crazy^millman
-
Posts
19,581 -
Joined
-
Last visited
-
Days Won
359
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by crazy^millman
-
So you have only the original version of Windows on your computer and have never updated it once? Let me guess you're a perfect out of the box programmer who's speeds and feeds and code is always perfect? Improving things is always a good thing in my book, but I am the crazy person in the room so there is that.
-
No most insert cutters are not flat bottom bY design. A flat bottom endmill is the correct call here in my humble opinion.
-

post help or machine control help
crazy^millman replied to Ballnose Bill's topic in Post Processor Development Forum
Make sure each plane in Mastercam has a the correct offset in the planes manager. Don't use the automatic crash your machine offset process. -
Flat endmill using a multi Axis toolpath to cut them. the slot tool is going to introduce too much stress into the part. Might use a 3/8 endmill to reduce the tool pressure also, Develop the process and make sure you are roughing to a plus condition. Let normalize for 24 hours or use dry ice for 4-6 hours. Semi Finish to still a plus condition then repeat the 24 hour or dry ice normalization then finish.
-
post help or machine control help
crazy^millman replied to Ballnose Bill's topic in Post Processor Development Forum
Post has probably been defaulted to use only one WCS. Look for a switch in the post to make the change. -
Need to reach out to the supplier of the post and ask them for help. It would have been integrated into the post when it was purchased
-
change post from APT back to NC Code?
crazy^millman replied to riverhunter's topic in Post Processor Development Forum
Not that I am aware of would need to reach out to the post supplier and see what they say. -
Force A tool change between each operation.
-
Your thought process is spot on and agree with the others.
-
Any suggestions? My first time HEM with MAsterCam!
crazy^millman replied to Metals and materials's topic in Industrial Forum
Why only a ball endmill? Use a Bull Endmill to get most of the material out of it. Look to a 7 flute tool. Use the ball endmill where you need. A ball endmill by it's very nature will create more cutting force. -
Any suggestions? My first time HEM with MAsterCam!
crazy^millman replied to Metals and materials's topic in Industrial Forum
Flute count? Tool Specific information would be helpful. -
Millturn simulation setup question
crazy^millman replied to Shovelhead88's topic in Industrial Forum
