Sticky
-
Posts
940 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Sticky
-

CAM for on machine programming
Sticky replied to gcode's topic in Machining, Tools, Cutting & Probing
Hmmmm, sounds like Productivity+ would be a little bit easier to use for measure/remachine type work then, provided you can get it integrated. -
I've had some weird stuff happen while running multiple instances, so I just don't do it anymore. Sure would be nice to be able to reliably run multiple instances and drag and drop geometry or tool paths.
-
You guys are right, I'm just gonna start running these crappy unproven posts, from my unreliable software, at full rapids and go home, and just buy some spare $30k/pc spindles and just change them out when things go boom. Who cares right?!
-
CAM for on machine programming
Sticky replied to gcode's topic in Machining, Tools, Cutting & Probing
As I said, already knew that. Here is the link to Renishaws CNC reporter: http://www.renishaw.ca/en/renishaw-cnc-reporter--8479 Its cheap, and gives you a lot more control for assigning feature names, go no go, analyzing historical data etc. Yes I know you can just do it yourself, and enter everything into excel, but like in my example above, doing it for 800 operations gets old when this system does it automatically and seamlessly, you know, less work? I understand how to re machine the feature. I'm wondering how you command it from the drill cycles though. Do you have some sort of provision for adding statements? -
I didn't put words in your mouth, I was making a sarcastic comment about why it evens matters if there aren't any problems in your programs? I'm not sure if you actually thought I was single blocking though feed movements through out the program, which you would have known is not the case if you read post #11. Then I had to give you an example of how single blocking through planes and clearances saved my spindle and more due to a BUG in Mastercam, which running at 25% would NOT have saved anything, The spindle was about 1.5" away from the side of the tombstone, the machine would have crashed before you even knew that it was going in the wrong direction.
-
Could you not use #3002? Its an hour meter but you can do some math to get the minutes and seconds out of it.
-
CAM for on machine programming
Sticky replied to gcode's topic in Machining, Tools, Cutting & Probing
For you guys that are using drill cycles instead of productivity plus, how are you handling things like re running a tool once you've had the probe measure a surface and update the tool offset? Do you guys have some sort of trick for adding statements? -
Well I think I know who will be giving me some training in the near future
-
CAM for on machine programming
Sticky replied to gcode's topic in Machining, Tools, Cutting & Probing
Yes, it isn't making a nice excel spreadsheet with the feature names, deviations etc though. If you have tomsbtone with 80 parts, with 20 features each, and you need to do 100% inspection CNC reporter is going to save you a boatload of time -
Lol, why don't you just crank it up to 100% rapids, turn out the lights and go home on an unproven post James? You could maybe ask questions before saying I'm a bad programmer. If I hadn't been single blocking and checking clearances last weekend I'd be out 1 spindle, 1 tombstone, 1 tool holder, 2 parts, and about 50k. All because of a Mastercam BUG. NOT because I didn't program the correct values, but because Mastecam didn't DO what it said it would. I am ONLY working on hmc's, and most of it is multiple sided work on tombstones, so taking a little bit of extra time to make sure all clearances, tool offsets, and work offsets are correct is a good way to stay crash free, particularly when I am constantly trying to find/deal with bugs and post modifications. When I have a spindle inside a window fixture, in between corners of a tombstone, or on the left side of a tombstone I use caution.
-
CAM for on machine programming
Sticky replied to gcode's topic in Machining, Tools, Cutting & Probing
That isn't even kind of the same thing? -
CAM for on machine programming
Sticky replied to gcode's topic in Machining, Tools, Cutting & Probing
From my understanding you can actually get the MC Productivity + to use your on machine inspection plus macros now if you like. The trick is finding a reseller that can actually get it going for you. Does anyone know if Mastercam is working towards getting this wrapped up and adding Renishaw CNC Reporter? http://www.renishaw....-reporter--8479 And yes I use G10's to post the approximate or should be locations of the part, then use the probe to inspect, verify, update the position etc. Right now I just drill cycles set to subprogram and I write out the commands long hand. -
I only single block through rapid moves, plane changes etc I mostly just machine nasty stainless so single blocking through a feed movement isn't going to work so well for me When I do mold style part with long surfacing parts I let them run un attended through the night. I just go through the code, check all my retracts and rapid planes, triple check tool length offsets are correct and let it roll.
