ = 15781, TransformToolPathCustomParameterReals4 = rpar(sparameter$, 1) if TransformToolPathCustomParameterIO = 1, [ if TransformToolPathCustomParameterReals1 <> 0 | TransformToolPathCustomParameterReals2 <> 0 | TransformToolPathCustomParameterReals3 <> 0 | TransformToolPathCustomParameterReals4 <> 0, "G0 G90 G53", if TransformToolPathCustomParameterReals1 <> 0, "X", *TransformToolPathCustomParameterReals1, if TransformToolPathCustomParameterReals2 <> 0, "Y", *TransformToolPathCustomParameterReals2, if TransformToolPathCustomParameterReals4 <> 0, "ROTATION", *TransformToolPathCustomParameterReals4 if TransformToolPathCustomParameterReals3 <> 0, "Z", *TransformToolPathCustomParameterReals3, ] e$ pbld, no_spc$, "M30", no_spc$,
-
Parameter# for TRANSFORM OPERATION PARAMETERS
PcRobotic replied to PcRobotic's topic in Post Processor Development Forum
Thank you Jeff -
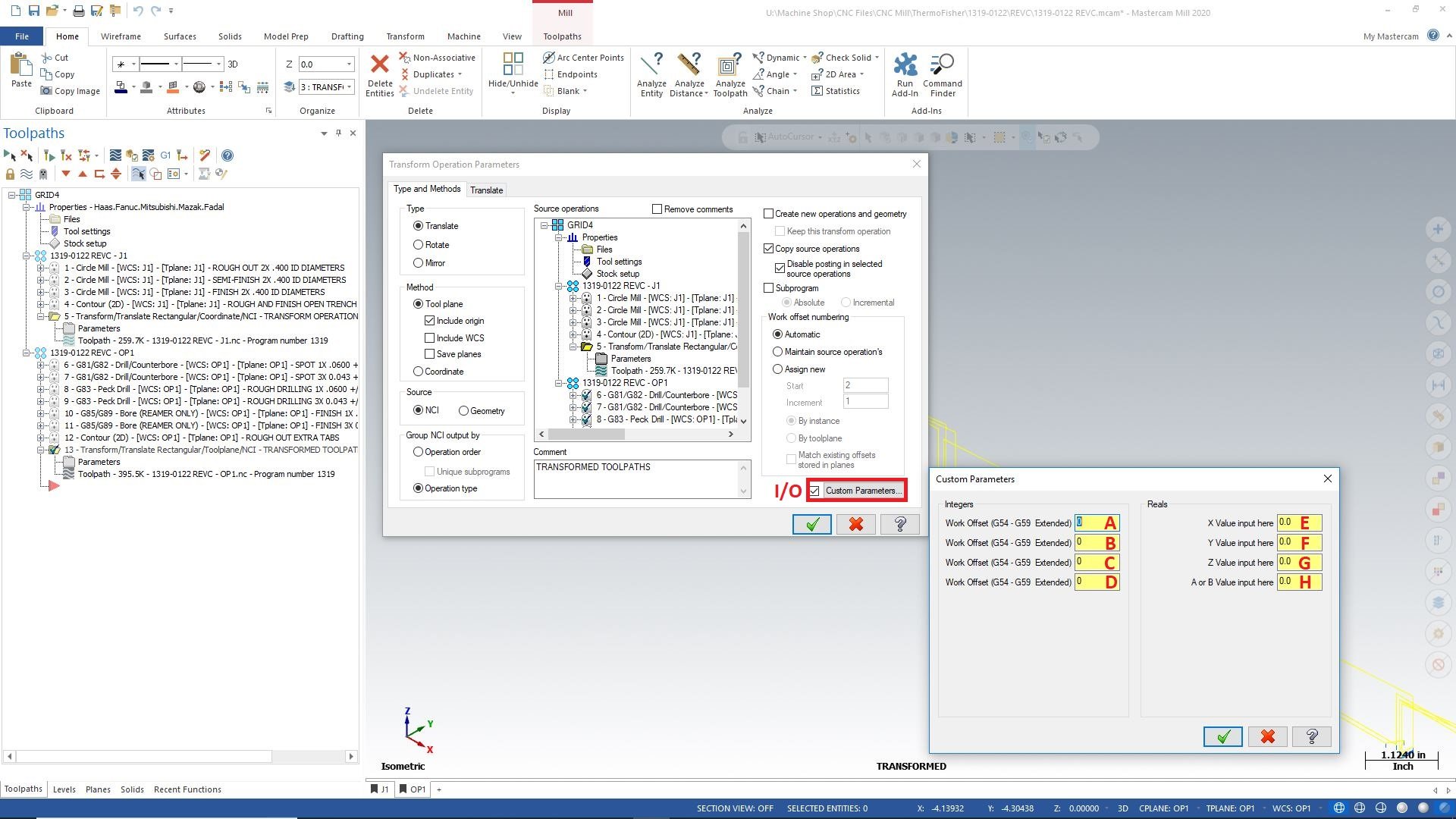
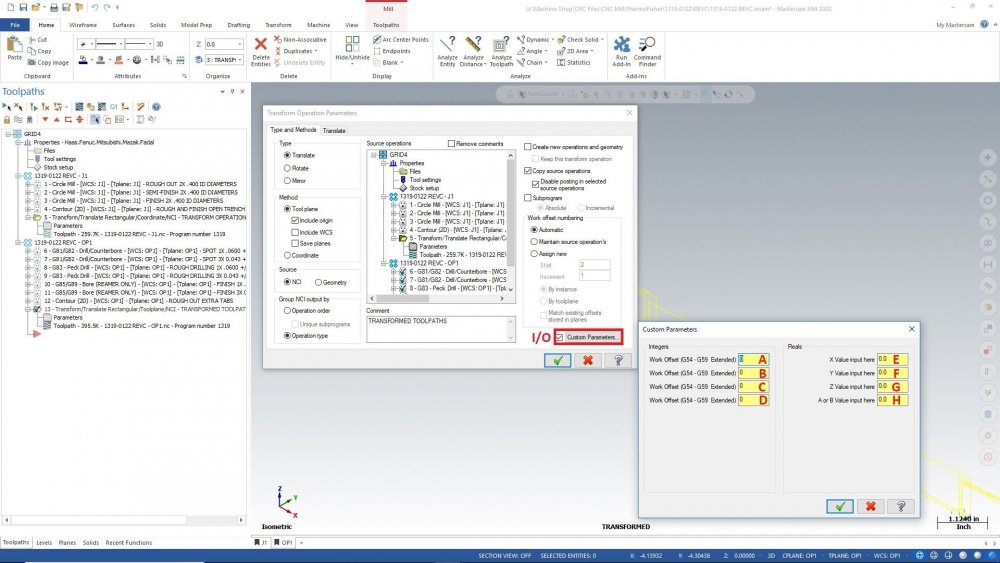
Hello everyone, Suddently, I am running productions of which using TRANSFORM TOOLPATH. I have found a good place for my own work and I would like to know what are the parameters number of them. I have looked and I guess I have X3, X4 PARAMETER PDF. No luck. Would you guys please tell me what are the parameters as I marked red. I/O for OFF CUSTOM PARAMETERS Integers (A, B, C, D) parameters and Real parameters (E, F, G, H) Thank you...
