Sticky
-
Posts
940 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Sticky
-
Agreed, I'd rather run 13-8, 15-5, or 17-4 more than 304.
-

2 in one day... Phosphorous bronze?
Sticky replied to AMCNitro's topic in Machining, Tools, Cutting & Probing
Positive. Silicone Bronze you can actually tig weld. Phosphor bronze is for brazing. I always hated working with it, but it has been 6+ years since I have touched it. I've used phosphor bronze to do build up on 660, I want to say we found that silicone bronze gave us a better wear surface so we ended up switching to that, but the details are a bit hazy, I was just the guy laying the rod, I never did any of the specifications or machining on the project. -
2 in one day... Phosphorous bronze?
Sticky replied to AMCNitro's topic in Machining, Tools, Cutting & Probing
I've only used it for brazing, can't comment on machining. The fumes are gnarly though! -
Sweet, It's been there since at least X6.
-
18-8 is basically 304. 18-8 is actually not as defined and refined as 304, but in a lot of instances 18-8 is actually 304, but named 18-8 to suit a certain industry. It is gummy material, the key to good tool life is very sharp tools, fairly high sfm (400-600sfm), and light chip loads. It doesn't respond well to low sfm high chip loads like 17-4. Of course good rigidity, and high quality coolant with a rich mixture is important.
-
Lathe tooling with coolant porting ??
Sticky replied to Mike@Lustre's topic in Machining, Tools, Cutting & Probing
If your drills are getting clogged now, these types of tools will definitely get clogged. I run 10 micron filtration on my machines. 25 works good enough for most applications, but I do lots of stuff were I need a 16-32ra finish, the 10 micron filters make that much easier. Keep in mind that higher level of filtration like that can cause coolant foaming if you have soft water. You might need to artificially harden your sump if this is the case. There is some hassle involved plumbing wise initially. After you set it up it the first time it should be pretty pain free. For us, the value was in the process stability. -
I've had this problem several times as well. Moving it 10 millionths gets you passed this bug.
-
Lathe tooling with coolant porting ??
Sticky replied to Mike@Lustre's topic in Machining, Tools, Cutting & Probing
I run it exclusively. Some of the parting and grooving tools are Iscar and Ph horn. All the stick tooling is Sandvik, I think they call it "high precision coolant", the ports are part of the tool and not the clamp like some manufactures. I only run filtered coolant. I am sure the nozzles would clog quickly without filtered coolant. Filtered coolant all by itself usually gains about 10% in tool life, so imo there is no reason not to start filtering. Having the coolant focused right at the cutting edge has been particularly helpful machining 304. The tool life increase from that aspect hasn't been over substantial, as we had a pretty coolant system before, but what it does do is add process stability. No longer do coolant lines get knocked out of the correct position by chips or careless operators. So from the running unattended aspect, they have made a large difference. My only gripe is that the coolant nozzles are quite small. I think with a 100+ psi pump they really should be at least twice the size, which would be really helpful for blasting off long stringy chips when finishing. -
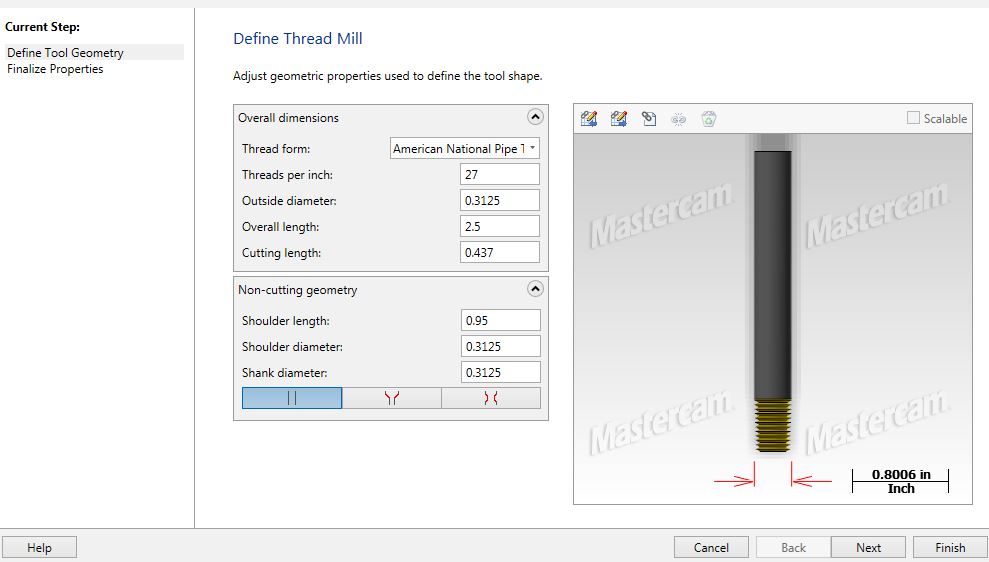
That is for the shank only from what I can tell, it has no effect on the cutting geometry. The small end if my Morse 1/8 NPT threadmill is .278". I would assume that .23" is the small end of the carmex threadmills? Edit* I just looked up some Carmex threadmills and their standard 1/8npt threadmills have the small diameter listed as .250" for solid, and .299" for TSC. Their 1/16npt does have a .23" small end though.