Yes you can do this depending on the Version you have. You do this through the Job Setup and then make sure to save them. It would be best to get your dealer involved and get the LMD updated so it will load them by default moving forward.- 1 reply
-
- 3
-

-
Exactly our group has well over 500 hours doing this since holders were introduced into the software. Still amazed I go into a lot of shops and what you are doing puts you into the top 20% of programmers that are doing that.
-
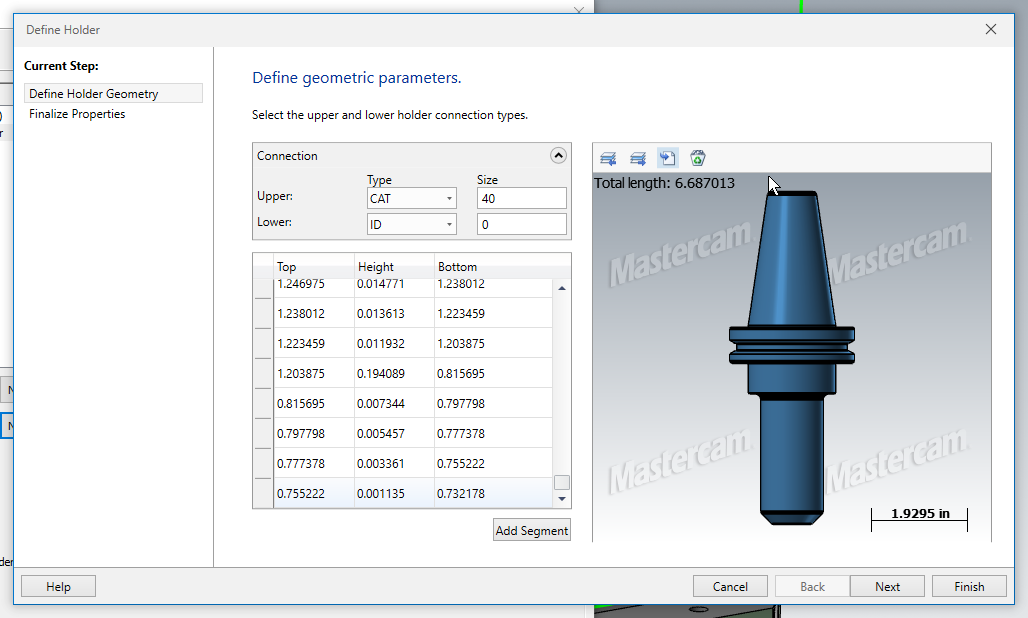
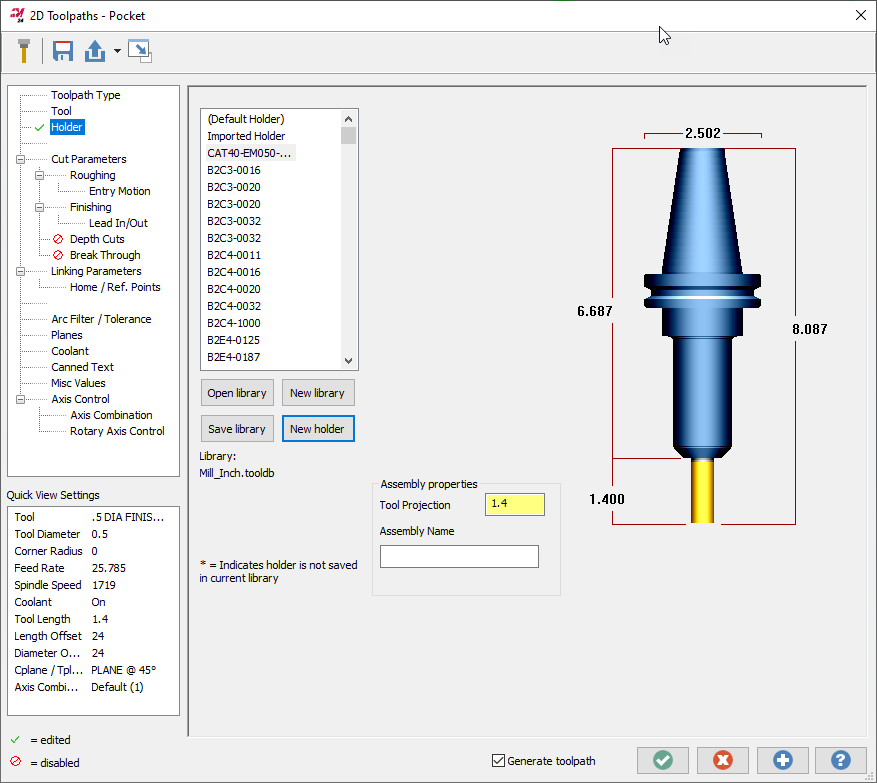
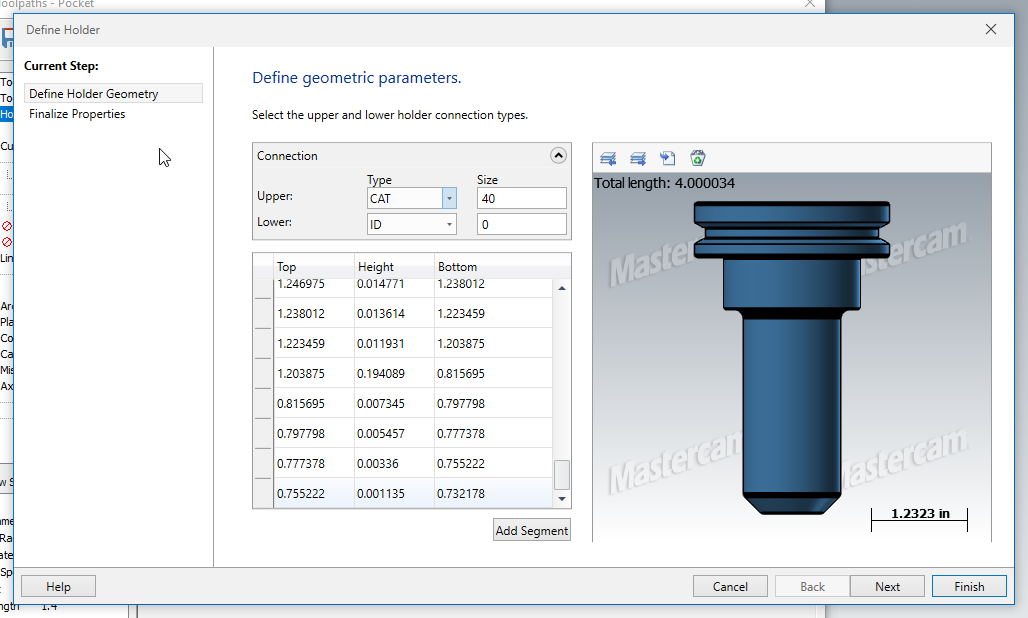
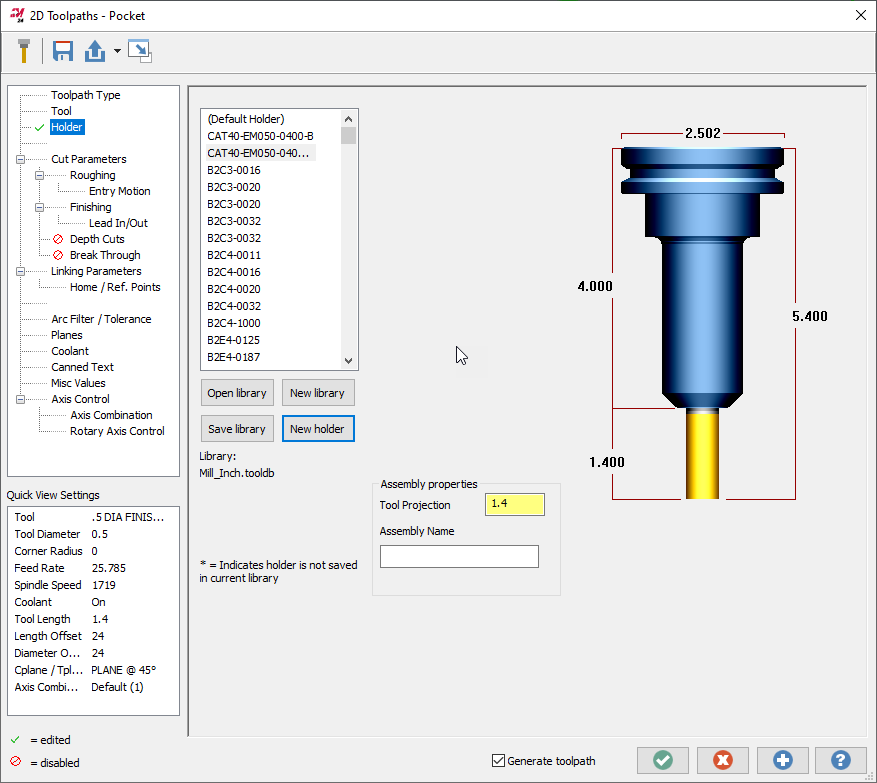
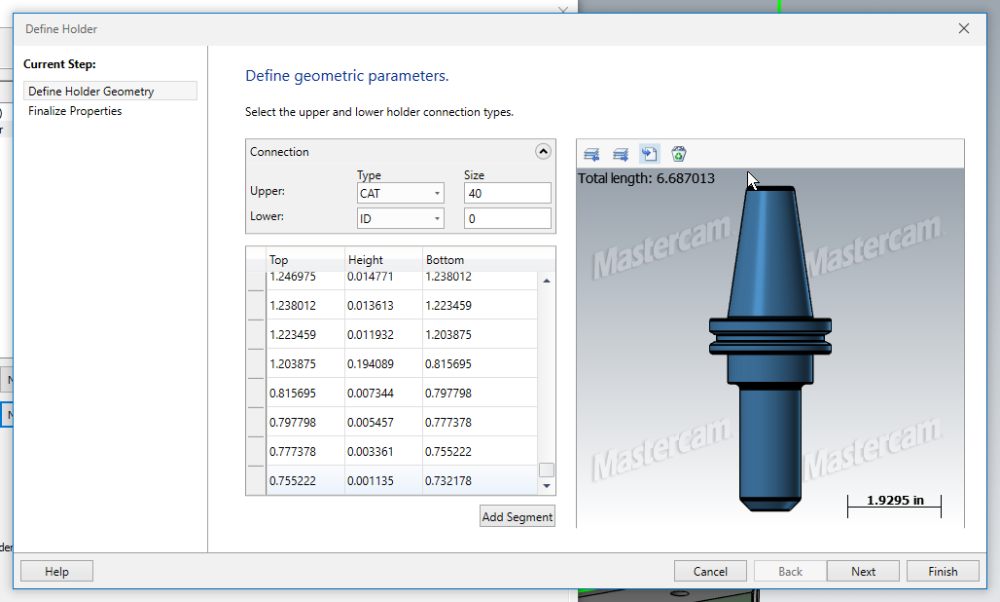
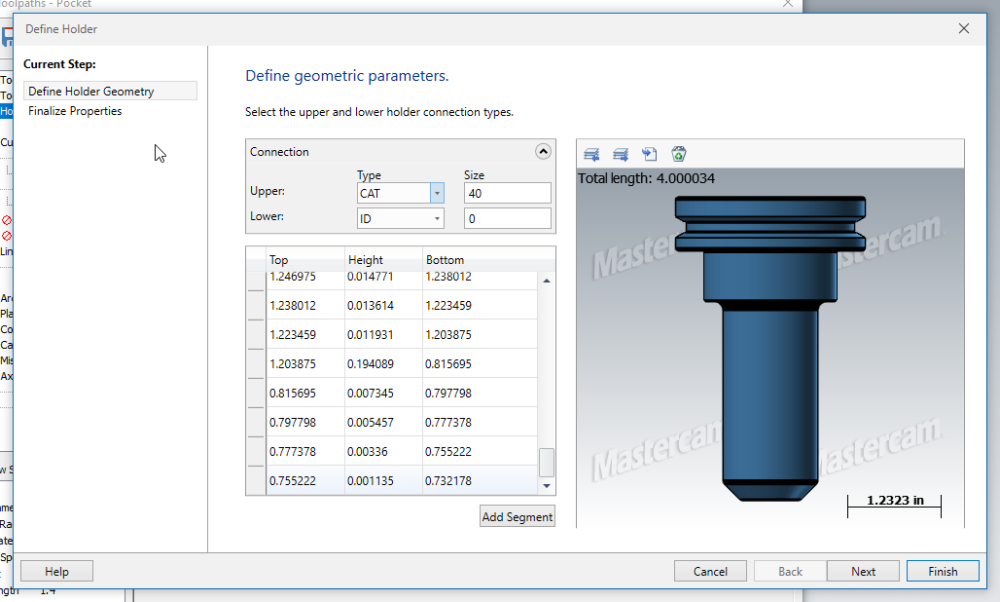
This is with taper on the holder and no allowance for gauge length in Total Length for any section of the software being leaving CAT, BT, CAPTO, HSK to other tapers on the holders. Now an setup person has to understand I want a 4" gauge length, but get documentation that shows 6.687 for a length. This will never create any confusion now will it? Without the taper so Gauge Length is accounted for. Which process from a process standpoint support better communication and documentation for the Manufacturing process? More of the things I have asked for years that fall on deaf ears at CNC Software.
-
People process and technology and as someone who has to provide complete programming package to customers where I never go onsite the process of documentation is extremely important to make that work. I have well over 2000 holders I have stripped the taper off over in the last 14 years. Say it only took me 5 minutes a holder that is 10,000 minutes or 167 hours. Take just 1000 end users having to do the same thing. That is 166,670 hours of end user time wasted not taking something that should be a fundamental core of the software and have it already implemented. Remember my two for one rule that is really 333,400 of hours wasted so if it did take 10 developers 160 hours of time each for a total time of 1600 hours to get gauge length working in the software that is a drop in bucket of time that end users would have saved. Real hard to win me over using that logic when the numbers speak for themself. I know enough about the development to know the tool group is complete;y different than the toolpath group when it comes to developers.
-
What do the old school toolpaths look like? Have the changed? Have they been brought forward to the new GUI? When will they get the transition? These are the things that show me inconsistent implementation from a GUI standpoint. how about support Gauge Length across the board for holder in the software? We don't program machine tool from the edge of the tape on a holder, but go use them in a setup sheet or just look at them in any of the interfaces and what are the measurements based off of? I was personally onsite back in 2011 and had this very conversation with developers and it is still not supported correctly? Don't even get me started on probing.