-
Thank you Colin, it works GREAT.
-
Thank you Colin, it works perfectly.
-
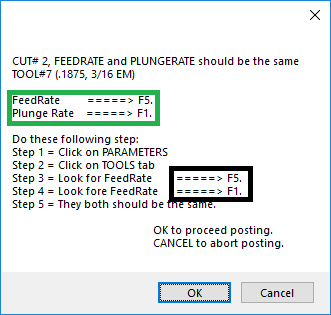
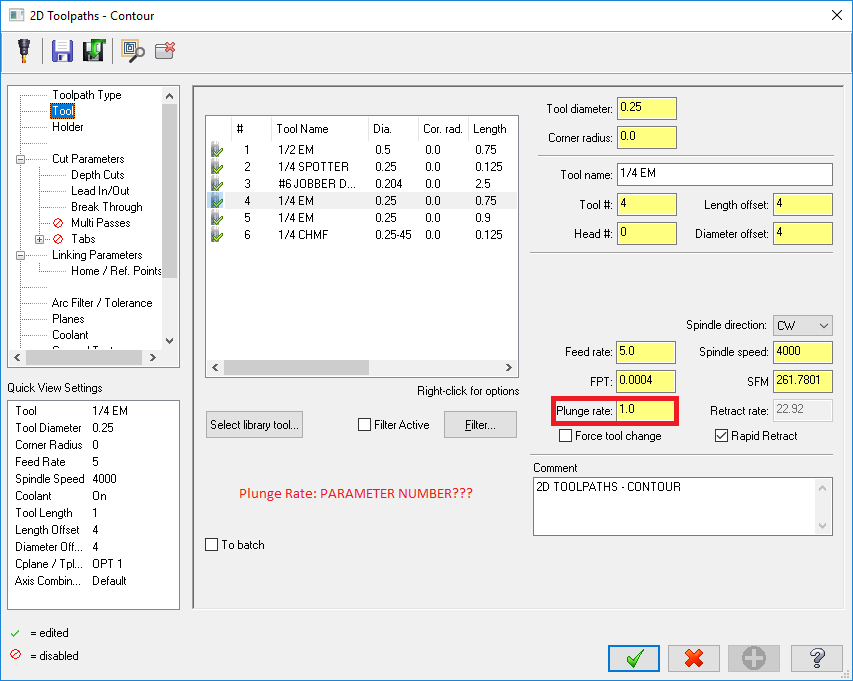
Good afternoon everyone, I am trying to write out an alarm of which "IF FEED <> PLUNGE, then alarm". I don't have the right parameter I think. Would you guys point out me the right direction to correct my mistake on this...? Thanks, ============================ FeedRatePlunge: 0 #Region sPlungeFeedCheck sPlungeFeedCheck = "CUT# "+sToolPathNumber+", FEEDRATE and PLUNGERATE should be the same" +no2asc(13)+"TOOL#" +no2str(t$)+" ("+no2str(tldia$)+", "+s20001+")" +no2asc(13) +no2asc(13)+"FeedRate =====> F"+no2str(feed) +no2asc(13)+"Plunge Rate =====> F"+no2str(FeedRatePlunge) +no2asc(13) +no2asc(13)+"Do these following step:" +no2asc(13)+"Step 1 = Click on PARAMETERS" +no2asc(13)+"Step 2 = Click on TOOLS tab" +no2asc(13)+"Step 3 = Look for FeedRate =====> F"+no2str(feed) +no2asc(13)+"Step 4 = Look fore FeedRate =====> F"+no2str(FeedRatePlunge) +no2asc(13)+"Step 5 = They both should be the same." +no2asc(13) +no2asc(13)+" OK to proceed posting." +no2asc(13)+" CANCEL to abort posting." #EndRegion sPlungeFeedCheck fmt "" 2 FeedRatePlunge if FeedRatePlunge <> feed & opcode$ <> 3, [if mprint(sPlungeFeedCheck, 2) = 2, exitpost$] #End Mill Bull No Break Through pparameter$ # Run parameter table if prmcode$ = 10031, FeedRatePlunge = rpar(sparameter$, 1)
-
Adding Coolant Event to Tree
PcRobotic replied to dwilson357's topic in Post Processor Development Forum
This is what I have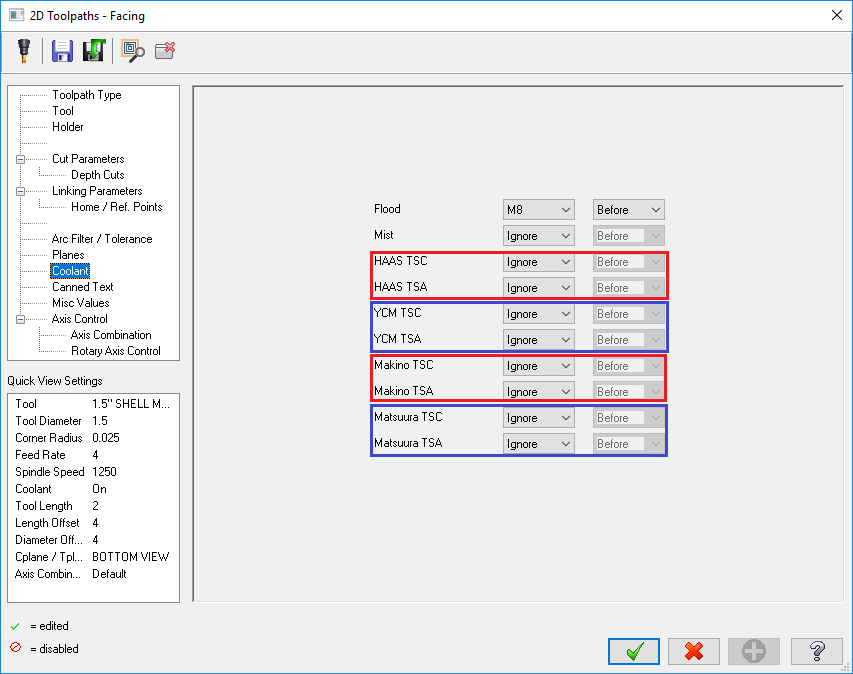
-
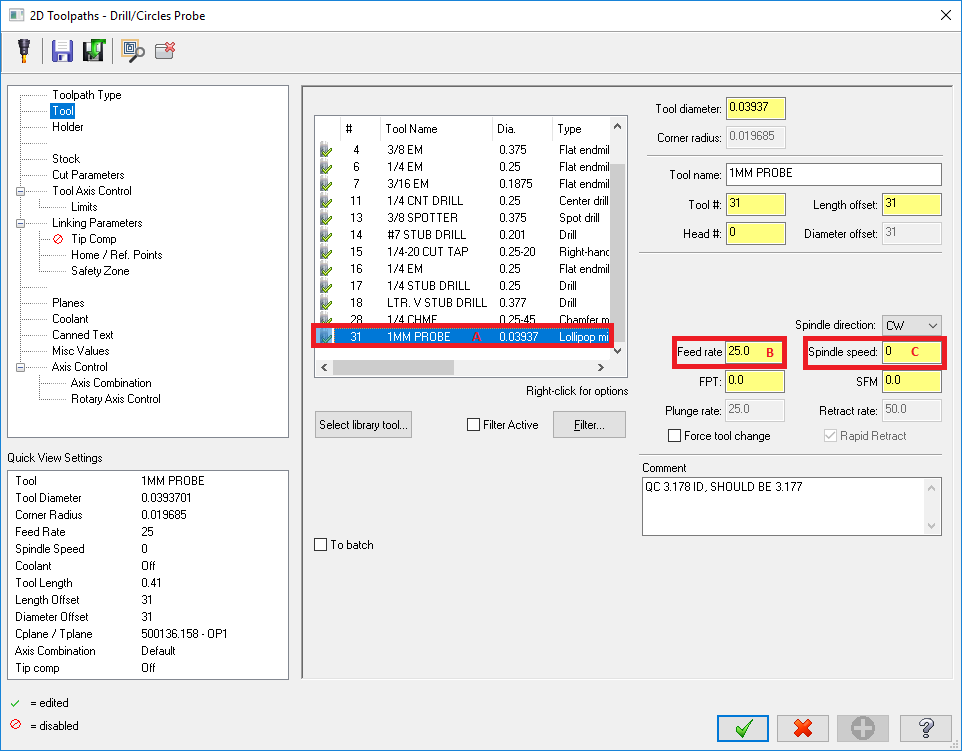
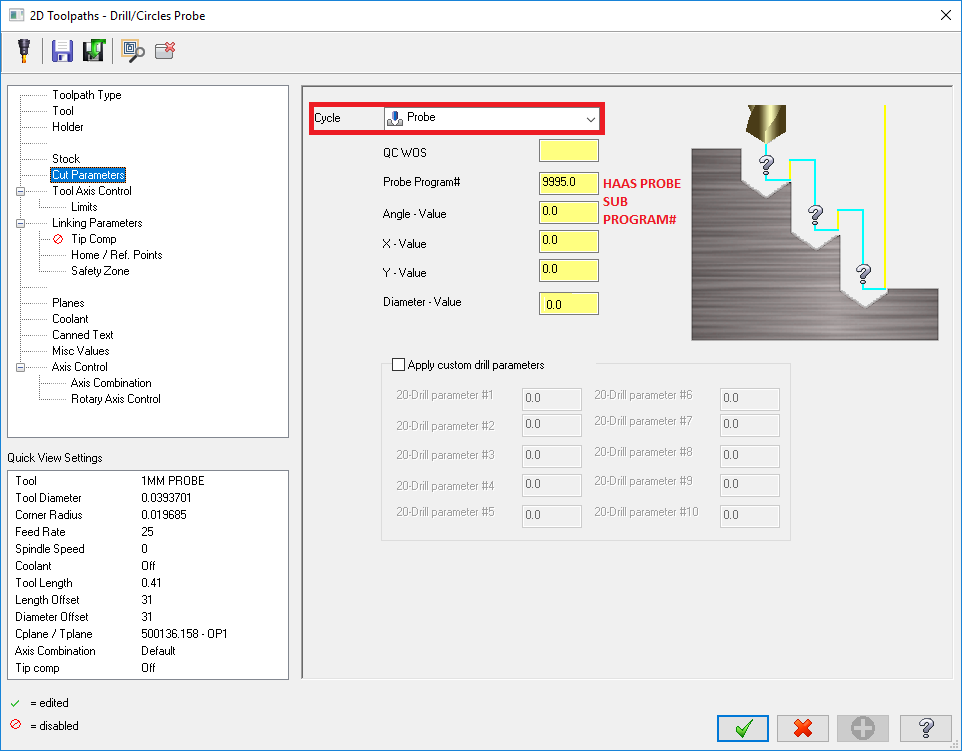
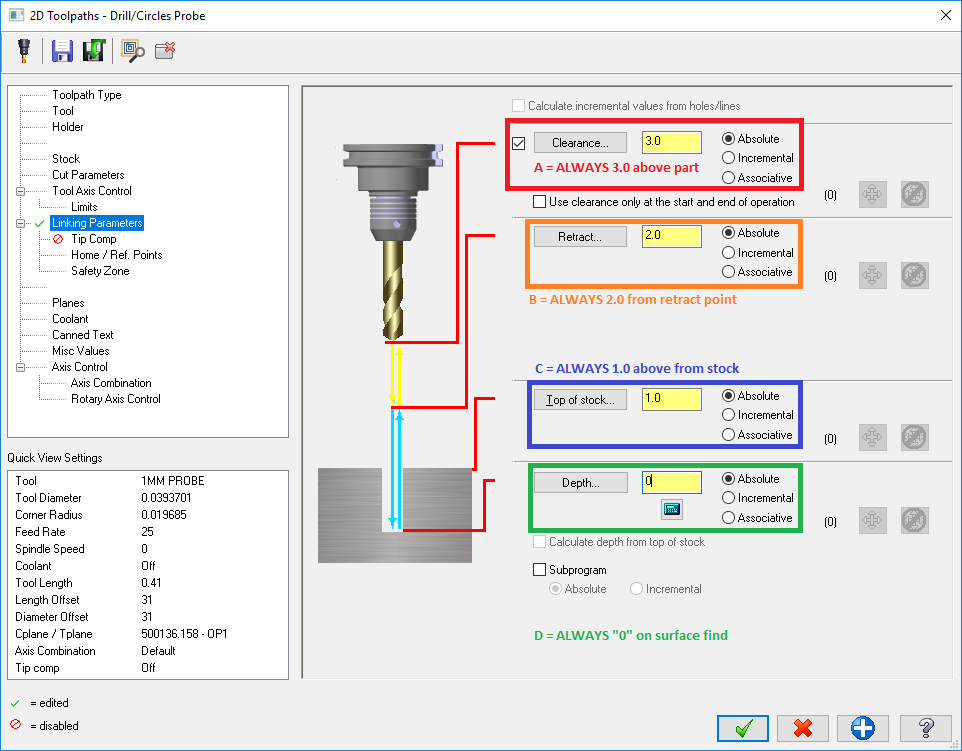
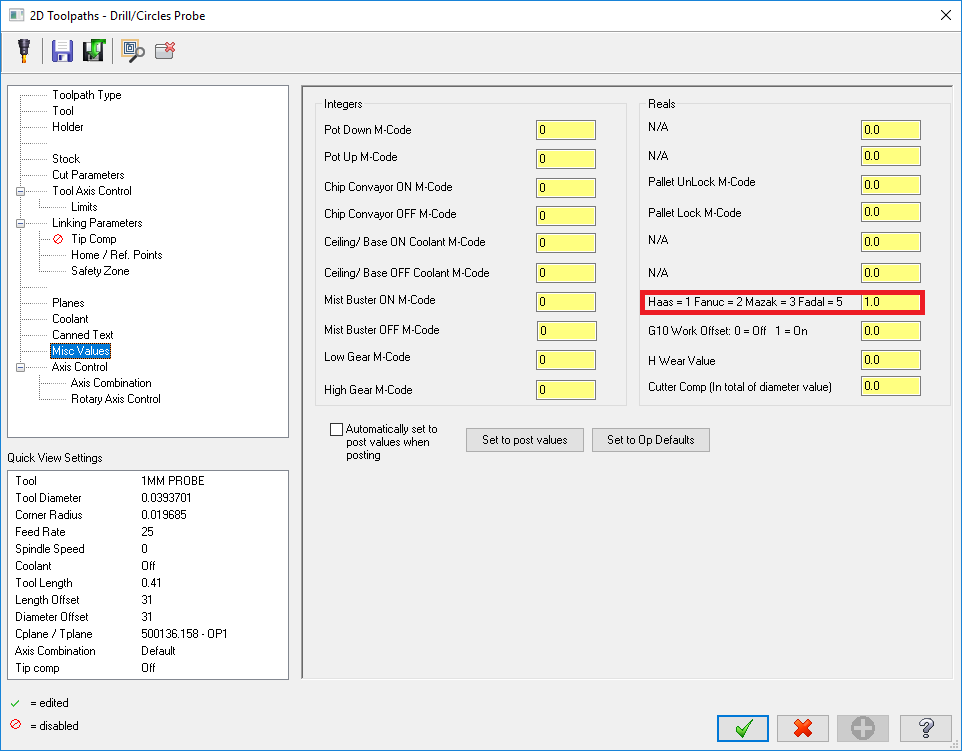
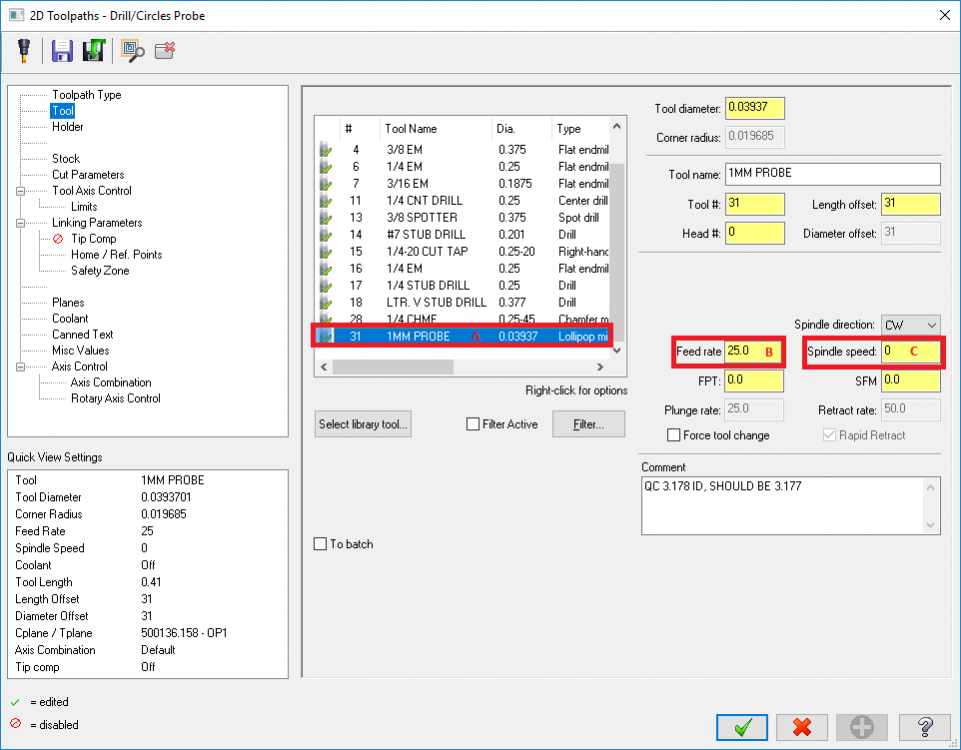
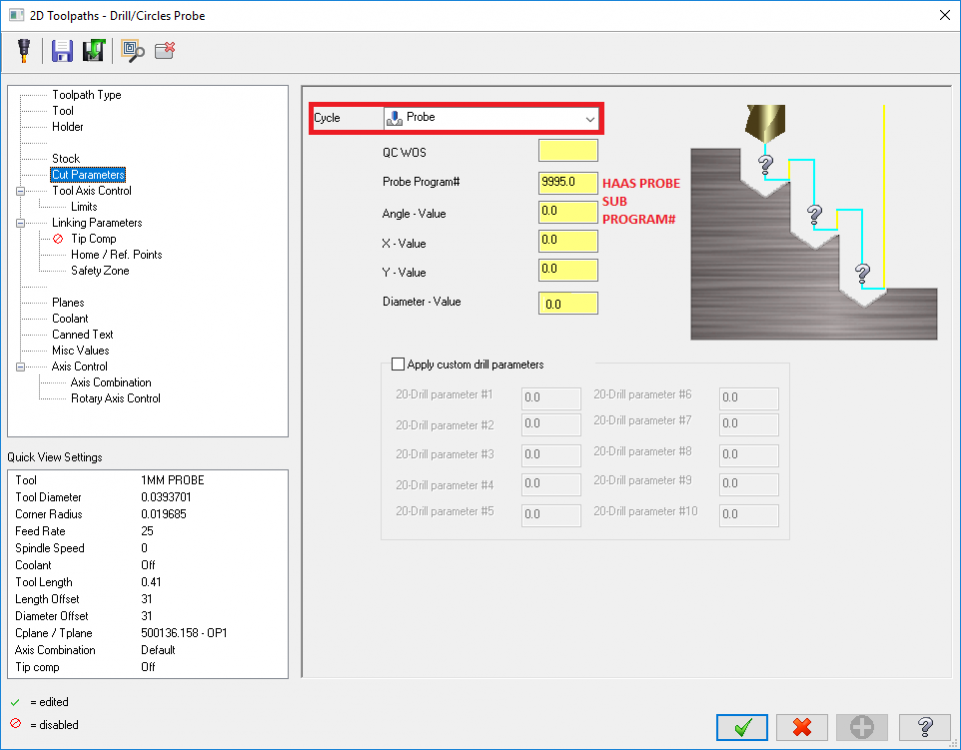
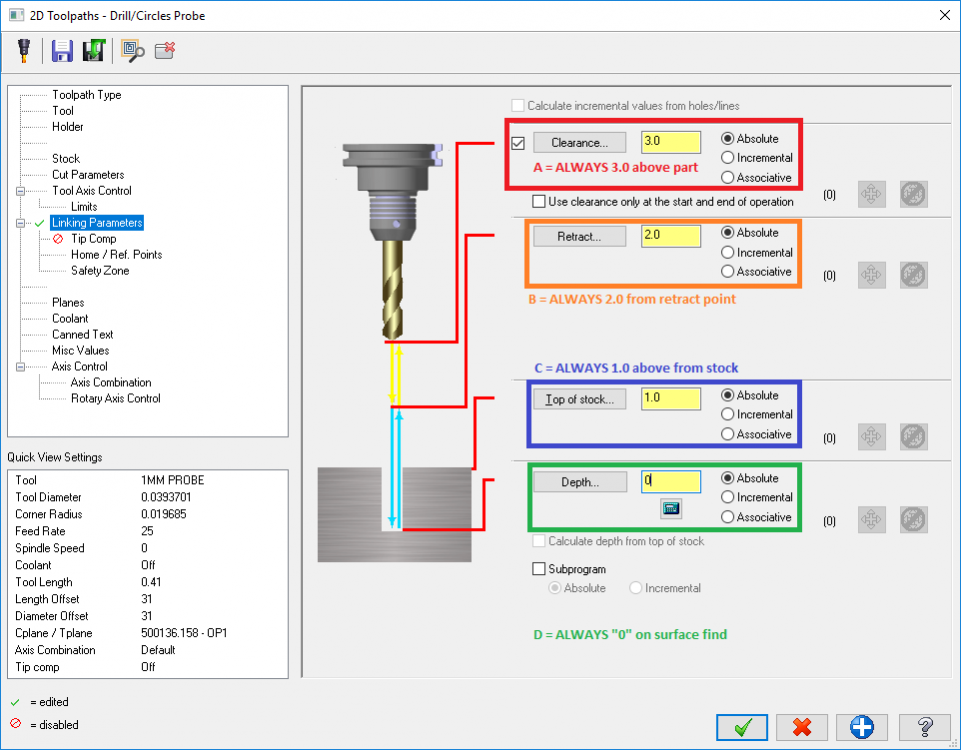
Hi Odessa, I would be the same code as I pasted. I am apologize for not sending the entire post since it is not allowed in this forum. I think from this portion of these codes, they would pretty much help you to get you going with the HAAS probe because I successfully made it and ran it more than 6 months already. PS: I am sorry that I have asked your email and not sending the codes thru your email since I got "warned" long time ago for given free .PST file to other members. S.Luong
-
Hello Jeff.D, I would like do to this as "M0" instead of "M01", is that possible? ==================== If previous OP_ID$ is MANUAL ENTRY DATA AS CODED, then output "M0" instead of "M01". Is that possible, Jeff.D? Thank you for sharing.