-
Interesting. I was not using right click. I'm already gone for the day but I will try that first thing tomorrow morning. Thank you.
-
Gerry, is there any chance you could take a screen shot of that? I'm not getting the additional options as you suggest. It could be that mcfsw doesn't have that option? I'd rather not make make my tool diameter smaller than it is in real life, this causes problems with production and operators. Any chance you could try making a threadmill in X9 and mcfsw X9 and see if you get the options that Gerry is getting above? I don't have standalone X9 on my computer.
-
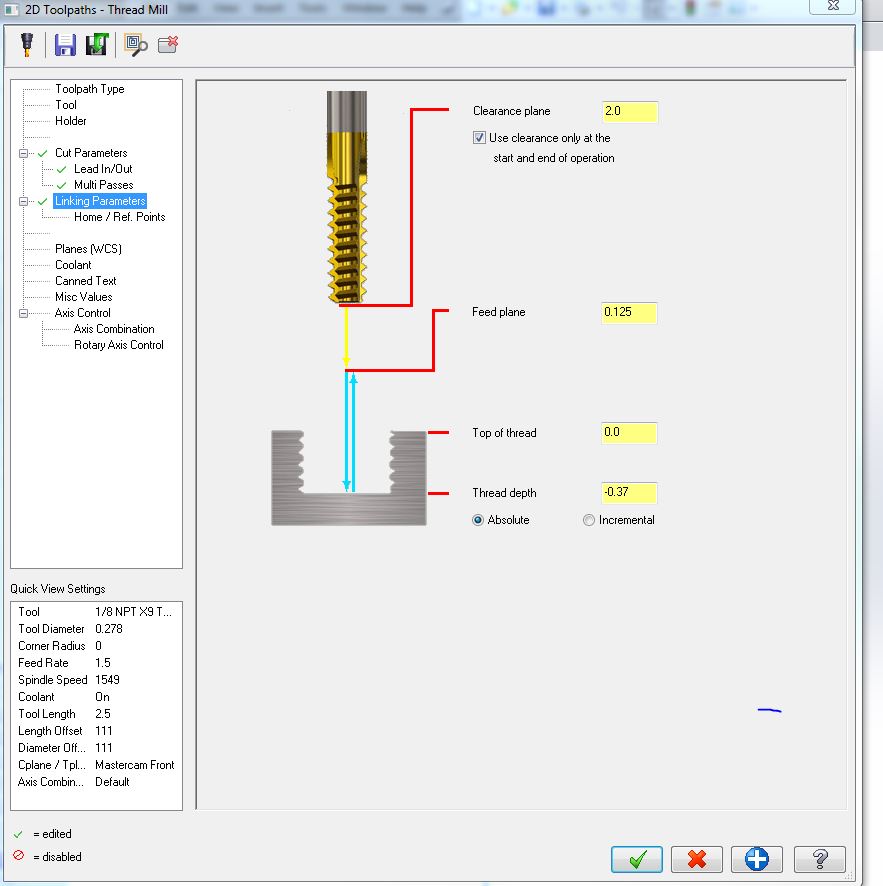
No I haven't done the helix yet. I certainly could, but as I was working on this group of parts I decided I was just going to make a file full of npt threadmill ops so that I could build a whole library full of them to make running waterlines and such more automated. This is the first time I've played with the tool manager's threadmill definition. The weird thing is that is it doesn't matter what diameter I use, it still won't cut to the edges to the hole. You can make the diameter large enough that it can't make a toolpath, and everything below that point stays away from the edge of the hole. I wonder if there is some sort of issue between the arc and the point selection in mcfsw? Is anyone successfully using the npt threadmilling in mcfsw X9?