-
CAM for on machine programming
Sticky replied to gcode's topic in Machining, Tools, Cutting & Probing
Ron, I appreciate the knowledge you have in so many areas, but it is damn near impossible to read what you write half the time. You don't need to have amazing grammar, but at least breaking things into some paragraphs here and there would help I don't really understand why its taking so long for Mastercam to get this working properly? They've been advertising they have it for almost 3 years. -
Wow Colin, you are the man! You really did a nice job on that .pdf I'll try adding it into my post tomorrow.
-
Serious question, how much safer would you feel running it through G code verification? Would you actually just let it go at full rapid? Or are you still going to turn the rapids down and single block your way though things with caution?
-
JMC and Goetz, are your programs using or ignoring the "clearance" value?
-
CAM for on machine programming
Sticky replied to gcode's topic in Machining, Tools, Cutting & Probing
We've been dying to get Productivity Plus added to our MC seat, but they basically want us to do all the troubleshooting for them. LOL How much work is involved in setting up custom drill cycles to use inspection plus Goetz? -
My machine does the same but I can view and modify the parameters on the chiller controller. Looks like Makino is making this one easy for you
-
In the sample I made trying to mimic your problem it still uses the clearance values, does it use them on your end?
-
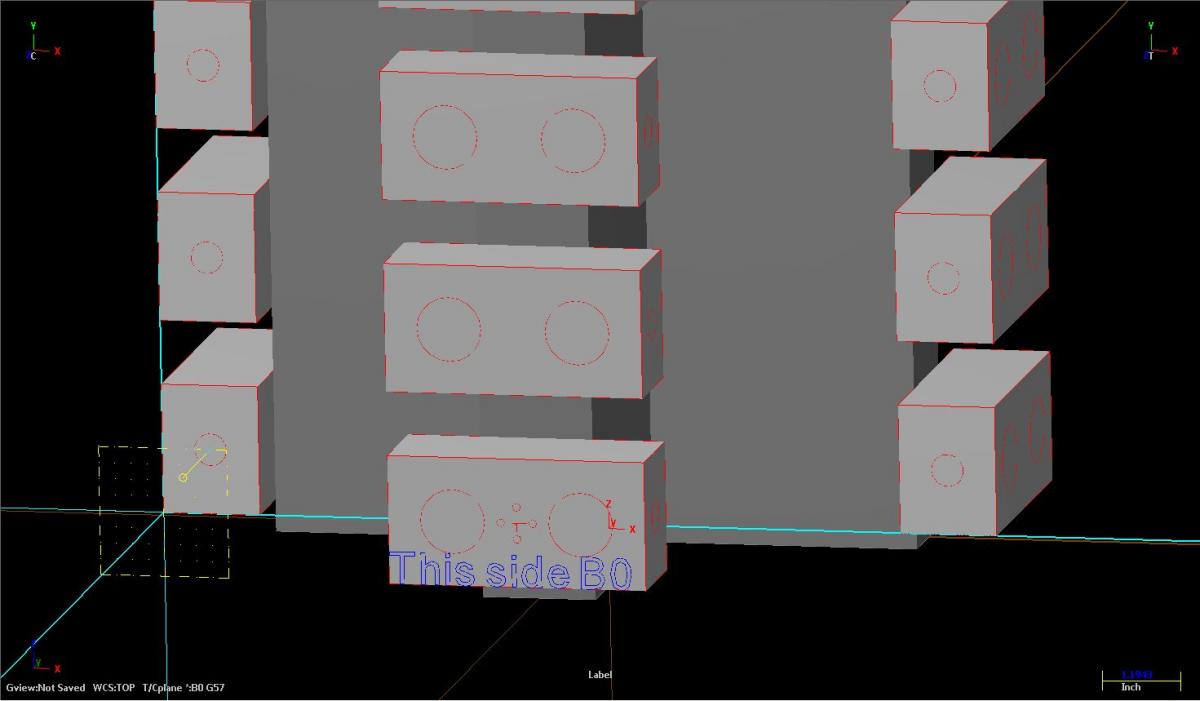
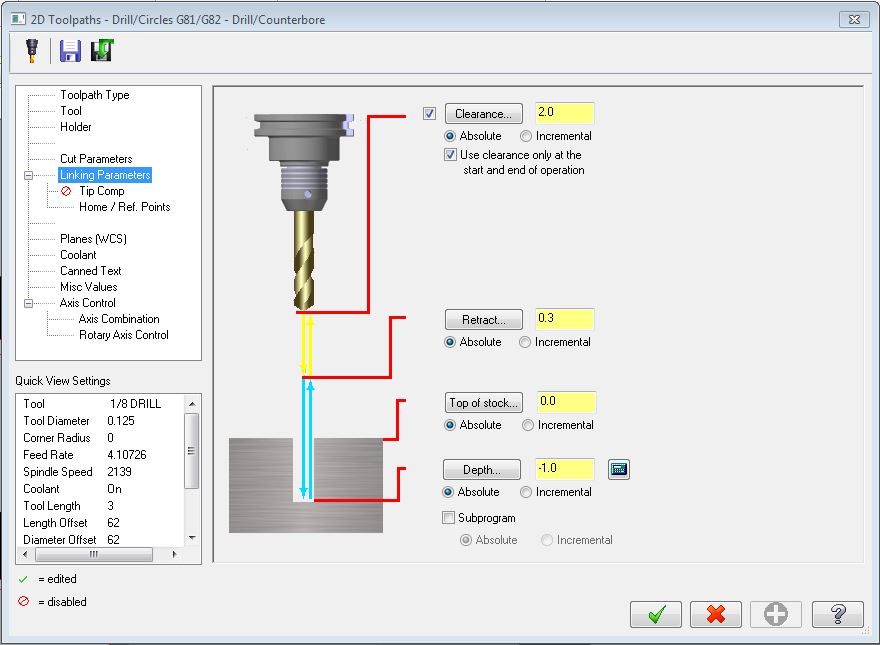
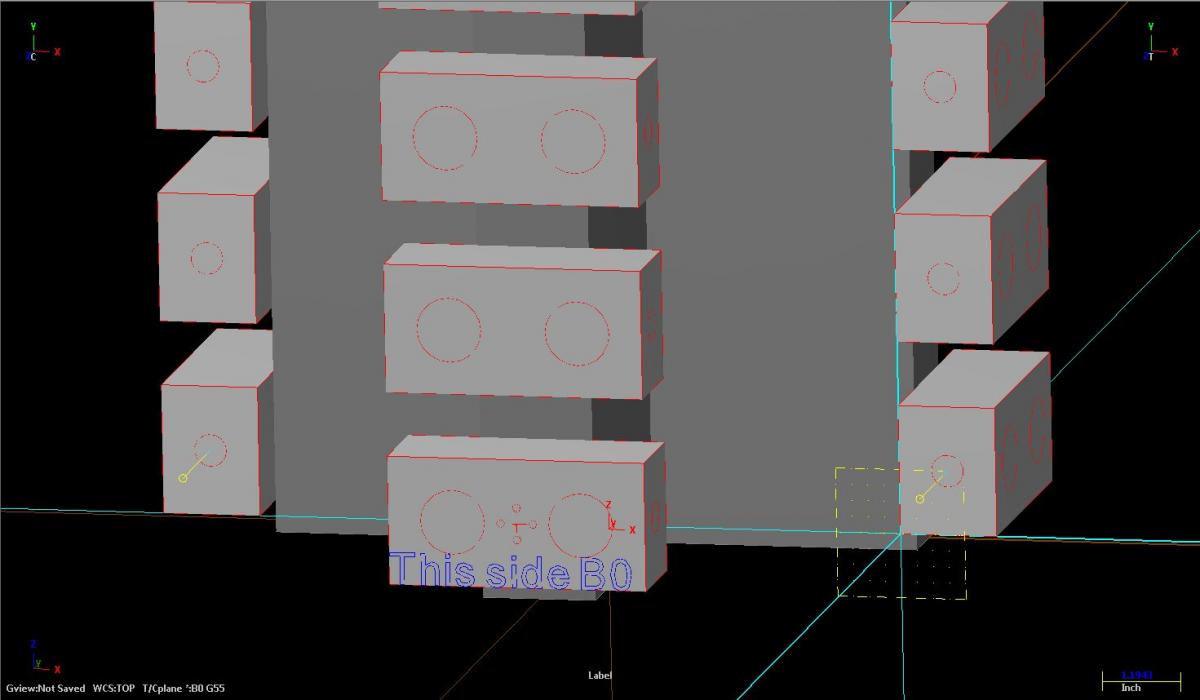
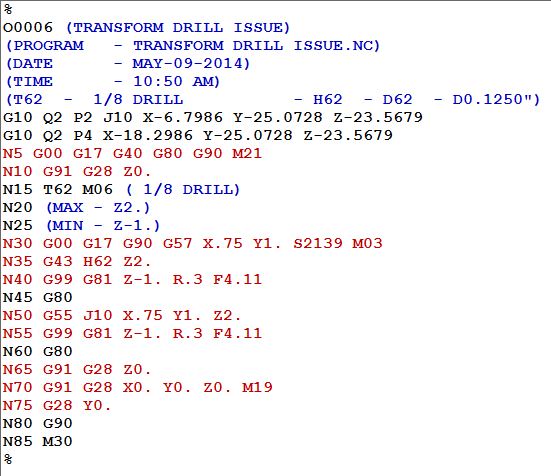
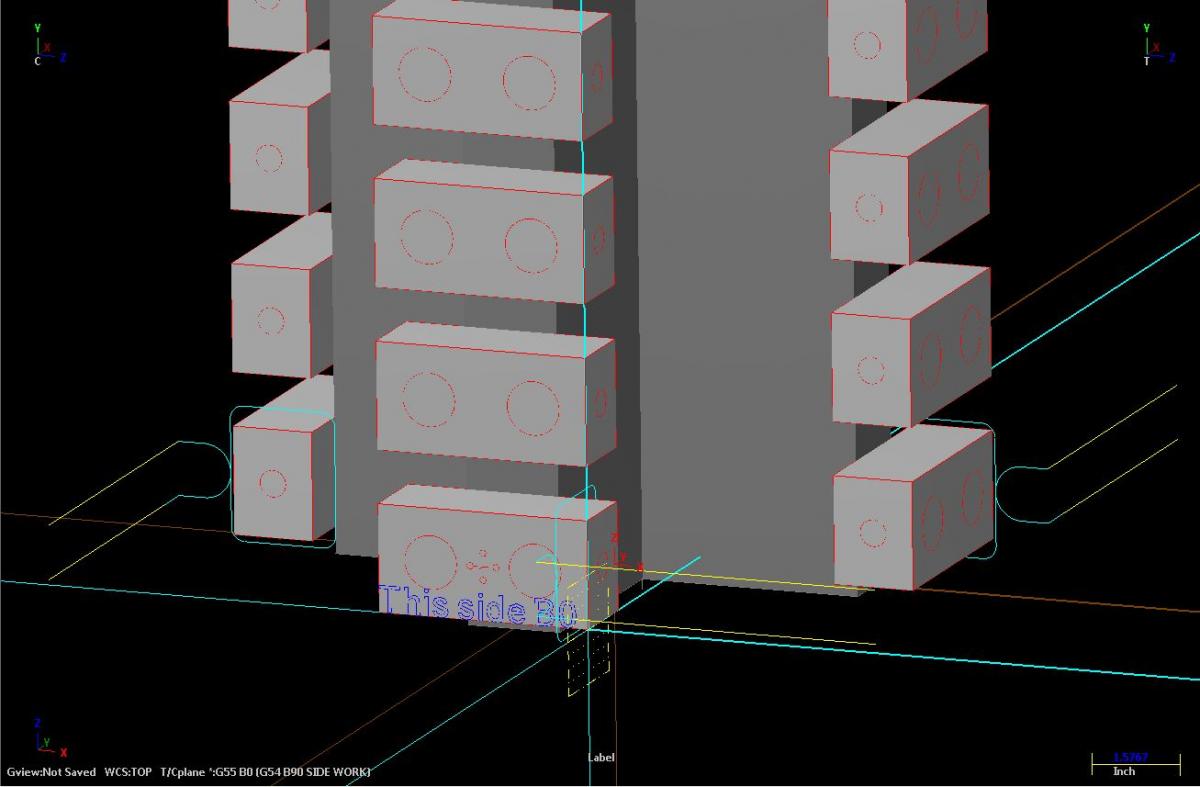