-
Not a matter of knowing. A matter of process flow and inconsistent process implementation with the drop downs. We have a GUI that went from somewhat cumbersome to just down right problematic. Go set a machine in 2024 and see if ti sticks. Go try change many other things that were finally working as they should to now 2 versions of a bad implementation of all of this. We will get 2-4 more releases before they might get it dialed in to then have someone else come along and say nope time to change things for the sake of change. Why haven't we still got holders implemented into the old toolpaths? Many other things that make people who use it daily to earn a living frustrated. It is a tool in the toolbox I use to earn a living and I will keep forcing it and pushing it against the grain to get the job done, but don't think these things go unnoticed by the end users who find them poorly done and put out here as world class when they are not that any more.
-
Changing number of decimal places in Toolpath Parameters
crazy^millman replied to Sigurd's topic in Industrial Forum
That has nothing to do with the original question. The dialog is going to use the tolerance it is going to use if you want analyze to match it then I showed you that. There is a way to decrease the overall accuracy of the whole system that would then effect every program you run on your system, but why someone would ever think doing that is good method is beyond me. What are you trying to accomplish here? What is the end goal? How will this help you do your daily job better? Who is effected?, What is effected?, Why is it effected?, Where does this effect changed things?, When are these effects going to help? are questions we should ask ourselves every time we are doing something. -
Welcome to the wide world of dumb engineers. What does that area do with regards to form, fit and function? If it is a must and will effect the form, fit and function then trying to make a multi axis part in a 3 axis setup is a recipe for failure every day of the week. Needing 25xD tool to machine that area is going to be a nightmare on a 3 Axis machine. Here is a tool that would allow you to cut that part, but the finish and quality of the part will be greatly reduced along with the exponential amount of run time needed to machine it. .04" (.508mm) x 25D

-
Probably one of my biggest complaints about the change in Verifying toolpaths was this.