-
Good morning Old_Bear, I agree with you with certain points. I've been running a lot of machines and that is why I am writing a UNIVERSAL POST. I have worked with HAAS and FANUC closely to come up with a way that one post works for all. I know it is very confusion but... but..., but I also have ALARM MESSAGE. If people doing wrong it won't post, I haven't showing up in this forum for the alarm message yet since it it tool long but I think it is worth it to let the post double check my work, especially speaking of probings system. Best regards, S.Luong
-
Here it is... #Region pdrlcst$ # First hole pdrlcst$ # First hole if loop_var, [ pdrlcommonb #if depth$ < zero & refht$ < zero, #[ #prntdd = depth$ + abs(refht$) #Calculate total cutting depth #] #else, prntdd = depth$ + refht$ #Calculate total cutting depth #if prntdd <> min_depth, "(", no_spc$, *prntdd no_spc$, ")", e$ #prntdd= .XXXX) if drillcyc$ = 8, prigid_tap #Rigid Tap if drillcyc$ = 9, pdrlcst10 #Pitch Tap if drillcyc$ = 10, pdrlcst12 #Mazak Tap if drillcyc$ = 11, pdrlcst11 #Fadal Tap if drillcyc$ = 12, pGunDrill #Gun Drilling Mode if drillcyc$ = 13, PG1Drill #G1 Feed In/Out Drill Mode if drillcyc$ = 14, pAircraftDrill #Aircraft Drilling if drillcyc$ = 15, pOtherGunDrillMode # if drillcyc$ = 19, Probings pcom_movea ] #Region pdrlcst_2$ pdrlcst_2$ #Custom drill cycles 8 - 19, additional points (user option) if loop_var, [ #Use this postblock to customize drilling cycles 8 - 19 if drillcyc$ = 8, pdrill_2$ if drillcyc$ = 9, pAkiraSeiki #Mitsuibishi Tap Second Point if drillcyc$ = 10, PMazakTapCode if drillcyc$ = 11, pFadalTapCode if drillcyc$ = 12, pGunDrill if drillcyc$ = 13, PG1Drill if drillcyc$ = 14, pAircraftDrill if drillcyc$ = 15, pOtherGunDrillMode # if drillcyc$ = 19, Probings pcom_movea ] else, pncoutput_drl #Region Probings Probings #Z SURFACE FIND, A20., #"DRILL TOP OF STOCK: ", ~tosz$, e$ #"DRILL CLEARANCE: ", ~zdrl$, e$ #"DRILL CLEARANCE: ", ~initht$, e$ #"DRILL RETRACT: ", ~refht$, e$ #sDrillHalfClearance = zdrl$/2 [ if initht$ > 0 & refht$ > 0 & (tosz$ > operation_depth) & old_mr7 = 1, #HAAS Probe if drillcyc$ = 19 & peck2$ > 0 & peckclr$ = 0 & retr$ = 0 & dwell$ = 0 & shftdrl$ = 0, [ [ sDrillTopOfStock = tosz$ + depth$ + TipCompAmountProbe pbld, *refht$, no_spc$, "(Z SURFACE FIND)", e$ "G4 P5.(5S SAFETY STOP)", e$ #pbld, *sDrillTopOfStock, e$ pbld, "G1", *sDrillTopOfStock, *feed, e$ *tosz$, no_spc$, "(PROBE LIGHT MUST TURN ON)", e$ [ if OriginNumber > 0 & OriginNumber < 6, g_wcs = workofs$ + 54 + UserOrigin sHaasProbeWorkOffsetNumber = g_wcs ] sProbeProgramnumber = peck2$ if g_wcs = 54, sG10ProbeWorkOffsetNumber = 1 if g_wcs = 55, sG10ProbeWorkOffsetNumber = 2 if g_wcs = 56, sG10ProbeWorkOffsetNumber = 3 if g_wcs = 57, sG10ProbeWorkOffsetNumber = 4 if g_wcs = 58, sG10ProbeWorkOffsetNumber = 5 if g_wcs = 59, sG10ProbeWorkOffsetNumber = 6 if TipCompAmount > 0 & TipCompFeature = 1, sHaasProbeDepth = (depth$ + TipCompAmount) * (-1) if TipCompFeature = 0, sHaasProbeDepth = depth$ * (-1) if TipCompFeature = 1, sHaasProbeDepth = depth$ * (-1) - TipCompAmount sHaasProbeDepth = (operation_depth * (-1) - (tldia$/2)) - tosz$ TipCompAmountProbe = TipCompAmount * (-1) QCWorkOffSetNumber = peck1$ "G65", *sProbeProgramnumber, [if peck1$ > 0 & drillcyc$ = 19, *QCWorkOffSetNumber, else, *sHaasProbeWorkOffsetNumber], "A20.", *sHaasProbeDepth, e$ if TipCompFeature = 1, "G91 G10 L2", *sG10ProbeWorkOffsetNumber, no_spc$, "(", no_spc$, *g_wcs, no_spc$, ")", *TipCompAmountProbe, no_spc$, "(INCREMENTAL)", e$ "G0 G90", *initht$, e$ TipCompAmountProbe = TipCompAmount * (-1) * (-1) ] !old_mr7 ] #Rectagnle Block - A13. #"DRILL TOP OF STOCK: ", ~tosz$, e$ #"DRILL CLEARANCE: ", ~zdrl$, e$ #"DRILL CLEARANCE: ", ~initht$, e$ #"DRILL RETRACT: ", ~refht$, e$ #sDrillHalfClearance = zdrl$/2 if initht$ > 0 & refht$ > 0 & tosz$ > 0 & depth$ <> 0 & old_mr7 = 1, #HAAS Probe if drillcyc$ = 19 & peck2$ > 0 & peckclr$ = 0 & dwell$ > 0 & shftdrl$ = 0, [ if retr$ > 0 & dwell$ > 0 | (refht$ > 0 & retr$ > 0 & dwell$ > 0 | retr$ = dwell$), [ sDrillTopOfStock = tosz$ pbld, *refht$, no_spc$, "(RECTANGLE BLOCK)", e$ "G4 P5.