JMC, are you talking about Joe's problem? I should mention that when I do what Joe is talking about it at least still uses the clearance value in the Linking parameters. So not sure if its a bug as much as watch out type of problem. The problem I am having on the other hand is really simple to test. make ONE drill tool path on a wcs like this: Set Linking parameters like this: Now make another wcs, and use the same tool and parameters to do the same thing on the new wcs: And for me I get code like this: ^ Between N45 and N50 there SHOULD be a Z2.0 called. If you make two drill points with the same tool paths and planes you get the correct retract like this:





-
You need to have a drawbar force gage to check. I don't think that is your issue, if your retention system uses belleville washers its actually impossible anyways. What is your cooler displaying for temperature? That is lame they use the same chiller for the screws and spindle. Newbee touched on something quite important, most chillers can be configured to either work towards a target temperature, OR a within a percentage range of ambient. I would recommend using the percentage of ambient. Does your chiller have a standalone control or is it tied into the NC? Either way, in most cases you can view the temperature the chiller is at on the chiller itself. You should maybe monitor it today while you are running parts and take note of temperature fluctuation compared to ambient changes and spindle rpm.
-
Ok I'll send a file to QC and see what they say. I'm not following what you are referring to by "Operation Parameters"? I assume you aren't talking about right clicking on the tool path, edit common params?