-
Without a Z2G not much anyone here can do. I would be on the phone with my Mastercam dealer and asking to do a teams or gotomeeting to get to the bottom of it.
-
How much in Machine Inspection are you doing?
crazy^millman replied to rgrin's topic in Industrial Forum
Why I will have a job doing what I do until the day I don't walk the face of this earth. -
Need a Parametric CAD software with integrated CAM to accomplish what you are after. Can maybe write extensive Macro do do it, but would need to know at least 100 different things and block out 40-80 hours of time to even consider taking a task like that on and still would not say I am 100% sure it can even be done without again a tons of unknowns made known.
-
Hello Mastercam Community. I shared this when I originally developed this back in 2007. I keep getting requests about it so I thought I would share it again. There were many people who helped me back then to make it what it is so I cannot take al the credit for it. Robert Brunsen (Zoober) had a big hand in this. Please use at your own risk. <!><!><!><!><!><!><!><!><!><!><!><!><!><!><!><!><!><!><!><!><!><!><!><!><!><!><!><!><!><!><!><!><!><!><!> <!><!><!><!><!><!><!><!> Make a Backup of your Post before attempting any of this <!><!><!><!><!><!><!><!> <!><!><!><!><!><!><!><!><!><!><!><!><!><!><!><!><!><!><!><!><!><!><!><!><!><!><!><!><!><!><!><!><!><!><!> I defined all the variables I wanted to use in the drilling section of the post right before the custom drill cycles: # --------------------------------------------------------------------- # Macro Variables as I need them # --------------------------------------------------------------------- sequal : "=" #Equal Sign spound : "#" #Pound Sign sminus : "-" #Minus Sign sadd : "+" #Addition Sign sdivide : "/" #Division Sign smultiply : "*" #Multiply Sign seq : "EQ" #Equal Call sne : "NE" #Not Equal To Call sgt : "GT" #Greater Than to Call slt : "LT" #Less Than Call sge : "GE" #Is Great than or Equal to Call sle : "LE" #Is Less than or Equal to Call sin : "SIN" #Sine Math scos : "COS" #Cosine Math stan : "TAN" #Tangent Math satan : "ATAN" #ArcTangent Math sacos : "ACOS" #ArcCosine Math sqrt : "SQRT" #Sqaure Root Math sabs : "ABS" #Absoulte Value sbin : "BIN" #Bin sbcd : "BCD" #Bcd sround : "ROUND" #Round to the Nearest Whole Number sfix : "FIX" #Use for Cutting away any Decimal Numbers sfup : "FUP" #Counting Decimal Digits as one's sln : "LN" #Natural Logarithm sexp : "EXP" #Exponent sbracketopen : "[" #Open Bracket sbracketclose : "]" #Close Bracket sif : "IF" #If Call sgoto : "GOTO" #Goto Call swhile : "WHILE" #While Call sdo : "DO" #Do Call sor : "OR" #Or Call sand : "AND" #And Call smod : "MOD" #Surplus Math sdprint : "DPRNT" #Data Output in from Probing Cycles sm100 : "100" #Macro Varaible 100 for Spindle Tranfer Operation sm150 : "150" #Macro Variable 150 for Math Functions in C Axis Aling Macro sm151 : "151" #Macro Variable 151 for Math Functions in C Axis Aling Macro sm152 : "152" #Macro Variable 152 Math Functions in C Axis Aling Macro sm5021 : "5021" #Machine Postion X Axis Variable sm5022 : "5022" #Machine Postion Y Axis Variable sm5023 : "5023" #Machine Postion Z Axis Variable sm5024 : "5024" #Machine Postion B Axis Variable sm5025 : "5025" #Machine Postion C Axis Varaible for Main Spindle sm5026 : "5026" #Machine Postion W Axis Varaible for Sub Spindle sm5027 : "5027" #Machine Postion U Axis Varaible for Sub Spindle sm5221 : "5221" #Workoffset Machine Postion X Axis Variable sm5222 : "5222" #Workoffset Machine Postion Y Axis Variable sm5223 : "5223" #Workoffset Machine Postion Z Axis Variable sm5224 : "5224" #Workoffset Machine Postion B Axis Variable sm5225 : "5225" #Workoffset Machine Postion C Axis Varaible for Main Spindle sm5226 : "5226" #Workoffset Machine Postion W Axis Varaible for Sub Spindle sm5227 : "5227" #Workoffset Machine Postion U Axis Varaible for Sub Spindle # -------------------------------------------------------------------------- # Probing String Varaibles Put here to keep post cleaner # -------------------------------------------------------------------------- strg659530 : "G65P9530" #Printing Macro Call for B90 strg659532 : "G65P9532" #Offset Update Macro for B90 strg659610 : "G65P9610" #Probe Protect Cycle for B90 strg659611 : "G65P9611" #XYZ Single Surface Measure B90 strg659612 : "G65P9612" #Web / Pocket Measure B90 strg659614 : "G65P9614" #Bore / Boss B90 strg659618 : "G65P9618" #C Axis Measure - Vertical B90 strg659619 : "G65P9619" #Bore / Boss on PCD B90 strg659621 : "G65P9621" #Angle Single Surface Measure B90 strg659622 : "G65P9622" #Angle Web / Pocket Measure B90 strg659623 : "G65P9623" #3-Point