PcRobotic
-
Posts
913 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by PcRobotic
-
DYNAMIC MILLING ENTRY POINT
PcRobotic replied to PcRobotic's topic in Post Processor Development Forum
Does the circle has to be bigger than tool 2x time? What is the rule of thumb? Thank you for your answer. -
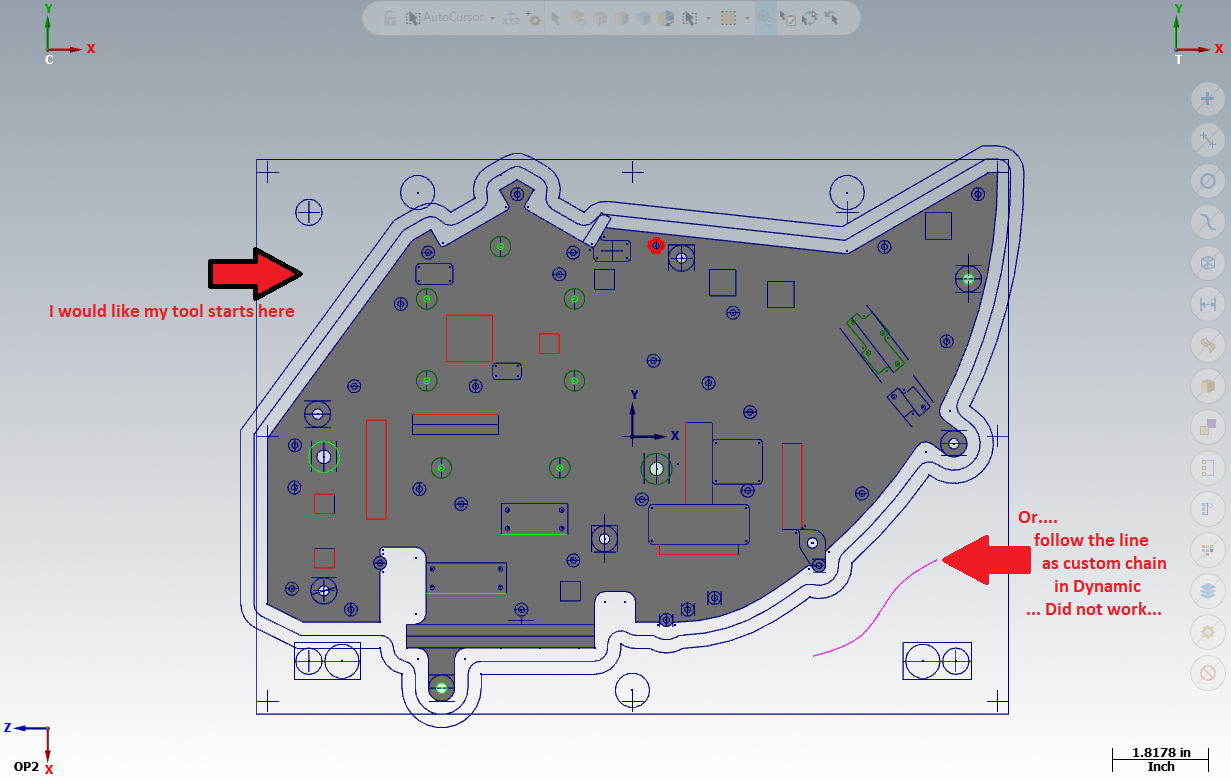
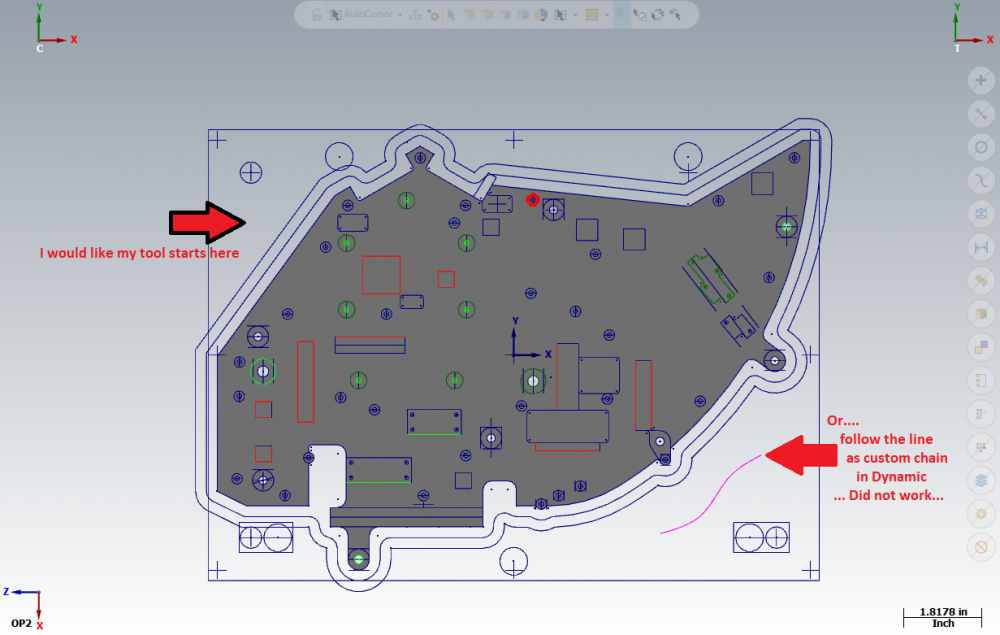
Hello everyone, I've been asking this question quite a few times but did not get the right answer from the dealer... I like Dynamic, Area Millings but I would like to control the ENTRY POINT so my tool won't plunge into the material. Is there any trick to learn the material for the DYNAMIC MILLING and AREA MILLING....? PS: See image below. Thanks.