(5S SAFETY STOP)", e$ pbld, "G1", *sDrillTopOfStock, *feed, "(PROBE LIGHT MUST TURN ON)", e$ [ if OriginNumber > 0 & OriginNumber < 6, g_wcs = workofs$ + 54 + UserOrigin sHaasProbeWorkOffsetNumber = g_wcs ] sProbeProgramnumber = peck2$ sXProbeValue = retr$ sYProbeValue = dwell$ if depth$ > 0, sHaasProbeDepth = tosz$ + depth$ if depth$ < 0, sHaasProbeDepth = (tosz$ * -1) + depth$ QCWorkOffSetNumber = peck1$ "G65", *sProbeProgramnumber, [if peck1$ > 0 & drillcyc$ = 19, *QCWorkOffSetNumber, else, *sHaasProbeWorkOffsetNumber], "A13.", *sXProbeValue, *sYProbeValue, *sHaasProbeDepth, e$ "G0 G90", *initht$, e$ "M0(COMPARE 10188 MACRO - PRINT VALUE)", e$ ] !old_mr7 ] #Rectangle Pocket - A12. sProbeDepth = tosz$ - operation_depth #"DRILL TOP OF STOCK: ", ~tosz$, e$ #"DRILL CLEARANCE: ", ~zdrl$, e$ #"DRILL CLEARANCE: ", ~initht$, e$ #"DRILL RETRACT: ", ~refht$, e$ #sDrillHalfClearance = zdrl$/2 if initht$ > 0 & refht$ > 0 & tosz$ = 0 & old_mr7 = 1, #HAAS Probe if drillcyc$ = 19 & peck2$ > 0, if peckclr$ = 0 & dwell$ > 0, shftdrl$ = 0 | (retr$ = 0 & dwell$ > 0 | retr$ = dwell$), [ if depth$ <> 0, [ sDrillTopOfStock = tosz$ sDrillHalfClearance = initht$ - 2 sProbeRectangularPocketDepth = (initht$/2) - depth$ "G65 P9832(PROBE ON)", e$ pbld, *refht$, no_spc$, "(RECTANGLE POCKET)", e$ pbld, "G1", *sDrillHalfClearance, *feed, no_spc$, "(SAFETY APPROACH)", e$ "G4 P5.(5S SAFETY STOP)", e$ pbld, "G1", *depth$, *feed, no_spc$, "(PROBE LIGHT MUST TURN ON)", e$ "G4 P5.(5S SAFETY STOP AGAIN)", e$ [ if OriginNumber > 0 & OriginNumber < 6, g_wcs = workofs$ + 54 + UserOrigin sHaasProbeWorkOffsetNumber = g_wcs ] sProbeProgramnumber = peck2$ sXProbeValue = retr$ sYProbeValue = dwell$ QCWorkOffSetNumber = peck1$ "G65", *sProbeProgramnumber, [if peck1$ > 0 & drillcyc$ = 19, *QCWorkOffSetNumber, else, *sHaasProbeWorkOffsetNumber], "A12.", *sXProbeValue, *sYProbeValue, e$ "G0 G90", *initht$, e$ "M0(COMPARE 10188 MACRO - PRINT VALUE)", e$ ] !old_mr7 ] #X Pocket - A15. #"DRILL TOP OF STOCK: ", ~tosz$, e$ #"DRILL CLEARANCE: ", ~zdrl$, e$ #"DRILL CLEARANCE: ", ~initht$, e$ #"DRILL RETRACT: ", ~refht$, e$ #sDrillHalfClearance = zdrl$/2 if initht$ > 0 & refht$ > 0 & tosz$ = 0 & depth$ <> 0 & drillcyc$ = 19 & peck2$ > 0 & old_mr7 = 1, #HAAS Probe if peckclr$ = 0 & dwell$ = 0 & shftdrl$ = 0, [ if retr$ > 0, [ sDrillTopOfStock = tosz$ "G65 P9832(PROBE ON)", e$ pbld, *refht$, no_spc$, "(X POCKET)", e$ "G4 P5.(5S SAFETY STOP)", e$ pbld, "G1", *depth$, *feed, e$ [ if OriginNumber > 0 & OriginNumber < 6, g_wcs = workofs$ + 54 + UserOrigin sHaasProbeWorkOffsetNumber = g_wcs ] sProbeProgramnumber = peck2$ sXProbeValue = retr$ sYProbeValue = dwell$ QCWorkOffSetNumber = peck1$ "G65", *sProbeProgramnumber, [if peck1$ > 0 & drillcyc$ = 19, *QCWorkOffSetNumber, else, *sHaasProbeWorkOffsetNumber], "A15.", *sXProbeValue, e$ "G0 G90", *initht$, e$ "M0(COMPARE 10188 MACRO - PRINT VALUE)", e$ ] !old_mr7 ] #Y Pocket - A17. #X Pocket - A15. #"DRILL TOP OF STOCK: ", ~tosz$, e$ #"DRILL CLEARANCE: ", ~zdrl$, e$ #"DRILL CLEARANCE: ", ~initht$, e$ #"DRILL RETRACT: ", ~refht$, e$ #sDrillHalfClearance = zdrl$/2 if initht$ > 0 & refht$ > 0 & tosz$ = 0 & depth$ <> 0 & drillcyc$ = 19 & peck2$ > 0 & old_mr7 = 1, #HAAS Probe if peckclr$ = 0 & retr$ = 0 & shftdrl$ = 0, [ if dwell$ > 0, [ sDrillTopOfStock = tosz$ pbld, *refht$, no_spc$, "(Y POCKET)", e$ "G4 P5.(5S SAFETY STOP)", e$ pbld, "G1", *depth$, *feed, e$ [ if OriginNumber > 0 & OriginNumber < 6, sHaasProbeWorkOffsetNumber = g_wcs + 1 else, sHaasProbeWorkOffsetNumber = g_wcs ] sProbeProgramnumber = peck2$ sXProbeValue = retr$ sYProbeValue = dwell$ QCWorkOffSetNumber = peck1$ "G65", *sProbeProgramnumber, [if peck1$ > 0 & drillcyc$ = 19, *QCWorkOffSetNumber, else, *sHaasProbeWorkOffsetNumber], "A17.", *sYProbeValue, e$ "G0 G90", *initht$, e$ "M0(COMPARE 10188 MACRO - PRINT VALUE)", e$ ] !old_mr7 ] #Web X Axis - A14. #"DRILL TOP OF STOCK: ", ~tosz$, e$ #"DRILL CLEARANCE: ", ~zdrl$, e$ #"DRILL CLEARANCE: ", ~initht$, e$ #"DRILL RETRACT: ", ~refht$, e$ #sDrillHalfClearance = zdrl$/2 if initht$ > 0 & refht$ > 0 & tosz$ > 0 & depth$ <> 0 & drillcyc$ = 19 & peck2$ > 0 & old_mr7 = 1, #HAAS Probe if peckclr$ = 0 & dwell$ = 0 & shftdrl$ = 0, [ if retr$ > 0 & tosz$ > 0, [ sDrillTopOfStock = tosz$ pbld, *refht$, no_spc$, "(WEB X-AXIS)", e$ "G4 P5.