Bore / Boss Measure B90 strg659634 : "G65P9634" #Feature to Feature Measure B90 strg659650 : "G65P9650" #C-Axis Measure - Vertical B90 strg659730 : "G65P9730" #Printing Macro Call for B0 strg659732 : "G65P9732" #Offset Update Macro for B0 strg659810 : "G65P9810" #Probe Protect Cycle for B0 strg659811 : "G65P9811" #XYZ Single Surface Measure B0 strg659812 : "G65P9812" #Web / Pocket Measure B0 strg659814 : "G65P9814" #Bore / Boss B0 strg659818 : "G65P9818" #C Axis Measure - Horizontal B0 strg659819 : "G65P9819" #Bore / Boss on PCD B0 strg659821 : "G65P9821" #Angle Single Surface Measure B0 strg659822 : "G65P9822" #Angle Web / Pocket Measure B0 strg659823 : "G65P9823" #3-Point Bore / Boss Measure B0 strg659834 : "G65P9834" #Feature to Feature Measure B0 strg659850 : "G65P9850" #C-Axis Measure - Horizontal B0 zsinsurf : 0 #P9811 Z Axis Single Surface Use at B0,B90,B180 xsinsurf : 0 #P9811 X Axis Single Surface Use at B0,B90,B180 ysinsurf : 0 #P9811 Y Axis Single Surface Use At B0,B90,B180 drl_prm2$ : 0 drl_prm3$ : 0 drl_prm4$ : 0 # -------------------------------------------------------------------------- # Macro Force Start Amounts # -------------------------------------------------------------------------- m5225 : 5225 m5227 : 5227 # -------------------------------------------------------------------------- # Probe 90 deg Format Statements # -------------------------------------------------------------------------- fmt "X" 2 prorefht #B90 X clearence for Protect Cycle fmt "D" 2 diadwell #B90 P9614 Bore/Boss Measurement Dia call out fmt "Y" 2 cyspan #Used for Across Distance # -------------------------------------------------------------------------- # Probe 90 deg Varabiles # -------------------------------------------------------------------------- prorefht = refht$ #B90 X clearence for Protect Cycle diadwell = dwell$ #B90 P9614 Bore/Boss Measurement Dia call out cyspan = dwell$ #Used for Across Distance # -------------------------------------------------------------------------- # Probe 0 deg Format Statements # -------------------------------------------------------------------------- fmt "Z" 2 prnrefht #B0 X clearence for Protect Cycle fmt "D" 2 diedwell #B0 P9814 Bore/Boss Measurement # -------------------------------------------------------------------------- # Probe 0 deg Varabiles # -------------------------------------------------------------------------- prnrefht = refht$ #B0 Z clearence for Protect Cycle diedwell = dwell$ #B90 P9814 Bore/Boss Measurement Dia call out # -------------------------------------------------------------------------- # Probe Shared Index deg Format Statements # -------------------------------------------------------------------------- fmt "S" 4 offupdate #Used to Fixture Offsets fmt "H" 2 feattoler #Tolerance of Feature being Measured fmt "M" 2 trueposzone #True Position Tolerenance Zone fmt "B" 2 cangtoler #C axis Tolerance for C-Axis Align Cycle fmt "Q" 2 covertrav #C Axis Overtravel for Probe Amount fmt 2 drl_prm1$ #Tolerance Vaule for Repeat Loop in Post fmt "W" 4 drl_prm2$ #Print Variable for Increment or Reset fmt "N" 30 ngoto #GOTO statement Number to use in Header fmt 30 ngoto2 #GOTO statement Number to use in Probing Routine fmt 30 m5225 #Format for correct Number Values fmt 30 m5227 #Format for correct Number Values fmt "X" 2 xsinsurf #Single Surface for X fmt "Y" 2 ysinsurf #Single Surface for Y fmt "Z" 2 zsinsurf #Single Surface for Z # -------------------------------------------------------------------------- # Probe Shared Index deg Varabiles # -------------------------------------------------------------------------- offupdate = workofs$ #Used for Probing cycles to update workoffset fixed to used offset for operation. trueposzone = peck2$ #Used for the True Position amount cangtoler = peck1$ #Used for Angle Tolerance on C Axis Align Cycle covertrav = peck2$ #Used for Amount of Overtravel allowed for C Axis Align Cycle feattoler = peck1$ #Used for Tolerance of Feature being Measured ngoto = retr$ #Used for Goto Call in C Axis Align Macro in Header ngoto2 = retr$ #Used for Goto Call in C Axis Align Macro in Probing Routine zsinsurf = depth$ #P9811 Z Axis Single Surface Use at B0,B90,B180 xsinsurf = depth$ #P9811 X Axis Single Surface Use at B0,B90,B180 ysinsurf = depth$ #P9811 Y Axis Single Surface Use At B0,B90,B180 pdrlcst$ #Custom drill cycles 8 - 19 (user option) Then here is how I defined all the custom drill cycles with Logic to support B0, B90 and B180 probing. pdrlcst$ #Custom drill cycles 8 - 19 (user option) #Use this postblock to customize drilling cycles 8 - 19 if drillcyc$ = 8, #XYZ Single Surface Measure B0/B90/B180 [ pdrlcommonb if