-
Slash in the tool change line
PcRobotic replied to hlibhlib's topic in Post Processor Development Forum
I think this may help you. N5(OPERATION COMMENT HERE) G0 G17 G40 G49 G80 G90 G91 G28 Z0. T6 M6(TOOL DESCRIPTION HERE) /G28 Y0. M8 (TURN ON BLOCK DELETE FOR NOT MOVING Y AND COOLANT TURNS OFF WHEN SETUP MODE) G0 G90 G54 X0 Y0 S7500 M3 G43 H6 Z1. (YOUR CUT BEGINS HERE) G0 Z1. M9 G91 G28 Z0. M5 /G28 Y0. (TURN ON BLOCK DELETE FOR NOT MOVING Y) -
Good morning Jeff.D, Thank you for your valuable time to help me with this BUFFER. After 3 weeks, 2 hours a day and I have came up with this result (please see below). I think I am 90% completion and I am having 1 more issue. It is the tools list truncated the last tool, I guess my knowledge of writing post is very limited and I hope that guys can point out that I have been blinding. Best regards, S.Luong ======================= G-Codes ======================== % O2531(000-561-6253-002 - OP1.NC) (SOURCE = 000-561-6253-002.MCAM) (VERTICAL INDEX) (PART NAME= SQUARE BLOCK) (UNPROVEN SOURCE FILE) (*) (POSTED ON FEB.15.2019 AT 10*26AM) (POSTED BY= PCROBOTIC\ADMIN) (ALUM 6061-T6, BAR STOCK= X.63 Y2.00 Z3.30) (VERTICAL INDEX) (*) (TOOLS LIST, OP1 = 6 TOOLS) (T1= 2.0000, 2" SHM 90DEG * STO= .015) ======================> This is correct (T2= .5000, 1/2 EM * STO= -.515)======================> This is correct (T3= .5000, 1/2 SPOTTER * STO= -.2056)======================> This is correct (T4= .2810, LTR. K STUB DRILL * STO= -.7044)======================> This is correct (T5= .4063, 13/32 STUB DRILL * STO= -.742)======================> This is correct (T6 = .5000, 1/2 BULL EM * STO= ......) =======> MISSING THIS TOOL (DEPTH IS NOW SHOWN.....) (*) (WORK OFFSET LIST) (G54) (XY0= CENTER) (Z0 = TOP OF STOCK) ( Z-.015 MINIMAL CLEAN UP) (*) N1(2.0000,2" SHM 90DEG, FIN, CB,) G0 G17 G40 G49 G80 G90 G91 G28 Z0 M19(Z STK= .015) /G28 Y0.(TOOLPATH ZCLEARANCE= .05 MIN.) T1 M6(2D TOOLPATHS - FACING, CUT#1) G90 G54 S4500 M3(1.5 MAX., 75PERC STPOVR) X-3.85 Y.4999 T2(NEXT TOOL) G43 H1 Z1.(DOC1= Z.015, .015DP) ======================> This is correct M8 G17(XY PLANE) G90 Z.0775 G1 Z.015 F100. X2.85 Y-.4999 X-3.85 G0 Z1. M9 G91 G28 Z0. /G28 Y0. M5 G0 G90 G54 X0. M1 (*) N2(.5000,1/2 EM, U, CB, 1.00STO) G0 G17 G40 G49 G80 G90 G91 G28 Z0 M19(XY STK= .015) /G28 Y0.(DYNAMIC MILL) T2 M6(ROUGH OUT PROFILE, CUT#2) G90 G54 S7500 M3(.075 STOVR, 15.PERC TDIA.) X-1.7969 Y-1.2651 T3(NEXT TOOL) G43 H2 Z1.(DOC1= Z-.515, .015DP, .015 THRU) ======================> This is correct M8 G17(XY PLANE) G90 Z.0625 G1 Z-.505 F200. X-1.8121 Y-1.2262 Z-.5097 G3 X-1.8374 Y-1.1874 Z-.515 I-.1049 J-.0408 (CUTTING....) G3 X1.7629 Y-1.0412 Z-.5097 I.1109 J-.0191 G1 X1.773 Y-1.0818 Z-.505 G0 Z1. M9(PROGRAM JUMPS HERE) (*) N202(.5000,1/2 EM, U, CB, 1.00STO) (ROUGH OUT .150 CHAMFER, CUT#3) G0 G17(XY PLANE) G90 G54 S7500 M3 X-2. Y-1.205(3D XYZ STK= .025) G43 H2 Z1.(DOC2= Z-.1196, .015DP)======================> This is correct M8 Z.0931 G1 Z.015 F200. (CUTTING...) X-1.5 X1.5 X2. G0 Z-.0571 Z1. M9 G91 G28 Z0. /G28 Y0. M5 G0 G90 G54 X0. M1 (*) N3(.5000, 1/2 SPOTTER, HSS, 1.00STO) G0 G17 G40 G49 G80 G90 G91 G28 Z0 M19 /G28 Y0. T3 M6(SPOT 2X, CUT#4) G90 G54 S3500 M3 X-.9 Y.65 T4(NEXT TOOL) G43 H3 Z1.(DOC1= Z-.1425, .015DP)======================> This is correct M8 G17(XY PLANE) G90 Z.125 (2X SPOTS, .285'CSINK SIZE) G99 G81 Z-.1425 R.125 F5. X.9 G80 Z1. M9(PROGRAM JUMPS HERE) (*) N302(.5000, 1/2 SPOTTER, HSS, 1.00STO) (SPOT 2X, CUT#5) G0 G17(XY PLANE) G90 G54 S3500 M3 X-.979 Y-.414 G43 H3 Z1.(DOC2= Z-.2056, .015DP)======================> This is correct M8 Z.125 (2X SPOTS, .4112'CSINK SIZE) G99 G81 Z-.2056 R.125 F5. X.987 Y-.352 G80 Z1. M9 G91 G28 Z0. /G28 Y0. M5 G0 G90 G54 X0. M1 (*) N4(.2810, LTR. K STUB DRILL, HSS, 1.75STO) G0 G17 G40 G49 G80 G90 G91 G28 Z0 M19 /G28 Y0. T4 M6(DRILL 2X .281 +.006 - .001, CUT#6) G90 G54 S6600 M3 X-.9 Y.65 T5(NEXT TOOL) G43 H4 Z1.(DOC1= Z-.7044, .015DP)======================> This is correct M8 G17(XY PLANE) G90 Z.125 (2X DRILL HOLES) (8 PECKS, W.0944 THRU, -.7044 PIN DEPTH) G99 G83 Z-.7044 R.125 Q.0937 F25. X.9 G80 Z1. M9 G91 G28 Z0. /G28 Y0. M5 G0 G90 G54 X0. M1 (*) N5(.4063, 13/32 STUB DRILL, HSS, 2.25STO) G0 G17 G40 G49 G80 G90 G91 G28 Z0 M19 /G28 Y0. T5 M6(DRILL .407 +.006 - .001, CUT#7) G90 G54 S4568 M3 X-.979 Y-.414 T1(NEXT TOOL) G43 H5 Z1.(DOC1= Z-.742, .015DP)======================> This is correct M8 G17(XY PLANE) G90 Z.125 (2X DRILL HOLES) (6 PECKS, W.1321 THRU, -.7421 PIN DEPTH) G99 G83 Z-.742 R.125 Q.1357 F25. X.987 Y-.352 G80 Z1. M9 G91 G28 Z0. /G28 Y0. M5 G0 G90 G54 X0. M1 (*) N102(2.0000,2" SHM 90DEG, FIN, CB,) G0 G17 G40 G49 G80 G90 G91 G28 Z0 M19 /G28 Y0.(TOOLPATH ZCLEARANCE= .06 MIN.) T1 M6(FINISH TOP SURFACE, CUT#8) G90 G54 S4500 M3(1.5 MAX., 75PERC STPOVR) X-3.85 Y.4999 T2(NEXT TOOL) G43 H1 Z1.(DOC1= Z0., .015DP, .015 THRU)======================> This is correct M8 G17(XY PLANE) G90 Z.0775 G1 Z0. F100. X2.85 Y-.4999 X-3.85 G0 Z1. M9 G91 G28 Z0. /G28 Y0. M5 G0 G90 G54 X0. M1 (*) N203(.5000,1/2 EM, U, CB, 1.00STO) G0 G17 G40 G49 G80 G90 G91 G28 Z0 M19(1X, RMULTI-PASS, .015) (1X, FINISH MULTI-PASS, .005) /G28 Y0. T2 M6(FINISH PROFILE, CUT#9) G90 G54 S7500 M3 X2.005 Y.0025 T6(NEXT TOOL) G43(D2)H2 Z1.(DOC1= Z-.515, .015DP, .015 THRU)======================> This is correct M8 G17(XY PLANE) G90 Z.0625 G1 Z-.515 F50. G41 D2 X1.8282 Y.1793 (CUTTING...) G1 G40 X2. Y-.1225 F25. G0 Z1. M9 G91 G28 Z0. /G28 Y0. M5 G0 G90 G54 X0. M1 (*) N6(.5000,1/2 BULL EM, .030RAD, RG, CB, 1.25STO) G0 G17 G40 G49 G80 G90(.001 3D MAX STOVR) (3D MAX STOVR) G91 G28 Z0 M19 /G28 Y0.(TOOLPATH ZCLEARANCE= .06 MIN.) T6 M6(FINISH 3D CHAMFER, CUT#10) G90 G54 S7500 M3 X-2. Y-1.1904 M8 T1(NEXT TOOL) G43 H6 Z1.(DOC1= Z-.515, .015DP) ================== Depth of Cut is also wrong, it should be Z-.157 G17(XY PLANE) G90 Z-.0955 G1 Z-.158 F100. X-1.5 X1.5 X2. X2.0007 Y-1.1898 Z-.1573 X-1.5 Y-1.1894 Z-.157 (CUTTING...) X-1.5 Y-1.0424 Z-.01 X-2. X-2.0006 Y-1.0422 Z-.0097 X-2. Y-1.0414 Z-.009 X2. G0 Z.0535 Z1. M9 G91 G28 Z0. /G28 Y0. M5 G0 G90 G54 X0. M1 T1 M6(FIRST PROGRAMMED TOOL) M30 %(19,561 CHARACTERS = 19.62KB) =================================== Defined======================================== # -------------------------------------------------------------------------- # General Output Settings # -------------------------------------------------------------------------- X_limits : no$ # Output the X axis limits Y_limits : no$ # Output the Y axis limits Z_limits : yes$ # Output the Z axis limits toolable_XYZ : yes$ # Output Axis limit comments in tooltable? toolchange_XYZ : yes$ # Output Axis limit comments at toolchanges? overall_XYZ : yes$ # Output Axis limit values for the 'entire program' #Region Define Number Constants #Define Number Constants m_one : -1 #Define constant zero : 0 #Define constant one : 1 #Define constant two : 2 #Define constant three : 3 #Define