(5S SAFETY STOP)", e$ pbld, "G1", *sDrillTopOfStock, *feed, e$ [ if OriginNumber > 0 & OriginNumber < 6, g_wcs = workofs$ + 54 + UserOrigin sHaasProbeWorkOffsetNumber = g_wcs ] sProbeProgramnumber = peck2$ sXProbeValue = retr$ sYProbeValue = dwell$ if depth$ < 0, sHaasProbeDepth = (tosz$ + depth$) if depth$ > 0, sHaasProbeDepth = (tosz$ - depth$) QCWorkOffSetNumber = peck1$ "G65", *sProbeProgramnumber, [if peck1$ > 0 & drillcyc$ = 19, *QCWorkOffSetNumber, else, *sHaasProbeWorkOffsetNumber], "A14.", *sXProbeValue, sHaasProbeDepth, e$ "G0 G90", *initht$, e$ "M0(COMPARE 10188 MACRO - PRINT VALUE)", e$ ] !old_mr7 ] #Web Y Axis - A16. #"DRILL TOP OF STOCK: ", ~tosz$, e$ #"DRILL CLEARANCE: ", ~zdrl$, e$ #"DRILL CLEARANCE: ", ~initht$, e$ #"DRILL RETRACT: ", ~refht$, e$ #sDrillHalfClearance = zdrl$/2 if initht$ > 0 & refht$ > 0 & tosz$ > 0 & depth$ <> 0 & drillcyc$ = 19 & peck2$ > 0 & old_mr7 = 1, if peckclr$ = 0 & retr$ = 0 & shftdrl$ = 0, [ if dwell$ > 0 & tosz$ > 0 & old_mr7 = 1, #HAAS Probe [ sDrillTopOfStock = tosz$ pbld, *refht$, no_spc$, "(WEB Y-AXIS)", e$ "G4 P5.(5S SAFETY STOP)", e$ pbld, "G1", *sDrillTopOfStock, *feed, e$ [ if OriginNumber > 0 & OriginNumber < 6, g_wcs = workofs$ + 54 + UserOrigin sHaasProbeWorkOffsetNumber = g_wcs ] sProbeProgramnumber = peck2$ sXProbeValue = retr$ sYProbeValue = dwell$ if depth$ > 0, sHaasProbeDepth = tosz$ - depth$ if depth$ < 0, sHaasProbeDepth = (tosz$ + depth$) * -1 QCWorkOffSetNumber = peck1$ "G65", *sProbeProgramnumber, [if peck1$ > 0 & drillcyc$ = 19, *QCWorkOffSetNumber, else, *sHaasProbeWorkOffsetNumber], "A16.", *sYProbeValue, sHaasProbeDepth, e$ "G0 G90", *initht$, e$ "M0(COMPARE 10188 MACRO - PRINT VALUE)", e$ ] !old_mr7 ] #Bore - A10. #"DRILL TOP OF STOCK: ", ~tosz$, e$ #"DRILL CLEARANCE: ", ~zdrl$, e$ #"DRILL CLEARANCE: ", ~initht$, e$ #"DRILL RETRACT: ", ~refht$, e$ #sDrillHalfClearance = zdrl$/2 if initht$ > 0 & refht$ > 0 & (tosz$ = depth$ |tosz$ < depth$) & old_mr7 = 1, if drillcyc$ = 19 & peck2$ > 0 & peckclr$ = 0 & retr$ = 0 & dwell$ = 0, [ if shftdrl$ > 0, [ sDrillTopOfStock = tosz$ sDrillHalfClearance = initht$/2 "G65 P9832(PROBE ON)", e$ pbld, *refht$, no_spc$, "(BORE)", e$ "G4 P5.(5S SAFETY STOP)", e$ pbld, "G1", *depth$, *feed, e$ [ if OriginNumber > 0 & OriginNumber < 6, g_wcs = workofs$ + 54 + UserOrigin sHaasProbeWorkOffsetNumber = g_wcs ] sProbeProgramnumber = peck2$ sXProbeValue = retr$ sYProbeValue = dwell$ sProbeDiameterValue = shftdrl$ QCWorkOffSetNumber = peck1$ "G65", *sProbeProgramnumber, [if peck1$ > 0 & drillcyc$ = 19, *QCWorkOffSetNumber, else, *sHaasProbeWorkOffsetNumber], "A10.", *sProbeDiameterValue, e$ "G0 G90", *initht$, e$ "M0(COMPARE 10188 MACRO - PRINT VALUE)", e$ ] !old_mr7 ] #Boss - A11. #"DRILL TOP OF STOCK: ", ~tosz$, e$ #"DRILL CLEARANCE: ", ~zdrl$, e$ #"DRILL CLEARANCE: ", ~initht$, e$ #"DRILL RETRACT: ", ~refht$, e$ #sDrillHalfClearance = zdrl$/2 if initht$ > 0 & refht$ > 0 & tosz$ > depth$ & old_mr7 = 1, #HAAS Probe if drillcyc$ = 19 & peck2$ > 0 & peckclr$ = 0 & retr$ = 0 & dwell$ = 0, [ if shftdrl$ > 0, [ pbld, *refht$, no_spc$, "(BOSS)", e$ "G4 P5.(5S SAFETY STOP)", e$ pbld, "G1", *tosz$, *feed, e$ [ if OriginNumber > 0 & OriginNumber < 6, g_wcs = workofs$ + 54 + UserOrigin sHaasProbeWorkOffsetNumber = g_wcs ] sProbeProgramnumber = peck2$ sXProbeValue = retr$ sYProbeValue = dwell$ sProbeDiameterValue = shftdrl$ if depth$ < 0, sHaasProbeBossDepth = ((tosz$*-1) + depth$) if depth$ > 0, sHaasProbeBossDepth = (tosz$ - depth$)*-1 sDrillTopOfStock = tosz$ QCWorkOffSetNumber = peck1$ "G65", *sProbeProgramnumber, [if peck1$ > 0 & drillcyc$ = 19, *QCWorkOffSetNumber, else, *sHaasProbeWorkOffsetNumber], "A11.", *sProbeDiameterValue, *sHaasProbeBossDepth, e$ "G0 G90", *initht$, e$ "M0(COMPARE 10188 MACRO - PRINT VALUE)", e$ ] ] !old_mr7 ] pdrlcommonb pbld, pdrlxy, e$ pcom_movea #EndRegion Probings # -------------------------------------------------------------------------- # Start of File and Toolchange Setup # -------------------------------------------------------------------------- psof0$ #Start of file for tool zero psof$ old_tloffno : 0 old_mr7 : 0 old_mr9 : 0 old_mr10 : 0 pmisc_to_old # old_tloffno = tloffno$ old_mr7 = mr7$ old_mr9 = mr9$ old_mr10 = mr10$ g10tl_len = mr9$ g10tl_dia = mr10$ pdump$ # #"pdump$", ~prmcode$, ~sparameter$, e$
-
What is your email? I will send you the codes
-
Do you have HAAS or FANUC? I just completed the ENTIRE probing in the drill cycle$ 19, let me know. I will paste my codes for you. I have HAAS and FANUC.