Sticky
-
Posts
940 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Sticky
-
Why wouldn't you just stick with Matsuura? I haven't run Okumas so my opinion probably isn't worth too much, but its seems that the guys that come from lower end machine tools seem to think they are amazing, and the guys that come from higher end machines, like your Matsuuras, don't think they are in the same class of machinery. Their turning centers seem to have more favorable reviews then their HMC's. Over on practicalmachinist.com I've read of a few people having issue with the hmc tool matrix system and having the control freeze up.
-
Was that machine ever offered in a 1000mm X? I'm digging the Y travel for sure. And nice that the table is so large, seems well suited for mounting a rotary axis.
-
Wow, that is quite the construction! What a sick machine.
-
Ohhhhh that sounds soooo sexy. Would definitely love to see the scan. That sounds like the ultimate vmc construction.
-
I've never seen one in person. From what I can see online is that the Y and Z are on the same slide, and the table moves in X. I'm wondering if there is a support for the front of the Y axis up top, looks like there could be but I can't tell with the sheet metal on. Or is the Y on a ram like the FX5?
-
Yeah I think Mazak was traveling in all axis. I am just outside of Vancouver Canada. You guys in the UK got a lot more of the Matsuura FX verticals and FXH horizontals then we did in North America for some reason. In fact I don't think I've ever seen a Matsuura FXH 600 or 700 here ever. Those machines were so badass for their day, and really still are in many respects.