constant four : 4 #Define constant five : 5 #Define constant six : 6 #Define constant seven : 7 #Define constant eight : 8 #Define constant nine : 9 #Define constant c9k : 9999 #Define constantbug4$ : -1 #Debug output with the tilde '~'. #A value greater the zero applies the variable formatting with #debug output (default is typically FS 1 but not a guarantee). #A value of zero gets the value directly with NO formatting. m_c9k : -99999 #Define constant #Region Customed Misc Strings # -------------------------------------------------------------------------- # Customed Misc strings # -------------------------------------------------------------------------- sdlm : " - " sopn : "(" scls : ")" stoollib : "" scurop : "" sunit : "" #Region Buffer 4 # -------------------------------------------------------------------------- # Buffer definition (for Max/Min X,Y,Z storage) # -------------------------------------------------------------------------- rc4 : 2 #Buffer 4 READ pointer (YES, '2' is correct for this case!) wc4 : 1 #Buffer 4 WRITE pointer size4 : 0 #To hold 'size' of Buffer 4 b4_gcode : 0 #Stored in Buffer #4 b4_tcode : 0 # " b4_xmax : 0 # " b4_xmin : 0 # " b4_ymax : 0 # " b4_ymin : 0 # " b4_zmax : 0 # " b4_zmin : 0 # " fbuf 4 0 8 0 0 #Declare Buffer1 to hold Min/Max X,Y,Z axis info. #EndRegion Buffer 4 #EndRegion Buffer 4 #Region Common user-defined variable initializations (not switches!) # -------------------------------------------------------------------------- # Common User-defined Variable Initializations (not switches!) # -------------------------------------------------------------------------- sav_rc4 : 0 # -------------------------------------------------------------------------- # Toolchange / NC output Variable Formats # -------------------------------------------------------------------------- fmt 2 max_Xpos fmt 2 min_Xpos fmt 2 max_Ypos fmt 2 min_Ypos fmt 2 max_Zpos fmt 2 min_Zpos #Region Start of file # -------------------------------------------------------------------------- # Start of File and Toolchange Setup # -------------------------------------------------------------------------- psof0$ #Start of file for tool zero psof$ psof$ #Start of file for non-zero tool number pwritbuf4 pwritbuf5 #Region Tool change common blocks ptlchg_com #Tool change common blocks if output_z = yes$, preadbuf5 if (opcode$ > 0 & opcode$ < 16) | opcode$ = 19, scomm_str, no_spc$, "DOC1=", *min_depth, no_spc$, [if acd <> 0, *acd], # First DOC #Region Null tool change ptlchg0$ #Call from NCI null tool change (tool number repeats) if retractflg = 0, spaces$ = 0, no_spc$, scomm_str, "DOC2= ", *min_depth, # Second DOC #Region pwrtt$ # -------------------------------------------------------------------------- # Tooltable Output # -------------------------------------------------------------------------- pwrtt$ # Write tool table, scans entire file, null tools are negative pwritbuf4 # Save X,Y,Z axis limit data pgettooltable # Write tool table, scans entire file, null tools are negative if opcode$ = 3, !nextdc$, !sdrnote, scurop = sdrnote else, !opcode$, !sopnote, scurop = sopnote if met_tool$, sunit = " MM" else, sunit = no2asc(34) if tcr$ > 0, stoollib = sopn + "T" + no2str(t$) + "= " + no2str(tldia$) + ", " + strtool$ + sdlm + "R" + no2str(tcr$) else, stoollib = sopn + "T" + no2str(t$) + "= " + no2str(tldia$) + ", " + strtool$ # + "H" + no2str(tloffno$) # -------------------------------------------------------------------------- # Buffer 4 Read / Write Routines # -------------------------------------------------------------------------- pinit #Initialize the limit checking variables max_Xpos = m_c9k #Initialize min_Xpos = c9k # " max_Ypos = m_c9k # " min_Ypos = c9k # " max_Zpos = m_c9k # " min_Zpos = c9k # " plimits # Check for NEW X,Y,Z limits if b4_xmax > max_Xpos, max_Xpos = b4_xmax if b4_xmin < min_Xpos, min_Xpos = b4_xmin if b4_ymax > max_Ypos, max_Ypos = b4_ymax if b4_ymin < min_Ypos, min_Ypos = b4_ymin if b4_zmax > max_Zpos, max_Zpos = b4_zmax if b4_zmin < min_Zpos, min_Zpos = b4_zmin preadbuf4t # Read Buffer 5 (at the toolchanges for X,Y,Z limits) pinit #Initialize the limit checking variables b4_gcode = rbuf(4, rc4) #Read a record from the Buffer plimits #Check for NEW limits # Need this loop to scan thru possible NULL tlchgs while (b4_gcode = 1000), #Find the next NON-NULL toolchange [ b4_gcode = rbuf(4, rc4) #Read the next record from the Buffer plimits #Check for NEW limits ] preadbuf4e # Read Buffer 5 (for Program X,Y,Z limits) pinit #Initialize the limit checking variables size4 = rbuf(4, 0) #Get the size of the Buffer rc5 = two #Reset read pointer (SKIP 1st record!) while rc4 <= size4, #Loop thru entire program [ b4_gcode = rbuf(4, rc4) #Read a record from the Buffer plimits #Check for NEW limits ] rc4 = two #Reset read pointer (SKIP 1st record!) pMaxMin # Output Max/Min X,Y, Z coordinates if X_limits = yes$, # Output MAX/MIN positions in the X axis "(", "Max_X = ", *max_Xpos, " Min_X = ", *min_Xpos, ")", e$ if Y_limits = yes$, # Output MAX/MIN positions in the Y axis "(", "Max_Y = ", *max_Ypos, " Min_Y = ", *min_Ypos, ")", e$ if Z_limits = yes$, # Output MAX/MIN positions in the Z axis [ "(", "OVERALL MAX Z = ", *max_Zpos, ")", e$ "(", "OVERALL MIN Z = ", *min_Zpos, ")", e$ ] pMaxMin_str # Output Max/Min X,Y, Z coordinates stoollib, [if Z_limits = yes$, " * ", "STO= ", *min_Zpos], scls, e$ #Region ptooltable ptooltable # Write tool table, scans entire file, null tools are negative tnote = t$ toffnote = tloffno$ tlngnote = tlngno$ spaces$=0 if t$ >= zero | gcode$ = 1003, [ # *ADDED* for XYZ limit output "in the ToolTable" if (toolable_XYZ = yes$) & (gcode$ <> 1001), [ preadbuf4t #Read the data from the Buffer 4 # pMaxMin #Output Max/Min X,Y,Z coords during this tool operation pMaxMin_str ] if gcode$ <> 1003, # '1003' = end of program pgettooltable ] spaces$=sav_spc #Region pwritbuf4 # -------------------------------------------------------------------------- # Buffer 4 Read / Write Routines # -------------------------------------------------------------------------- pwritbuf4 # Write Buffer 4 b4_gcode = gcode$ if gcode$ = 1002 & op_id$ = prv_op_id$, b4_gcode = 1003 #Added (4/22/03) !op_id$ #Added (4/22/03) b4_xmax = x_max$ b4_xmin = x_min$ b4_ymax = y_max$ b4_ymin = y_min$ b4_zmax = z_max$ b4_zmin = z_min$ b4_gcode = wbuf(4, wc4) # Write the record if wc4 = 2, [ wc4 = 1 b4_gcode = wbuf(4, wc4) ] #EndRegion pwritbuf4 #Region preadbuf5 preadbuf5 # Read Buffer 5 size5 = rbuf(5,0) b5_gcode = 1001 min_depth = 99999 max_depth = -99999 while rc5 <= size5 & b5_gcode = 1001, [ if rc5 <= size5, b5_gcode = rbuf(5,rc5) if b5_zmin < min_depth, min_depth = b5_zmin if b5_zmax > max_depth, max_depth = b5_zmax ] #EndRegion preadbuf5
-
Good morning Alfred, I have seen Buffer 7 but not called out yet, may I see the BUFFER 7 how it was defined? Thank you.