-
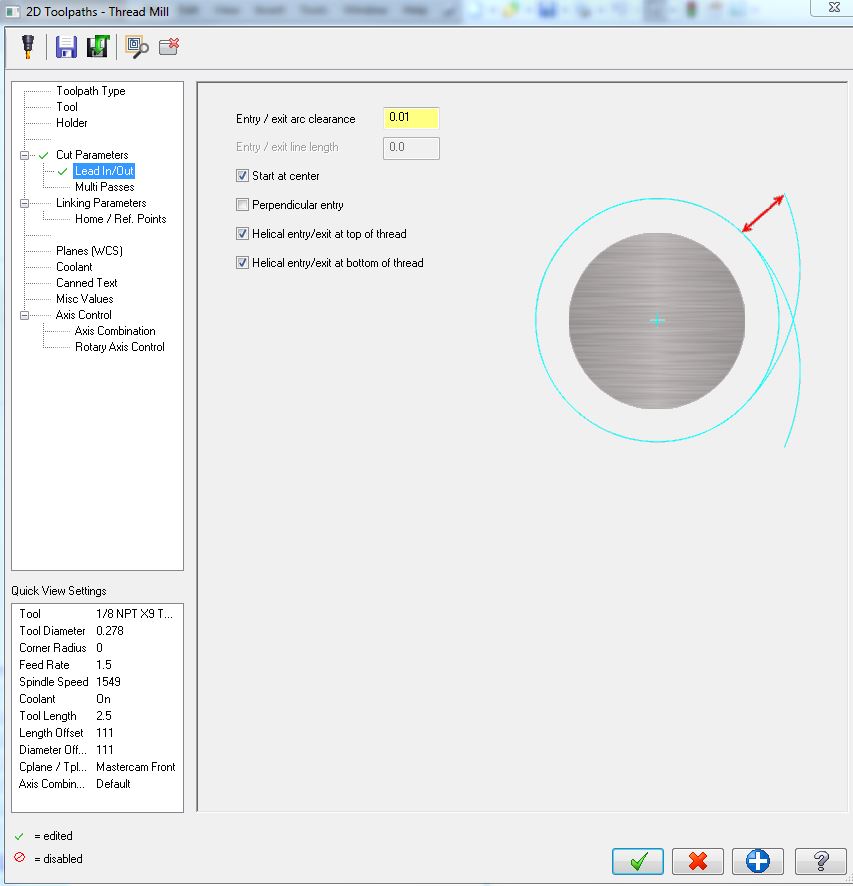
I'm having some difficulty getting thread milling working correctly in mcfswx9. I do have one set of files in mcfsw X9 that are working correctly, which are using pre X9 tapered tool definitions, or custom tool definitions. Now I am trying to use the new tool manager thread mill option. IIRC the old way you used the minor diameter of the cutting tool for the cutting diameter. In X9 it looks like you use the shank diameter? This is for a 1/8 npt threadmill, this is how it would have been defined pre X9 if it were a taper mill. The image preview does not look like the tool in real life. And if I change the "outside diameter" to the shank diameter, then the image preview looks correct. Regardless of how it is defined, the cutter never gets close to the wall of the hole, so it doesn't cut any threads. I am using a .339" diameter circle to drive the threadmill toolpath. Here are the parameters for the threadmill toolpath. I can't figure out what I am doing wrong. I've worked a few 16hr days in a row this last week though, hopefully it's just something simple. I'll be back tomorrow to try this again.







-
I program primarily in an assembly state. If the assembly is completely done and you don't need to touch anything in it, like mates, or small part revisions, it's really no problem. Making changes to the parts in the assembly, or even minor mate changes that are in no way related to the part you are machining can cause some of your tool paths to go dirty. My main advice is to keep the mastercam plugin disabled on startup, and keep it off until you need to start making toolpaths. The mc plugin really slows down the startup and makes assembly mode pretty buggy, SW performs much better if you just keep it off until you need it. I've been doing some injection mold work in mcfsw, I am doing this on a hmc, so my pallet and fixture/tombstone are already made as assemblies, then I can add the mold components as sub assemblies and start making toolpaths.
-
How many doobs were you gonna burn in that time? I'd expect to do that job in a few hours on a 36" machine.