-
The Matsuura FX5 I ran had Y on a ram, with the Z hanging off the end of it. The X was on the table. It was a slick setup. Having that 20k spindle come flying towards your face with when doing Y rapid moves would wake you up I think the machine was a 1992.
-
 I'd say Goldorak is pretty close on his $150k cost to get it up and running, if anything I'd say its a bit light, clearing 200k won't be hard to do. Of course we are only assuming right now, we don't know what machine you actually have, how good it actually is etc. James makes a good point about personel, you are going to want a couple realyl good guys to get this thing implemented, we are talking 80k/year and up type guys.
I'd say Goldorak is pretty close on his $150k cost to get it up and running, if anything I'd say its a bit light, clearing 200k won't be hard to do. Of course we are only assuming right now, we don't know what machine you actually have, how good it actually is etc. James makes a good point about personel, you are going to want a couple realyl good guys to get this thing implemented, we are talking 80k/year and up type guys. -
If you can actually make a years worth of earnings by flipping it, you are probably nuts not too. Now if its a really nice machine and well suited for the work you do then maybe its worth keeping around. But otherwise I'm thinking its going to take 5 or more years for you to earn the same amount you could make flipping it, and you will definitely be in for a lot more stress. I've seen a few guys buy bigger 5 axis hmc's for well under 100k, thinking they will flip them for 4x more, only to sit on them for several years. Is this a boring mill?
-
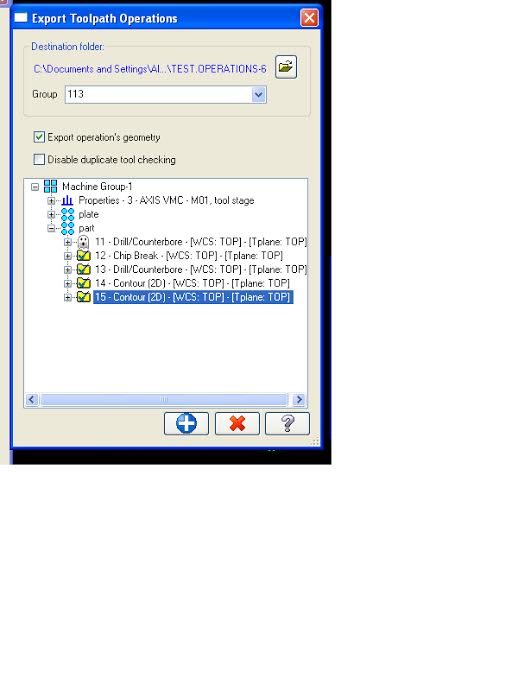
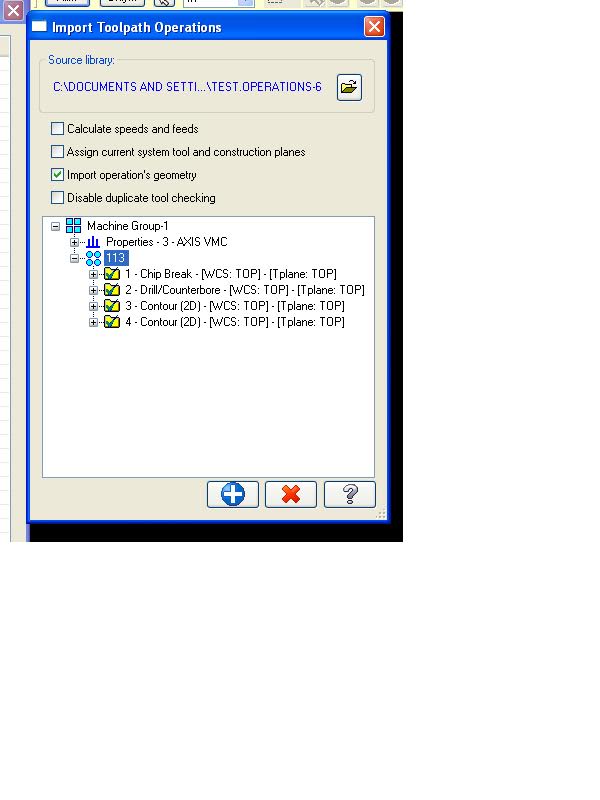
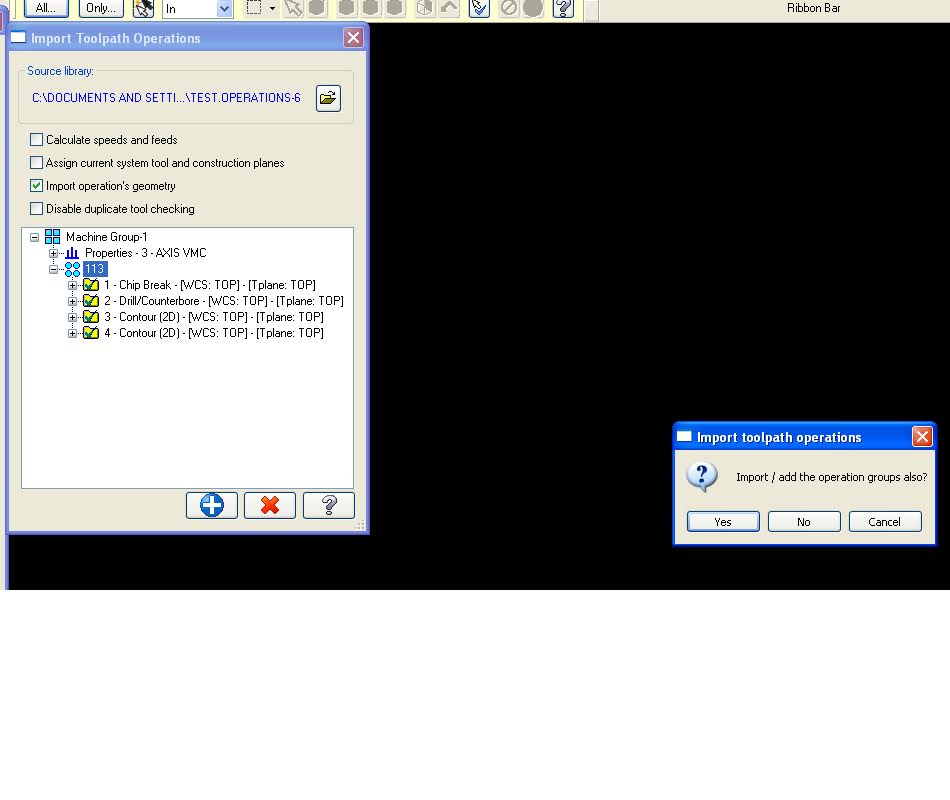
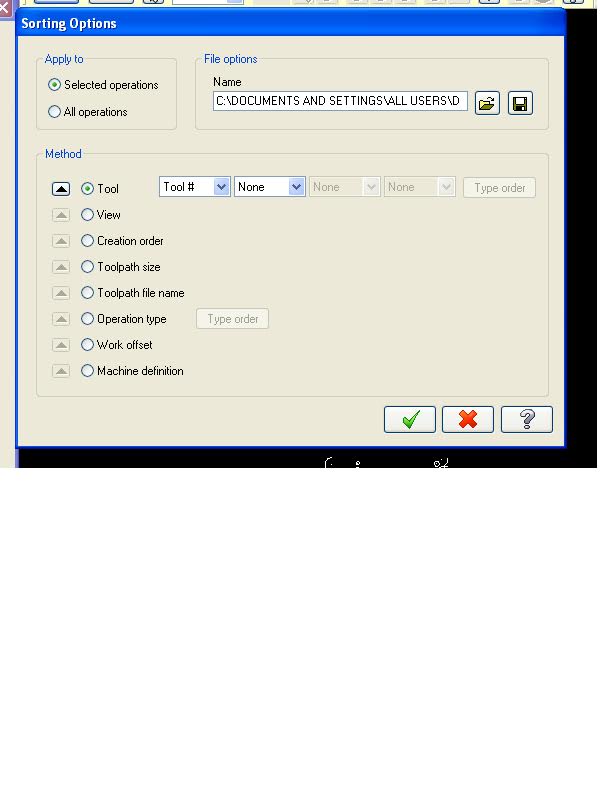
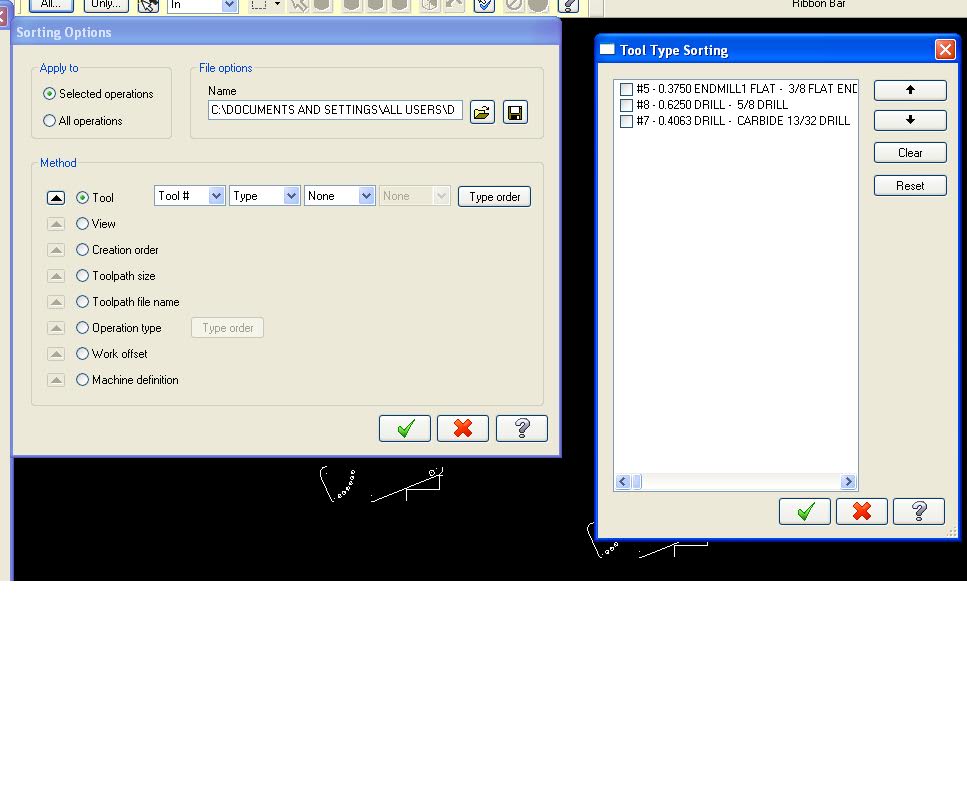
Here are the pictures that Brian sent me. I haven't had time to try yet, and likely won't for a few more days, but I am really curious to see how it works, particularly with rotations. Thanks Brian!





-
I sent you my email in a pm here Brian, thanks!
-
Bob, Ron, Joe etc do you guys have any other input as to what would be useful for a Chook like this? I am going to send a request in to in house to see if they can build a Chook, so I'd appreciate getting other more experienced users opinions. Brian, I am curious to try your method but won't be able to until next week. If you can't upload the screen shots here would you be able to email them to me or someone else here so that they could be uploaded to this thread? Have you used this method to get multiple offsets for different planes/rotations? Specifically using G54 and G55 on B0 and then G56 and G57 on B90 and G58 and G59 on B180 etc. I linked to workaround for this in post #19, but I can't help but think there must be a better way.
-
Depends, how optioned is it?