-
I got BIG help from Mick, thank you for your support.
-
Good morning Colin, I was lucky that someone has very similar post of which I am begging for and after I looked into the post with some modifications I am surely that you are right. This post have modified entirely with the PTOOLTABLE with a replacement one. One of the question is, it has DUPLICATION of tooling if inside the program has repeat tools. Would you please point out what should I fix to make it better? Thank you for your time, S.Luong ============================== G-CODE ============================ % O3001(21973001 REVA - OP1.NC) (KOVAR, BAR STOCK= L6. W.75 H.025) (NOTE= WE NEED 200PCS!!!) (21973001 REVA - OP1) (POSTED ON = JAN.29.2019 AT 08:35) (*) (G54 = OP1) (XY0= CENTER; Z0 = TOP OF STOCK) (*) (TOOLS LIST, OP1 = 6 TOOLS) (T1= .0313,#00 CNT DRILL | DOC= -.015) =====================> GOOD DEEPEST DEPTH INFO (T2= .0625,1/16 STUB DRILL | DOC= -.015) =====================> GOOD DEEPEST DEPTH INFO (T6= .081,#46 STUB DRILL | DOC= -.0588) =====================> GOOD DEEPEST DEPTH INFO (T3= .1875,3/16 BULL EM | DOC= -.0643) =====================> GOOD DEEPEST DEPTH INFO (T4= .1875,3/16 EM | DOC= -.004) =====================> GOOD DEEPEST DEPTH INFO (T5= .0612,1/16 EM | DOC= -.004) =====================> GOOD DEEPEST DEPTH INFO ======TOOLS DUPLICATE BELOW, WRONG DEEPEST DEPTH INFO, NOT NEEDED======== (T1= .0313,#00 CNT DRILL | DOC= -.004) =====================> WRONG DEEPEST DEPTH INFO (T2= .0625,1/16 STUB DRILL | DOC= -.004) =====================> WRONG DEEPEST DEPTH INFO (T6= .081,#46 STUB DRILL | DOC= -.009) =====================> WRONG DEEPEST DEPTH INFO (T3= .1875,3/16 BULL EM | DOC= -.009) =====================> WRONG DEEPEST DEPTH INFO (T4= .1875,3/16 EM | DOC= -.009) =====================> WRONG DEEPEST DEPTH INFO (T5= .0612,1/16 EM | DOC= -.009) =====================> WRONG DEEPEST DEPTH INFO (T2= .0625,1/16 STUB DRILL | DOC= -.009) =====================> WRONG DEEPEST DEPTH INFO (T5= .0612,1/16 EM | DOC= -.009) =====================> WRONG DEEPEST DEPTH INFO (*) N1(SPOT 28X .070 HOLES, CUT#1) G0 G17 G40 G49 G80 G90 G91 G28 Z0.(DOC= -.015) =============================> ZDEPTH T1 M6(.0313,#00 CNT DRILL) G0 G17 G90 G54 X-2.896 Y.039 S1000 M3 G43 H1 Z1. T2(NEXT TOOL)M8 G98 G81 Z-.015 R.0625 F5. Y-.235 X-2.245 (CUTTING...) Y.039 G80 N102(SPOT 4X .090 THRU HOLES, CUT#2) G43 H1 Z1.(PROGRAM JUMPS HERE) G0 G90 G54 S1000 M3 X-2.571 Y0. G98 G81 Z-.015 R.0625 F5. (CUTTING...) G80 M9 G91 G28 Z0. /G28 Y0. M5 M30 % ============================== DEFINED ============================ # -------------------------------------------------------------------------- # General Output Settings # -------------------------------------------------------------------------- toolable_XYZ : yes$ # Output Axis limit comments in tooltable? toolchange_XYZ : yes$ # Output Axis limit comments at toolchanges? overall_XYZ : yes$ # Output Axis limit values for the 'entire program' X_limits : no$ # Output the X axis limits Y_limits : no$ # Output the Y axis limits Z_limits : yes$ # Output the Z axis limits #Region Buffer 4 # -------------------------------------------------------------------------- # Buffer 4 - Holds the variable 't' for each toolpath segment # -------------------------------------------------------------------------- rc4 : 1 wc4 : 1 fbuf 4 0 1 0 0 # Buffer 4 #EndRegion Buffer 4 #Region Buffer 5 # -------------------------------------------------------------------------- # Buffer definition (for Max/Min X,Y,Z storage) # -------------------------------------------------------------------------- rc5 : 2 #Buffer 5 READ pointer (YES, '2' is correct for this case!) wc5 : 1 #Buffer 5 WRITE pointer size5 : 0 #To hold 'size' of Buffer 5 b5_gcode : 0 #Stored in Buffer #5 b5_tcode : 0 # " b5_xmax : 0 # " b5_xmin : 0 # " b5_ymax : 0 # " b5_ymin : 0 # " b5_zmax : 0 # " b5_zmin : 0 # " fbuf 5 0 8 0 0 #Declare Buffer1 to hold Min/Max X,Y,Z axis info. #EndRegion Buffer 5 # -------------------------------------------------------------------------- # Tooltable Output # -------------------------------------------------------------------------- pwrtt$ # Write tool table, scans entire file, null tools are negative if rotaxis$ > 0 | rotary_type$ > 0 | mill5$ <> 0, [ sav_rot_on_x = rot_on_x output_z = no$ ] if vmc = 0 & tlplnno$ <> 2, sav_rot_on_x = rot_on_x if vmc = 1 & tlplnno$ > 1, sav_rot_on_x = rot_on_x #sav_rot_on_x = rot_on_x #Uncomment this line to output rotary axis value even when it's not used t$ = wbuf(4,wc4) #Buffers out tool number values pwritbuf5 # Save X,Y,Z axis limit data if tool_table = 1, ptooltable, e$ if (gcode$ <> 1003), # *ADDED* [ if tool_table = 2, ppredtool,e$ if tool_table = 3, pmetatool,e$ ] if t$ >= zero, tcnt = tcnt + one punit # Tool unit if met_tool$, " MM" else, 34 sdlm : " - " sopn : "(" scls : ")" stoollib : "" scurop : "" sunit : "" pgettooltable # Write tool table, scans entire file, null tools are negative if opcode$ = 3, !nextdc$, !sdrnote, scurop = sdrnote else, !opcode$, !sopnote, scurop = sopnote if met_tool$, sunit = " MM" else, sunit = no2asc(34) if tcr$ > 0, #stoollib = sopn + "T" + no2str(t$) + "= " + no2str(tldia$) + "," + strtool$ + " |" + "H" + no2str(tlngno$) + "|" + "D" + no2str(tloffno$) + " | " + sunit + sdlm + "R" + no2str(tcr$) stoollib = sopn + "T" + no2str(t$) + "= " + no2str(tldia$) + "," + strtool$ + " | " else, #stoollib = sopn + "T" + no2str(t$) + "= " + no2str(tldia$) + "," + strtool$ + " |" + "H" + no2str(tlngno$) + "|" + "D" + no2str(tloffno$) stoollib = sopn + "T" + no2str(t$) + "= " + no2str(tldia$) + "," + strtool$ + " | " # -------------------------------------------------------------------------- # Buffer 5 Read / Write Routines # -------------------------------------------------------------------------- pinit #Initialize the limit checking variables max_Xpos = m_c9k #Initialize min_Xpos = c9k # " max_Ypos = m_c9k # " min_Ypos = c9k # " max_Zpos = m_c9k # " min_Zpos = c9k # " plimits # Check for NEW X,Y,Z limits if b5_xmax > max_Xpos, max_Xpos = b5_xmax if b5_xmin < min_Xpos, min_Xpos = b5_xmin if b5_ymax > max_Ypos, max_Ypos = b5_ymax if b5_ymin < min_Ypos, min_Ypos = b5_ymin if b5_zmax > max_Zpos, max_Zpos = b5_zmax if b5_zmin < min_Zpos, min_Zpos = b5_zmin old_t : 0 pwritbuf5 # Write Buffer 5 b5_gcode = gcode$ if abs(t$) <> abs(old_t), t$ = abs (t$) if gcode$ = 1002 & t$ < zero, b5_gcode = 1000 #Added (6/24/03) if gcode$ = 1002 & op_id$ = prv_op_id$, b5_gcode = 1000 #Added (4/22/03) !op_id$ #Added (4/22/03) b5_tcode = t$ b5_xmax = x_max$ b5_xmin = x_min$ b5_ymax = y_max$ b5_ymin = y_min$ b5_zmax = z_max$ b5_zmin = z_min$ b5_gcode = wbuf(5, wc5) # Write the record if wc5 = 2, [ wc5 = 1 b5_gcode = wbuf(5, wc5) ] old_t = t$ preadbuf5t # Read Buffer 5 (at the toolchanges for X,Y,Z limits) pinit #Initialize the limit checking variables b5_gcode = rbuf(5, rc5) #Read a record from the Buffer plimits #Check for NEW limits # Need this loop to scan thru possible NULL tlchgs while (b5_gcode = 1000), #Find the next NON-NULL toolchange [ b5_gcode = rbuf(5, rc5) #Read the next record from the Buffer plimits #Check for NEW limits ] preadbuf5e # Read Buffer 5 (for Program X,Y,Z limits) pinit #Initialize the limit checking variables size5 = rbuf(5, 0) #Get the size of the Buffer rc5 = two #Reset read pointer (SKIP 1st record!) while rc5 <= size5, #Loop thru entire program [ b5_gcode = rbuf(5, rc5) #Read a record from the Buffer plimits #Check for NEW limits ] rc5 = two #Reset read pointer (SKIP 1st record!) pMaxMin # Output Max/Min X,Y, Z coordinates if X_limits = yes$, # Output MAX/MIN positions in the X axis "(", "Max_X = ", *max_Xpos, " Min_X = ", *min_Xpos, ")", e$ if Y_limits = yes$, # Output MAX/MIN positions in the Y axis "(", "Max_Y = ", *max_Ypos, " Min_Y = ", *min_Ypos, ")", e$ if Z_limits = yes$, # Output MAX/MIN positions in the Z axis [ "(", "OVERALL MAX Z = ", *max_Zpos, ")", e$ "(", "OVERALL MIN Z = ", *min_Zpos, ")", e$ ] pMaxMin_str # Output Max/Min X,Y, Z coordinates stoollib, [if Z_limits = yes$, "DOC= ", *min_Zpos], scls, e$ ptooltable # Write tool table, scans entire file, null tools are negative tnote = t$ toffnote = tloffno$ tlngnote = tlngno$ spaces$=0 if t$ >= zero | gcode$ = 1003, [ # *ADDED* for XYZ limit output "in the ToolTable" if (toolable_XYZ = yes$) & (gcode$ <> 1001), [ preadbuf5t #Read the data from the Buffer 5 # pMaxMin #Output Max/Min X,Y,Z coords during this tool operation pMaxMin_str ] if gcode$ <> 1003, # '1003' = end of program pgettooltable ] spaces$=sav_spc
-
Hello Colin, Thank you for your golden time because I know you are super busy. These guidelines are very helpful and I will do it, also will feedback ASAP. Thanks, S.Luong
-
Hi Jeff, Thank you for your suggestions, I have contacted the deal and they said they would BLOCK the codes after they are done. I would like to learn what they did honestly. I also contacted the person who trained me but he is SUPPER BUSY. Therefore, I would like to get help from this forum. Thanks.
-
Hello everyone, I am trying to recall memory to do a BUFFER for the TOOL LIST depths call out and somehow I don't get the right number. I got trained by some professional post writer and it was great lesion to learn from him, I just didn't do much on buffer on my own and now I forgot some. I now I miss something but I cannot know pacifically what I have missed. Thank you guys. S.Luong *************************************************** DEFINED POST ================================================ #Region pwritbuf1 TOOLS LIST ISSUE # -------------------------------------------------------------------------- pwritbuf1 # Write Buffer 1, first one here b1_gcode = gcode$ b1_zmin = z_min$ b1_zmax = z_max$ b1_gcode = wbuf(4, wc4) rc1 : 1 wc1 : 1 size1 : 0 fbuf 1 0 255 0 1 sbufname1$ = "D:\Tool Depths.txt" s_ToolPlaneComm : "" # Tool Plane Comment s_ToolPlaneComm_n : "" # Tool Plane Comment #Endregion pwritbuf1 #Region preadbuf1 preadbuf1 # Read Buffer 1 size4 = rbuf(1,0) b1_gcode = 1000 min_depth = 10. max_depth = 0 while rc4 <= size4 & b1_gcode = 1000, [ if rc4 <= size4, b1_gcode = rbuf(4,rc4) if b1_zmin < min_depth, min_depth = b1_zmin if b1_zmax > max_depth, max_depth = b1_zmax ] #EndRegion preadbuf1 #Region Buffer 4 # -------------------------------------------------------------------------- # Buffer 4 # -------------------------------------------------------------------------- rc4 : 1 wc4 : 1 size4: 1 fbuf 4 0 1 0 0 # Buffer 4 #EndRegion Buffer 4 psetup # Output of toolchange information if output_z = yes$, preadbuf1 *min_depth Region ptooltable ptooltable # Write tool table, scans entire file, null tools are negative tnote = t$ toffnote = tloffno$ tlngnote = tlngno$ spaces$=0 if t$ >= zero, [ scomm_str, *t$, "=", *tldia$, pstrtool, ", DOC= ", psetup, scomm_end, e$ ] ===================== G-CODE=================== % O3456(10488456 RevB.NC) (SOURCE = 10488456 REVB.MCAM) (VERTICAL INDEX) (PART NAME= DEFLECSION CAP) (UNOROMEN ) (*) (POSTED ON JAN.18.2019 AT 12*13PM) (POSTED BY= PCROBOTIC\ADMIN) (BAR STOCK= X3.13 Y1.85 Z1.85) (VERTICAL INDEX) (*) (TOTAL TOOLS FOR OP2 ARE= 5 TOOLS) (******************) (T13=.5000 1/2 FLAT ENDMILL, DOC= Z10.) ==============> DOC is wrong, it should be Z0. (Deepest point) (******************) (T14=.2500 1/4 SPOTDRILL, DOC= Z0.) ==============> DOC is wrong, it should be Z-.055 (Deepest point) (******************) (T15=.0995 #39 DRILL, DOC= Z10.) ==============> DOC is wrong, it should be Z-.550 (Deepest point) (******************) (T16=.1180M3 X .5 , DOC= Z10.) ==============> DOC is wrong, it should be Z-.150 (Deepest point) (******************) (T17=.1000.25CHAMFER EM 90, DOC= Z10.) ==============> DOC is wrong, it should be Z-.060 (Deepest point) (******************) (*) (WORK OFFSET LIST) (G54) (X CENTER,Y BACK) (Z AT TOP) (*) N13(.5000, 1/2 FLAT ENDMILL, HSS,USED TOOL) (4FLTS 2.000LOC, 2.500RLF, 3.00STO) G0 G17 G40 G49 G80 G90 G91 G28 Z0 M19(XY= -.02, Z STK= .005) (34X, ROUGH MULTI-PASSES, .05 EACH) /G28 Y0.(TOOLPATH ZCLEARANCE= .34 MIN.) T13 M6(ROUGH OUT TOP SURFACE, CUT#25) G90 G54 S1200 M3 X1.9665 Y-1.88 T14(NEXT TOOL) G43 H13 Z2.(DOC= Z.005, .35DP) M8 G17(XY PLANE) G90 Z.7 G1 Z.005 F200. X1.4665 F15. (CUTTING...) G1 Z.005 F200. X1.4665 F15. X-1.4665 X-1.9665 G0 Z2. M9(PROGRAM JUMPS HERE) (*) N1302(FINISH TOP SURFACE, CUT#26) G0 G17(XY PLANE) G90 G54 S1200 M3(PROGRAM JUMPS HERE) X1.9665 Y-1.48(XY STK= -.02) G43 H13 Z2.(DOC= Z0., .35DP) (6X, ROUGH MULTI-PASSES, .25 EACH) M8 Z.1 G1 Z0. F12. X1.4665 (CUTTING...) Z.1 G1 Z0. F12. X1.4665 X-1.4665 X-1.9665 G0 Z2. M9 G91 G28 Z0. /G28 Y0. M5 G0 G90 G54 X0. M1 (*) N14(.2500, 1/4 SPOTDRILL, HSS, 90.DEGS,) (2FLTS 2.000LOC, 2.500RLF, 3.00STO) G0 G17 G40 G49 G80 G90 G91 G28 Z0 M19 /G28 Y0. T14 M6(SPOT 6X .260, CUT#27) G90 G54 S600 M3 X-.6299 Y-.8268 T15(NEXT TOOL) G43 H14 Z2.(DOC= Z-.055, .35DP) M8(6X SPOTS, .11'CSINK SIZE) G98 G81 Z-.055 R.03 F1.5 X-.315 Y-1.3723 Y-.2812 X.315 Y-1.3723 Y-.2812 X.6299 Y-.8268 G80 M9 G91 G28 Z0. /G28 Y0. M5 G0 G90 G54 X0. M1 (*) N15(.0995, #39 DRILL, HSS, 118.DEGS,) (2FLTS 2.000LOC, 2.500RLF, 3.00STO) G0 G17 G40 G49 G80 G90 G91 G28 Z0 M19 /G28 Y0. T15 M6(DRILL 6X .260, CUT#28) G90 G54 S3000 M3 X-.6299 Y-.8268 T16(NEXT TOOL) G43 H15 Z2.(DOC= Z-.55, .35DP) M8(6X DRILL HOLES) (55 PECKS, -.5799 PIN DEPTH) G98 G83 Z-.55 R.08 Q.01 F2. X-.315 Y-1.3723 Y-.2812 X.315 Y-1.3723 Y-.2812 X.6299 Y-.8268 G80 M9 G91 G28 Z0. /G28 Y0. M5 G0 G90 G54 X0. M1 (*) N16(.1180, M3 X .5 , PLUG,HSS,) (1FLT 2.000LOC, 2.500RLF, 3.00STO) G0 G17 G40 G49 G80 G90 G91 G28 Z0 M19 /G28 Y0. T16 M6(TAP 6X, CUT#29) G90 G54 S56 M3 X-.6299 Y-.8268 T17(NEXT TOOL) G43 H16 Z2.(DOC= Z-.15, .35DP) M8 (6X AKIRA SEIKI TAP HOLES) G98 G84 Z-.15 R.08 E56.,R1 X-.315 Y-1.3723 Y-.2812 X.315 Y-1.3723 Y-.2812 X.6299 Y-.8268 G80 M9 G91 G28 Z0. /G28 Y0. M5 G0 G90 G54 X0. M1 (*) N17(.1000, .25CHAMFER EM 90, HSS, 45.DEGS, .1000TIP,) (4FLTS 1.000LOC, 1.200RLF, 2.00STO) G0 G17 G40 G49 G80 G90 G91 G28 Z0 M19 /G28 Y0.(TOOLPATH ZCLEARANCE= .04 MIN.) T17 M6(DEBURR, CUT#30) G90 G54 S5000 M3 X-1.5665 Y.05 T13(NEXT TOOL) G43 H17 Z2.(DOC= Z-.06, .35DP) M8 G17(XY PLANE) G90 Z.1 G1 Z-.06 F45. X-1.4665 X1.4665 G2 X1.5165 Y0. J-.05 G1 Y-1.6535 G2 X1.4665 Y-1.7035 I-.05 G1 X-1.4665 G2 X-1.5165 Y-1.6535 J.05 G1 Y0. G2 X-1.4665 Y.05 I.05 G1 X-1.3665 G0 Z2. M9 G91 G28 Z0. /G28 Y0. M5 G0 G90 G54 X0. M1 T13 M6(FIRST PROGRAMMED TOOL) M30 %(6,256 CHARACTERS = 6.28KB)
-
MAX DEPTH TOOL COMMENT IN POST HAAS
PcRobotic replied to julioc1821's topic in Post Processor Development Forum
I also have the same question as yours. -
Mastercam 2017 and X8
PcRobotic replied to Flyinbrian2006's topic in Post Processor Development Forum
I had this problem before and here is how I fixed it. The problem is some of the IF, ELSE condition is conflicting to the new one 2017. Another issue is some of the STRING in the post, 2017 wants to define a bit different. Solution: Look inside your post and search for ">>>>>>>>>" and the next texts probably ERROR MESSAGE. Copy and paste it on this forum and I will you more, I need to read what exact the error message to solve your issue. -
Hello everyone, I would like to use the MILL.SET but how to use it? I never use it and I think it is a good tool to try. Can you guys help me out how to use it? Thanks.