-
Milling chuck and stick-out
Sticky replied to Matthew Hajicek - Singularity's topic in Machining, Tools, Cutting & Probing
Extensively. Sidelok always gets better tool life for roughing. This experience mirrors findings of top mfg's like Emuge and Schunk. The benefit to hydraulic is finishing work, or in some applications where the necessary reach on the tool creates a harmonic that a solid system cannot overcome. Modern quality sidelok tools are guaranteed to have under .0003" of run out (I inspect every holder we buy and they meet this claim), which is almost on par with most hydraulic holders. The advantage the sidelok holder brings is that for the same diameter capacity of the hydraulic, the sidelok will be 1-3" shorter in gage length. On a 40 taper machine, this is was is going to really blow the tool life comparison out of the water. Add in the benefit of having a very narrow nose which allows for better chip evacuation and getting coolant to the cutting edges and the sidelok's really start to shine. If you have a tool pulling out of a sidelok, you had an assembly error. Likewise if you screw up assembling a hydraulic, a tool will pull out. The sidelok system has enough holding force to either break the endmill, or start pulling the arbor taper away from the spindle. I've done it on a machine with 2200lb draw bar pressure, which is double that of a Haas. I was at a trade show 2 years ago and was chatting with an engineer from Emuge at their booth and we were discussing MRR for various stainless materials. He asked me which holder I got the best tool life from for roughing with solid carbide under 19mm diameter, I instantly replied that sidelok gave us the best tool life. He smiled and said he now knew I had actually tested them. Both of us admitted that initially we bought into the hydraulic is the be all end all holder for roughing, but extensive testing taught us otherwise. I still have lots of uses for hydraulic holders, and use them daily, but they are a long ways off from being top dogs in the roughing department. -
Milling chuck and stick-out
Sticky replied to Matthew Hajicek - Singularity's topic in Machining, Tools, Cutting & Probing
No, not in the application he is talking about, especially with a 40 taper. The sidelok will provide better tool life. -
Wow $10/pc is a lot. I'd expect to pay half that. Does the guy have the worlds smallest blanchard or does he not know that it's not a surface grinder and you can take doc's larger than a thou?
-
Let's see a picture with you under it
-
Milling chuck and stick-out
Sticky replied to Matthew Hajicek - Singularity's topic in Machining, Tools, Cutting & Probing
The biggest problems with ER systems is that virtually no one assembles them correctly or maintains the system. The chucks/arbors to wear, the collets wear much faster, when they do, throw them out. They are cheap to replace with quality components. Use a torque wrench to tighten the nut. The spec is 100ft/lbs if over .125" cutter diameter. Using a mallet is just going to ruin your collet and nut. -
Interesting Tool Holder (video)
Sticky replied to taperlength's topic in Machining, Tools, Cutting & Probing
It was likely an angled live holder. It's actually a common place procedure. -
Interesting Tool Holder (video)
Sticky replied to taperlength's topic in Machining, Tools, Cutting & Probing
Do you mean a tapered bore? I'm not seeing how you could drill a hole on an angle with only 2 axis unless there was a live holder with adjustable angle involved. Even to do a tapered bore you would need to have your static holder on an angle. -
let's talk saws
Sticky replied to Eric@HorsepowerInc.'s topic in Machining, Tools, Cutting & Probing
Hydmech is a popular saw, they are cheap and they've done a good job at getting in at Haas outlets, but the quality is the saw. The difference in blade life on a Hydmech compared to my old Daito is an easy 10:1, not to mention on the Daito, all you hear is the cutting noise, on the hydmech they all have a high pitch squeal sound when cutting stainless. I have no idea if Behringer is still making saws in Germany. It is likely model specific, so I wouldn't be surprised to learn that their cheap commodity saws are made outside of Germany, while their higher end models are still made in Germany. Amada does this as well, their low end models are made in Taiwan, their high end machines are still made in Japan. AS far as I know Daito is still all Japanese built, Kasto and Kaltenbach are still German made. -
let's talk saws
Sticky replied to Eric@HorsepowerInc.'s topic in Machining, Tools, Cutting & Probing
Hyd-mech is the Haas of the saw world. Cosen is a copy of older Amada saws, which isn't a bad thing, old Amada saws are a good design. Premium brands are Eisele (I think there may have been a merged or something with Behringer now), Kaltenbach, Kasto, Amada, Daito, Dake Mid range Kalamazoo, Scotchman, Do All, Cosen, Hem Saw, Knuth, Marvel, Missler etc Low end Hyd-mech, and most other knockoffs of the above saws. -
let's talk saws
Sticky replied to Eric@HorsepowerInc.'s topic in Machining, Tools, Cutting & Probing
I'd look at Amada, Behringer, Daito etc My trusty old Daito 330W cuts 7" 304 round in 6min flat with a HSS blade. It will hold +/- .002" on length and hold +/- .001" parallelism on that cut, at those feeds. It was made some time in the 90's. It's a 6000lb scissor saw with a 1.5" blade.