-
How exactly does this work? I'm trying to picture it but I don't think I'm following you. I think for a simple C hook all we would really need is: -Transform/Translate across a plane/face of a tombstone, multiple instances, with or without specifying pattern shift -"dynamic" type transform/translate where you can pick similar, uneven spaced geometry of the same feature on the same part without needing to set a new workoffset -Transform/Rotate, multiple planes, multiple instances, with or without specifying pattern shift -Ability to set Transform/Translate and Transform/Rotate at the same time (so that we no longer need to transform transforms anymore) -Organize by tool #, or tool paths, or tool groups. -Set independent work offsets for each transformed part (if it just incrementally increased that would be fine too as long as it works on multiple planes) -Ability to enter the center of rotation, and have the option of the post outputting (or not outputting if you want to run from COR only) the work coordinates with G10 for each part and each plane. Anything else? If we could have all of the above it wouldn't be too bad to bring in multiple different parts into the file and make a nice multiple part program where the tools are shared across the different parts...
-
That seems pretty cheap, what kind of options did you get?
-
I think its something MC should be considering, the movement for more efficient machining practices increases daily. More and more people are making the switch to hmc's, and those using verticals are using tombstone style fixtures in their vmc's more often. I know right now I am spending lots more time programming compared to my competition, and its not just because I'm slow
-
I'm not trying to mention any other cam systems. I am asking how do we get this functionality into Mastercam? Is it possible to make a C hook to do this? Is there some other way? What would it cost to have a C hook made with this functionality? I don't want to switch away from MC, so I'd be happy to pay to have or help develop this.
-
I'm not trying to slam Mastercam, I just want to see if there is anything we can do to implement these capabilities into MC. It might be for a small market, but I know there are plenty of people that program 4 axis mills here that could benefit from this. Unfortunately for me I only program hmc's so these types of benefits would pay quickly. If I could buy a tombstone add on for Mastercam that has the same type of functionality for $2500-3kish it would have an ROI of about a couple weeks in my shop.
-
Hopefully this doesn't get removed, I genuinely just want to see this type of capability added to MC: ^ This goes even further and makes it easy to run different parts on different planes and organize your tools in a very efficient way. This type of work and programming is only gaining popularity, we are all trying to make parts for lower price points and this is one of the best ways to do it. If we can reduce programming time it would really help being competitive. What I am wondering is if its possible to add this much capacity into a C hook? I would be interested into putting some money and time into helping getting something like this into MC.
-
Are the features all fixed to a single datum? Can you use a single work offset per part? If they are, then this is what I would do: -Program the complete feature with all tools in its own toolgroup (toolgroup1) -Make a new tool group for just transforms, and transform everything from the first tool group to all of the unique locations, you mention 10, so you should have ten transforms here.(toolgroup2) -Now make a tool group for each tool, lets say you have 15 tools for the feature in your first tool group, this means you need to create 15 new tool groups(toolgroups 3-18) -Now COPY tool group 2 into tool groups 3 through 18 -You can now edit the transform parameters in tool groups 3-18 to use the only the tool number for the correct group from tool group1. The reason I suggest doing it this way is so that your transform XY values will be consistent amongst all 150 transform operations you have up to this point, you only need to rely on repicking the toolpath. If you need to rotate this around a tombstone all you need to do at this point is create another tool group, and create an individual transform for each tool, so another 15 transforms in this case. Hopefully you can use a single workoffset per side. If not there is even more work to be done: http://www.emastercam.com/board/index.php?showtopic=75573
-
That sounds awesome! How do you handle multiple workoffsets with the post though?
-
Did you get it figured out Bob?
-
If you do it the way I was talking about its only 6 transforms, one for each tool/tool group. For example, I just did a program with 32 tools, and most tools had 4-12 different tool paths associated to them. So I created 32 tool groups, and put all the tool paths for each tool in corresponding tool group. Then I just simply create another tool group for transforms only, and in your transform parameters you can just select the entire tool group that belongs to the tool and all the tool paths in it will be transformed, instead of creating a separate transform for each. Sometimes I need to make 2 or 3 tool groups for a tool, just to make it more efficient for certain features, so then I make tool groups named after what type of operation that tool is doing. I don't have a dongle at home so I can't take a screen shot but I could tomorrow when I am back at work. It is time consuming but it does work. I really think MC needs to step on this and work on some better solutions. As soon as you get into what you need to do, and then you need to transform your transform ops to rotate the tool paths with multiple workoffsets it REALLY SUCKS. Unfortunately that is all I do
-
I just realized you are referring to features that are likely staying in the same position from part to part. I kind of assumed this was a part like a casting and the features were in different positions each time. If that is the case then the problem is easier to solve and just requires making multiple transforms from the original path to the locations you need, and you can still use the same work offset.
-
I started doing it that way but then I did a couple jobs with 30-60 tools in them, way too much work trying to find stuff at that point, now even if I have ten tools I still just organize the tools in their own tool group so that its easier to edit both the tool paths and the transform ops when necessary.