-
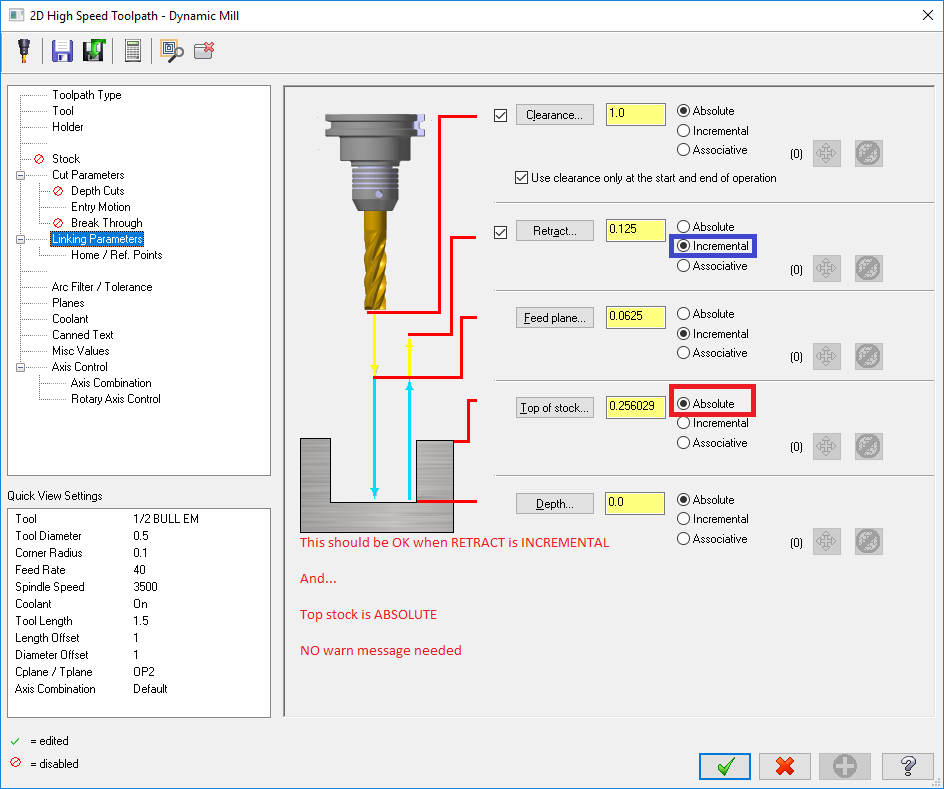
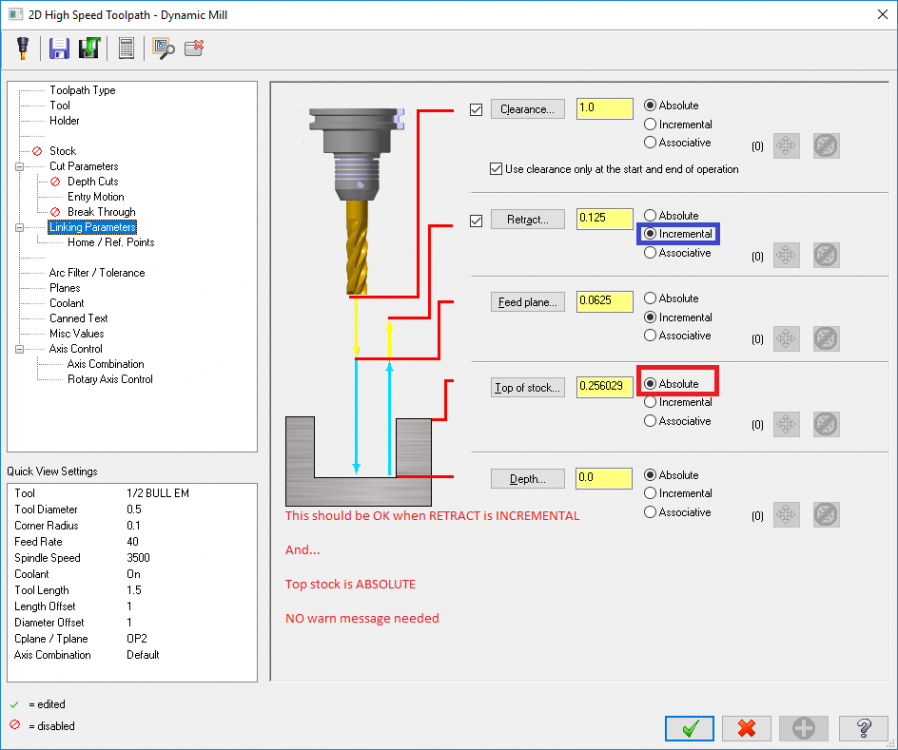
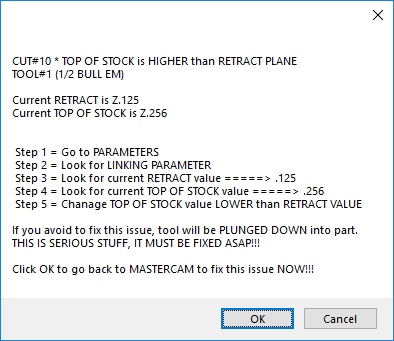
Hello everyone, I am trying to use the PPAR to separate between the ABSOLUTE and INCREMENTAL for my own alarm message but somehow I got it fail to do the right job. Below here are my codes, would you guys please point out what I've done wrong? Trully appreciated, SLuong ===================================================================================================== OpTopOfStock : 0 # Operation Top of Stock AbsoluteOpTopOfStock: 0 IncrementalOpTopOfStock : 0 OpRtrPlane : 0 # Operation Retract plane AbsoluteOpRtrPlane : 0 # Operation Retract plane IncrementalOpRtrPlane : 0 # Operation Retract plane sTopOfStockConflictsRetract: "" if AbsoluteOpTopOfStock > AbsoluteOpRtrPlane, [if mprint(sTopOfStockConflictsRetract, 2) = 2, exitpost$] # CHECK ON RETRACT PLANE #Region sTopOfStockConflictsRetract sTopOfStockConflictsRetract = "CUT#"+sToolPathNumber+" * TOP OF STOCK is HIGHER than RETRACT PLANE" +no2asc(13)+"TOOL#"+no2str(t$)+" ("+s20001+")" +no2asc(13) +no2asc(13)+"Current RETRACT is Z"+no2str(OpRtrPlane) +no2asc(13)+"Current TOP OF STOCK is Z"+no2str(OpTopOfStock) +no2asc(13) +no2asc(13) +no2asc(13)+" Step 1 = Go to PARAMETERS" +no2asc(13)+" Step 2 = Look for LINKING PARAMETER" +no2asc(13)+" Step 3 = Look for current RETRACT value =====> "+no2str(OpRtrPlane) +no2asc(13)+" Step 4 = Look for current TOP OF STOCK value =====> "+no2str(OpTopOfStock) +no2asc(13)+" Step 5 = Chanage TOP OF STOCK value LOWER than RETRACT VALUE" +no2asc(13) +no2asc(13)+"If you avoid to fix this issue, tool will be PLUNGED DOWN into part." +no2asc(13)+"THIS IS SERIOUS STUFF, IT MUST BE FIXED ASAP!!!" +no2asc(13) +no2asc(13)+"Click OK to go back to MASTERCAM to fix this issue NOW!!!" #EndRegion sTopOfStockConflictsRetract ppar if prmcode$ = 10027, OpTopOfStock = rpar(sparameter$, 1) # Operation Top of Stock if prmcode$ = 10027, [ AbsoluteOpTopOfStock = rpar(sparameter$, 1) # Operation Top of Stock IncrementalOpTopOfStock = rpar(sparameter$, 2) # Operation Top of Stock ] if prmcode$ = 15374, OpRtrPlane = rpar(sparameter$, 1) # Operation Retract plane if prmcode$ = 15374, [ AbsoluteOpRtrPlane = rpar(sparameter$, 1) # Operation Retract plane IncrementalOpRtrPlane = rpar(sparameter$, 2) # Operation Retract plane ]
-
Hello everyone, On Friday, I saw some funky codes about G0 on a CONTOUR toolpath. I thought it was "PRAPIDOUT" and tried to do many ways but failed, I think it is time for me to seek for experts like you guys. Please point out what I've done wrong.... Thank you for your time. ================================ G - CODE ==================== % O1000(10488802-103 REVA - FIXTURE.NC) (SOURCE = 10488802-103 REVA.MCAM) (VERTICAL INDEX) (PART NAME= FIXTURE) (*) (POSTED ON DEC.07.2018 AT 10*14AM) (VERTICAL INDEX) (TOTAL TOOLS FOR Top IS= 1 TOOL) (*) (WORK OFFSET LIST) (G54) (XY0 = CENTER) (Z0 = TOP, -.015) (*) N1(.5000, .5 ROUGH EM,4FL,LOC 1., HSS, USED TOOL,) (4FLTS 2.000LOC, 2.500RLF, 3.00STO) G0 G17 G40 G49 G80 G90 G91 G28 Z0 M19(XY STK= .015) /G28 Y0. T1 M6(2D - CONTOUR, CUT#3) G90 G54 S5500 M3 X.0325 Y0. M8 G43 H1 Z1.(DOC= Z-2.9778, .025 THRU) G17(XY PLANE) G90 Z.0625 G1 Z-.2377 F50. X.0975 Y-.0375 G3 X.1075 Y0. I-.0649 J.0375 X-.1075 I-.1075 X.1075 I.1075 X.0974 Y.0375 I-.075 G1 X.0325 Y0. G0 =====================================> Not needed G1 Z-.4755 X.0975 Y-.0375 G3 X.1075 Y0. I-.0649 J.0375 X-.1075 I-.1075 X.1075 I.1075 X.0974 Y.0375 I-.075 G1 X.0325 Y0. G0 =====================================> Not needed G1 Z-.7132 X.0975 Y-.0375 G3 X.1075 Y0. I-.0649 J.0375 X-.1075 I-.1075 X.1075 I.1075 X.0974 Y.0375 I-.075 G1 X.0325 Y0. G0 =====================================> Not needed G1 Z-.9509 X.0975 Y-.0375 G3 X.1075 Y0. I-.0649 J.0375 X-.1075 I-.1075 X.1075 I.1075 X.0974 Y.0375 I-.075 G1 X.0325 Y0. G0 =====================================> Not needed G1 Z-1.1886 X.0975 Y-.0375 G3 X.1075 Y0. I-.0649 J.0375 X-.1075 I-.1075 X.1075 I.1075 X.0974 Y.0375 I-.075 G1 X.0325 Y0. G0 =====================================> Not needed G1 Z-1.4264 X.0975 Y-.0375 G3 X.1075 Y0. I-.0649 J.0375 X-.1075 I-.1075 X.1075 I.1075 X.0974 Y.0375 I-.075 G1 X.0325 Y0. G0 =====================================> Not needed G1 Z-1.6641 X.0975 Y-.0375 G3 X.1075 Y0. I-.0649 J.0375 X-.1075 I-.1075 X.1075 I.1075 