-
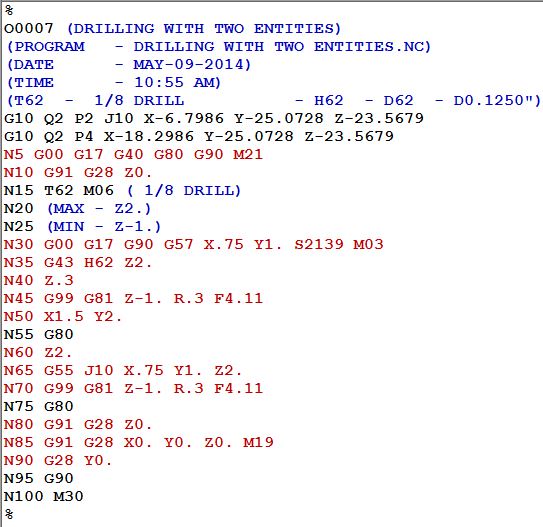
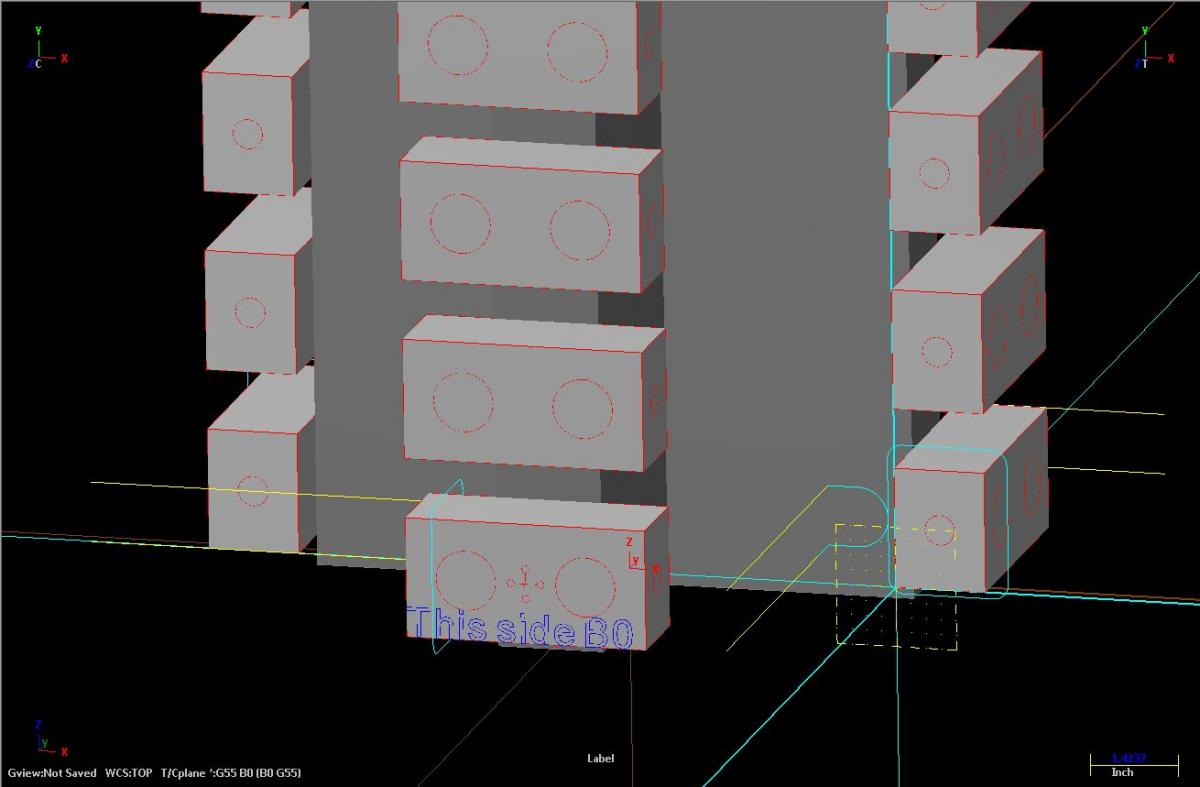
If I am understanding Joe's problem correctly: In this first picture the yellow grid is the start of my transform op (B90), so that my last B axis index is B0. My next operation starts on B0, and thus the spindle attempts to become one with the tombstone


-
My post IS set for full retract on index for the reasons you mentioned! The issue is that I was on the LEFT side of the tombstone, MC ignored the "clearance" value and almost sent my spindle into the tombstone/parts sitting on B0. Luckily I was watching the code like a hawk, and I saw it coming before it happened. What makes this particularly dangerous is that I had a few other tools going to the same plane, and because they had more then two entities, they used the "clearance" value, just like they SHOULD. If I had been the slightest bit complacent in thinking "MC/post is working as it should as shown by the previous tools" I'd be out over 50k right now. Glad to know I'm not the only one... Yikes. I sent it to In House. Is there someone else I can send it to? In house doesn't give me bug #'s. Joe, I can replicate your problem with my MPMASTER post.