X.0974 Y.0375 I-.075 G1 X.0325 Y0. G0 =====================================> Not needed G1 Z-1.9018 X.0975 Y-.0375 G3 X.1075 Y0. I-.0649 J.0375 X-.1075 I-.1075 X.1075 I.1075 X.0974 Y.0375 I-.075 G1 X.0325 Y0. G0 =====================================> Not needed G1 Z-2.1396 X.0975 Y-.0375 G3 X.1075 Y0. I-.0649 J.0375 X-.1075 I-.1075 X.1075 I.1075 X.0974 Y.0375 I-.075 G1 X.0325 Y0. G0 =====================================> Not needed G1 Z-2.3773 X.0975 Y-.0375 G3 X.1075 Y0. I-.0649 J.0375 X-.1075 I-.1075 X.1075 I.1075 X.0974 Y.0375 I-.075 G1 X.0325 Y0. G0 =====================================> Not needed G1 Z-2.615 X.0975 Y-.0375 G3 X.1075 Y0. I-.0649 J.0375 X-.1075 I-.1075 X.1075 I.1075 X.0974 Y.0375 I-.075 G1 X.0325 Y0. G0 =====================================> Not needed G1 Z-2.8528 X.0975 Y-.0375 G3 X.1075 Y0. I-.0649 J.0375 X-.1075 I-.1075 X.1075 I.1075 X.0974 Y.0375 I-.075 G1 X.0325 Y0. G0 =====================================> Not needed G1 Z-2.9778 X.0975 Y-.0375 G3 X.1075 Y0. I-.0649 J.0375 X-.1075 I-.1075 X.1075 I.1075 X.0974 Y.0375 I-.075 G1 X.0325 Y0. G0 Z1. M9 G91 G28 Z0. /G28 Y0. M5 G0 G90 G54 X0. M30 %(2,355 CHARACTERS = 2.36KB)
-
Oh.... Yes, all you need to do is the MI6. If you want to change it just look for `gfeed of which contains G93, G94, G94, G95... Just change them at whatever code you want then it works fine. If you want permanently all you need is to remove the "if mi6$........" then just *gfeed, force it at your demand output.
-
Do you mean G94? give me an example of G-CODE then I can help you out.
-
Can you give me an example of your G-CODE so I can understand what you need? I think I have that issue and I already fixed. Just to be sure not to answer the wrong one, I would like you to give me an example of G-CODE then I can help you out.
-
Thank you everyone, I downloaded. Great help from this forum, from great people.
-
I have my own which is VERY COMPICATED for him to use and my company's which is simple and easy for him. He was the company's one but I told him I can do it for him just to make him run some simple jobs first.
-
Feed rate after G0, like G1 X Y F100.
PcRobotic replied to PcRobotic's topic in Post Processor Development Forum
Hello everyone, First of all, thank you for the BIG HELP and here is what I found out from MPFAN. Add this... # -------------------------------------------------------------------------- # General Output Settings # -------------------------------------------------------------------------- force_feed : yes$ #Force output of feed rate on first feed move following rapid motion? #Region pRapidOut prapidout #Output to NC of linear movement - rapid sav_gcode = gcode$ if convert_rpd$ = one, [ gcode$ = one feed = maxfeedpm ipr_type = zero ] #"DEBUG: ", ~mr3$, ~nextop$, e$ if tool_op$ = 19, "M0(AGAINST PIN STOP HERE)", e$ pcan1, pbld, n$, sgplane, `sgcode, [if gcode$ = 1, sgfeed], sgabsinc, pccdia, pxout, pyout, pzout, pcout, [if gcode$ = 1, `feed], strcantext, scoolant, e$ [ if (opcode$ > 0| opcode$ < 6), if (nextop$=1003 | (nextop$=1011 & t$<>abs(nexttool))), "", else, e$ ] # NO NEW LINE, COOLANT M9 if force_feed, result = force(feed) # Force output of feed next time it's called for output, FEED RATE AFTER RAPID ================ Add this line also -
Thank you everyone for the help. My friend he just opened the shop and he needs something to start with his machine. I can't give mine because it is copy right from the company who I am working for. Once again, Big THANKS.
-
Hello everyone, I still remember in this forum about 5 years ago they let us download a free standard MPMASTER POST for free and now I don't see any more. Am I missing something? Thank you for the help, S.Luong
-
Feed rate after G0, like G1 X Y F100.
PcRobotic replied to PcRobotic's topic in Post Processor Development Forum
Thank you, 5Th Axis. Insanely I have to ask people around because YCM demand to charge money whenever they trouble shoot something at the control and the thing is my company won' spend a dime on that because they thought everything is PERFECT as it is BRAND New..... -
Feed rate after G0, like G1 X Y F100.
PcRobotic replied to PcRobotic's topic in Post Processor Development Forum
Sadly, the company think machinists are superman who can do everything. I have asked and they said "YOU FIGURE IT OUT..."... The only way is to trick in the post.