babs = 180, [ if drl_prm2$ <> 0 & drl_prm3$ = 0, #X Axis Single Surface Probing [ xsinsurf = (xabs + drl_prm2$) pbld, n$, *strg659810, *xsinsurf, e$ pbld, n$, *strg659810, *prnrefht, e$ pbld, n$, *strg659810, *zsinsurf, e$ pbld, n$, *strg659811, pfxout, [if peckclr$ > 0,*offupdate], [if peck2$ > 0, *trueposzone], [if feattoler > 0, *feattoler], e$ pbld, n$, *strg659810, *zsinsurf, e$ pbld, n$, *strg659810, *xsinsurf, e$ pbld, n$, *strg659810, *prnrefht, e$ ] if drl_prm3$ <> 0 & drl_prm2$ = 0, #Y Axis Single Surface Probing [ ysinsurf = (yabs + drl_prm3$) pbld, n$, *strg659810, *ysinsurf, e$ pbld, n$, *strg659810, prnrefht, e$ pbld, n$, *strg659810, *zsinsurf, e$ pbld, n$, *strg659811, pfyout, [if peckclr$ > 0,*offupdate], [if peck2$ > 0, *trueposzone], [if feattoler > 0, *feattoler], e$ pbld, n$, *strg659810, *zsinsurf, e$ pbld, n$, *strg659810, *ysinsurf, e$ pbld, n$, *strg659810, *prnrefht, e$ ] if drl_prm2$ = 0 & drl_prm3$ = 0, #Z Axis Single Surface Probing [ pbld, n$, *strg659810, prnrefht, e$ pbld, n$, *strg659811, pfyout, pfzout, [if peckclr$ > 0,*offupdate], [if peck2$ > 0, *trueposzone], [if feattoler > 0, *feattoler], e$ pbld, n$, *strg659810, *prnrefht, e$ ] ] if babs = 90, #Single Surface B90 Probing with approach Logic using additonal Drill Parameters. [ if drl_prm4$ <> 0 & drl_prm3$ = 0, #Z Axis Single Surface Probing [ zsinsurf = (zabs + drl_prm2$) pbld, n$, *strg659610, *zsinsurf, e$ pbld, n$, *strg659610, *prorefht, e$ pbld, n$, *strg659610, *zsinsurf, e$ pbld, n$, *strg659611, pfxout, [if peckclr$ > 0,*offupdate], [if peck2$ > 0, *trueposzone], [if feattoler > 0, *feattoler], e$ pbld, n$, *strg659610, *zsinsurf, e$ pbld, n$, *strg659610, *xsinsurf, e$ pbld, n$, *strg659610, *prorefht, e$ ] if drl_prm3$ <> 0 & drl_prm4$ = 0, #Y Axis Single Surface Probing [ ysinsurf = (yabs + drl_prm3$) pbld, n$, *strg659610, *ysinsurf, e$ pbld, n$, *strg659610, prorefht, e$ pbld, n$, *strg659610, *zsinsurf, e$ pbld, n$, *strg659611, pfyout, [if peckclr$ > 0,*offupdate], [if peck2$ > 0, *trueposzone], [if feattoler > 0, *feattoler], e$ pbld, n$, *strg659610, *zsinsurf, e$ pbld, n$, *strg659610, *ysinsurf, e$ pbld, n$, *strg659610, *prorefht, e$ ] if drl_prm3$ = 0 & drl_prm4$ = 0, #X Axis Single Surface Probing [ pbld, n$, *strg659610, prorefht, e$ pbld, n$, *strg659611, pfxout, [if peckclr$ > 0,*offupdate], [if peck2$ > 0, *trueposzone], [if feattoler > 0, *feattoler], e$ pbld, n$, *strg659610, *prorefht, e$ ] ] if babs = 0, [ if drl_prm2$ <> 0 & drl_prm3$ = 0, #X Axis Single Surface Probing [ xsinsurf = (xabs + drl_prm2$) pbld, n$, *strg659810, *xsinsurf, e$ pbld, n$, *strg659810, *prnrefht, e$ pbld, n$, *strg659810, *zsinsurf, e$ pbld, n$, *strg659811, pfxout, [if peckclr$ > 0,*offupdate], [if peck2$ > 0, *trueposzone], [if feattoler > 0, *feattoler], e$ pbld, n$, *strg659810, *zsinsurf, e$ pbld, n$, *strg659810, *xsinsurf, e$ pbld, n$, *strg659810, *prnrefht, e$ ] if drl_prm3$ <> 0 & drl_prm2$ = 0, #Y Axis Single Surface Probing [ ysinsurf = (yabs + drl_prm3$) pbld, n$, *strg659810, *ysinsurf, e$ pbld, n$, *strg659810, prnrefht, e$ pbld, n$, *strg659810, *zsinsurf, e$ pbld, n$, *strg659811, pfyout, [if peckclr$ > 0,*offupdate], [if peck2$ > 0, *trueposzone], [if feattoler > 0, *feattoler], e$ pbld, n$, *strg659810, *zsinsurf, e$ pbld, n$, *strg659810, *ysinsurf, e$ pbld, n$, *strg659810, *prnrefht, e$ ] if drl_prm2$ = 0 & drl_prm3$ = 0, #Z Axis Single Surface Probing [ pbld, n$, *strg659810, prnrefht, e$ pbld, n$, *strg659811, pfyout, pfzout, [if peckclr$ > 0,*offupdate], [if peck2$ > 0, *trueposzone], [if feattoler > 0, *feattoler], e$ pbld, n$, *strg659810, *prnrefht, e$ ] ] pcom_movea ] if drillcyc$ = 9, #Web/Pocket Measure B0/B90/B180 [ pdrlcommonb if babs = 180, [ pbld, n$, *strg659810, prnrefht, e$ pbld, n$, *strg659612, pfyout, pfzout, [if peckclr$ > 0,*offupdate], [if peck2$ > 0, *trueposzone], [if feattoler > 0, *feattoler], e$ pbld, n$, *strg659610, *prnrefht, e$ ] if babs = 90, [ pbld, n$, *strg659610, prorefht, e$ pbld, n$, *strg659612, pfyout, pfzout, [if peckclr$ > 0,*offupdate], [if peck2$ > 0, *trueposzone], [if feattoler > 0, *feattoler], e$ pbld, n$, *strg659610, *prorefht, e$ ] if babs = 0, [ pbld, n$, *strg659810, prnrefht, e$ pbld, n$, *strg659812, pfyout, pfzout, [if peckclr$ > 0,*offupdate], [if peck2$ > 0, *trueposzone], [if feattoler > 0, *feattoler], e$ pbld, n$, *strg659810, *prnrefht, e$ ] pcom_movea ] if drillcyc$ = 10, #Bore/Boss B0/B90/B180 [ pdrlcommonb if babs = 180, [ pbld, n$, *strg659810, *prnrefht, e$ pbld, n$, *strg659814, *diedwell, pfzout, [if peckclr$ > 0,*offupdate], [if peck2$ > 0, *trueposzone], [if feattoler > 0, *feattoler], e$ pbld, n$, *strg659810, *prnrefht, e$ ] if babs = 90, [ pbld, n$, *strg659610, *prorefht, e$ pbld, n$, *strg659614, *diadwell, pfxout, [if peckclr$ > 0,*offupdate], [if peck2$ > 0, *trueposzone], [if feattoler > 0, *feattoler], e$ pbld, n$, *strg659610, *prorefht, e$ ] if babs = 0, [ pbld, n$, *strg659810, *prnrefht, e$ pbld, n$, *strg659814, *diedwell, pfzout, [if peckclr$ > 0,*offupdate], [if peck2$ > 0, *trueposzone], [if feattoler > 0, *feattoler], e$ pbld, n$, *strg659810, *prnrefht, e$ ] pcom_movea ] if drillcyc$ = 11, #C Axis Measure - Vertical B0/B90/B180 [ pdrlcommonb if babs = 180, [ pbld, n$, *strg659810, prnrefht, e$ pbld, n$, *strg659818, *cyspan, pfxout, *offupdate,[if cangtoler > 0, *cangtoler], [if drl_prm2$ > 0, *drl_prm2$], e$ pbld, n$, *strg659810, *prnrefht, e$ ] if babs = 90, [ pbld, n$, *strg659610, prorefht, e$ pbld, n$, *strg659618, *cyspan, pfxout, *offupdate, [if cangtoler > 0, *cangtoler], [if drl_prm2$ > 0, *drl_prm2$], e$ pbld, n$, *strg659610, *prorefht, e$ ] if babs = 0, [ pbld, n$, *strg659810, prnrefht, e$ pbld, n$, *strg659818, *cyspan, pfxout, *offupdate, [if cangtoler > 0, *cangtoler], [if drl_prm2$ > 0, *drl_prm2$], e$ pbld, n$, *strg659810, *prnrefht, e$ ] *sg00 ,*sg91, sg30_3, "X0", e$ *sg00, *sg90, [if workofs$ > 53, *g_wcs], [if workofs$ < 49 , "G54.1", *p_wcs],[if spindle_no$ = 0, "C20."],[if spindle_no$ = 1, "U20."],e$ *sg00, *sg90, [if spindle_no$ = 0, "C0"],[if spindle_no$ = 1, "U0"], e$ spaces$ = 0 sif,sbracketopen,spound,sm152,sgt,drl_prm1$,sbracketclose,sgoto,ngoto2, e$ spaces$ = 1 pcom_movea ] if drillcyc$ = 12, #Bore/Boss on PCD B0/B90/B180 [ pdrlcommonb if babs = 180, [ pbld, n$, *strg659810, prnrefht, e$ pbld, n$, *strg659819, diedwell, pfyout, pfzout, [if peckclr$ > 0,*offupdate], [if peck2$ > 0, *trueposzone], [if feattoler > 0, *feattoler], e$ pbld, n$, *strg659810, *prnrefht, e$ ] if babs = 90, [ pbld, n$, *strg659610, prorefht, e$ pbld, n$, *strg659619, diadwell, pfyout, pfzout, [if peckclr$ > 0,*offupdate], [if peck2$ > 0, *trueposzone], [if feattoler > 0, *feattoler], e$ pbld, n$, *strg659610, *prorefht, e$ ] if babs = 0, [ pbld, n$, *strg659810, prnrefht, e$ pbld, n$, *strg659819, diedwell, pfyout, pfzout, [if peckclr$ > 0,*offupdate], [if peck2$ > 0, *trueposzone], [if feattoler > 0, *feattoler], e$ pbld, n$, *strg659810, *prnrefht, e$ ] pcom_movea ] if drillcyc$ = 13, [ pdrlcommonb if babs = 180, [ pbld, n$, *strg659810, prnrefht, e$ pbld, n$, *strg659818, diedwell, pfyout, pfzout, [if peckclr$ > 0,*offupdate], [if peck2$ > 0, *trueposzone], [if feattoler > 0, *feattoler], e$ pbld, n$, *strg659810, *prnrefht, e$ ] if babs = 90, [ pbld, n$, *strg659610, prorefht, e$ pbld, n$, *strg659818, diadwell, pfyout, pfzout, [if peckclr$ > 0,*offupdate], [if peck2$ > 0, *trueposzone], [if feattoler > 0, *feattoler], e$ pbld, n$, *strg659610, *prorefht, e$ ] if babs = 0, [ pbld, n$, *strg659810, prnrefht, e$ pbld, n$, *strg659818, diedwell, pfyout, pfzout, [if peckclr$ > 0,*offupdate], [if peck2$ > 0, *trueposzone], [if feattoler > 0, *feattoler], e$ pbld, n$, *strg659810, *prnrefht, e$ ] pcom_movea ] pdrlcst_2$ #Custom drill cycles 8 - 19 (user option) #Use this postblock to customize drilling cycles 8 - 19 if drillcyc$ = 8, [ pdrlcommonb if babs = 180, [ pbld, n$, `strg659810, `prnrefht, e$ pbld, n$, *strg659811, pfyout, pfzout, [if peck2$ > 0, *trueposzone], e$ pbld, n$, *strg659810, *prorefht, e$ ] if babs = 90, [ pbld, n$, `strg659610, `prnrefht, e$ pbld, n$, *strg659611, pfyout, pfzout, [if peck2$ > 0, *trueposzone], e$ pbld, n$, *strg659610, *prorefht, e$ ] if babs = 0, [ pbld, n$, `strg659810, `prnrefht, e$ pbld, n$, *strg659811, pfyout, pfzout, [if peck2$ > 0, *trueposzone], e$ pbld, n$, *strg659810, *prnrefht, e$ ] pcom_movea ] if drillcyc$ = 9, #Web/Pocket Measure B0/B90 [ pdrlcommonb if babs = 180, [ pbld, n$, `strg659810, `prnrefht, e$ pbld, n$, *strg659812, diadwell, pfyout, pfzout, [if peck2$ > 0, *trueposzone], e$ pbld, n$, *strg659810, *prnrefht, e$ ] if babs = 90, [ pbld, n$, `strg659610, `prorefht, e$ pbld, n$, *strg659612, diadwell, pfyout, pfzout, [if peck2$ > 0, *trueposzone], e$ pbld, n$, *strg659610, *prorefht, e$ ] if babs = 0, [ pbld, n$, `strg659810, `prnrefht, e$ pbld, n$, *strg659812, diedwell, pfyout, pfzout, [if peck2$ > 0, *trueposzone], e$ pbld, n$, *strg659810, *prnrefht, e$ ] pcom_movea ] if drillcyc$ = 10, #Bore/Boss B0/B90 [ pdrlcommonb if babs = 180, [ pbld, n$, *strg659810, pyout, pxout, e$ pbld, n$, `strg659810, `prnrefht, e$ pbld, n$, *strg659814, *diadwell, pfzout, [if peck2$ > 0, *trueposzone], [if feattoler > 0, *feattoler], e$ pbld, n$, *strg659810, *prnrefht, e$ ] if babs = 90, [ pbld, n$, *strg659610, pyout, pxout, e$ pbld, n$, `strg659610, `prorefht, e$ pbld, n$, *strg659614, *diadwell, pfxout, [if peck2$ > 0, *trueposzone], [if feattoler > 0, *feattoler], e$ pbld, n$, *strg659610, *prorefht, e$ ] if babs = 0, [ pbld, n$, *strg659810, pyout, pxout, e$ pbld, n$, `strg659810, `prnrefht, e$ pbld, n$, *strg659814, *diedwell, pfzout, [if peck2$ > 0, *trueposzone], [if feattoler > 0, *feattoler], e$ pbld, n$, *strg659810, *prnrefht, e$ ] pcom_movea ] if drillcyc$ = 11, [ result = mprint(sperror), exitpost$ ] if drillcyc$ = 12, [ pdrlcommonb if babs = 180, [ pbld, n$, `strg659810, `prnrefht, e$ pbld, n$, "G65P9618", diadwell, pfyout, pfzout, [if peck2$ > 0, *trueposzone], [if feattoler > 0, *feattoler], e$ pbld, n$, *strg659810, *prnrefht, e$ ] if babs = 90, [ pbld, n$, `strg659610, `prorefht, e$ pbld, n$, "G65P9618", diadwell, pfyout, pfzout, [if peck2$ > 0, *trueposzone], [if feattoler > 0, *feattoler], e$ pbld, n$, *strg659610, *prorefht, e$ ] if babs = 0, [ pbld, n$, `strg659810, `prnrefht, e$ pbld, n$, "G65P9818", diedwell, pfyout, pfzout, [if peck2$ > 0, *trueposzone], [if feattoler > 0, *feattoler], e$ pbld, n$, *strg659810, *prnrefht, e$ ] pcom_movea ] if drillcyc$ = 13, [ pdrlcommonb if babs = 180, [ pbld, n$, `strg659810, `prnrefht, e$ pbld, n$, "G65P9618", diadwell, pfyout, pfzout, [if peck2$ > 0, *trueposzone], [if feattoler > 0, *feattoler], e$ pbld, n$, *strg659810, *prnrefht, e$ ] if babs = 90, [ pbld, n$, `strg659610, `prorefht, e$ pbld, n$, "G65P9618", diadwell, pfyout, pfzout, [if peck2$ > 0, *trueposzone], [if feattoler > 0, *feattoler], e$ pbld, n$, *strg659610, *prorefht, e$ ] if babs = 0, [ pbld, n$, `strg659810, `prnrefht, e$ pbld, n$, "G65P9818", diedwell, pfyout, pfzout, [if peck2$ > 0, *trueposzone], [if feattoler > 0, *feattoler], e$ pbld, n$, *strg659810, *prnrefht, e$ ] pcom_movea ] Here is how the text was defined to be used through the Mastercam Control Definition. This must be done through the Mastercam Control Definition not through just copying and pasting into a Post. This is extremely important since this section of the post is an XML format that can be corrupted very easily if someone goes hacking this section of a post. Why it is best to make these changes through the Mastercam Control Definition. [drill cycle 9 custom parameters] 1. "Additional Probing" 2. "Feat to Feat[0=N,1=Y]" 3. "X Axis App Amount +/-" 4. "Y Axis App Amount +/-" 5. "Z Axis App Amount +/-" 6. "" 7. "" 8. "" 9. "" 10. "" 11. "" [drill cycle 10 custom parameters] 1. "Additional Probing" 2. "Feat to Feat [0=No,1=Yes]" 3. "Z axis Distance to Measure" 4. "X axis Distance to Measure" 5. "Y axis Distance to Measure " 6. "Angle XY Plane " [drill cycle 11 custom parameters] 1. "Additional Probing" 2. "Feat to Feat [0=No,1=Yes]" 3. "Z axis Distance to Measure" 4. "X axis Distance to Measure" 5. "Y axis Distance to Measure " 6. "Angle XY Plane " [drill cycle 12 custom parameters] 1. "Additional Probing" 2. "Tolerance for Repeat " 3. "Data Print [1=Increm,2= Reset]" 4. "" 5. "" 6. "" 7. "" 8. "" 9. "" 10. "" 11. "" [drill cycle 13 custom parameters] 1. "Additional Probing" 2. "Feat to Feat [0=No,1=Yes]" 3. "Z axis Distance to Measure" 4. "X axis Distance to Measure" 5. "Y axis Distance to Measure " 6. "Angle XY Plane " [drill cycle 14 custom parameters] 1. "Additional Probing" 2. "Feat to Feat [0=No,1=Yes]" 3. "Z axis Distance to Measure" 4. "X axis Distance to Measure" 5. "Y axis Distance to Measure " 6. "Angle XY Plane " [drill cycle 15 custom parameters] 1. "Additional Probing" 2. "Feat to Feat [0=No,1=Yes]" 3. "Z axis Distance to Measure" 4. "X axis Distance to Measure" 5. "Y axis Distance to Measure " 6. "Angle XY Plane " [drill cycle 16 custom parameters] 1. "Custom Drill Parameters 16" [drill cycle 17 custom parameters] 1. "Custom Drill Parameters 17" [drill cycle 18 custom parameters] 1. "Custom Drill Parameters 18" [drill cycle 19 custom parameters] 1. "Custom Drill Parameters 19" [drill cycle 20 custom parameters] 1. "Custom Drill Parameters 20" [drill cycle descriptions] 1. "Standard Drill - G81/G82" 2. "Peck Drill - G83" 3. "Chip Break - G83" 4. "Tap - G84/G74" 5. "Reaming - G85" 6. "Gundrill - longhand" 9. "XYZ Single Face Probing" 10. "Web/Pocket Probing" 11. "Bore/Boss Probing" 12. "Angle Single Surface Probing" 13. "Angle Web/Pocket Probing" 14. "3-Point Bore/Boss Probing" Error Message if trying to use a probing cycle for repeated features: # -------------------------------------------------------------------------- # Error message strings # -------------------------------------------------------------------------- sperror :"ONLY USE THIS PROBING CYCLE ON ONE FEATURE AT A TIME"
- 1 reply
-
- 9
-
-

-
- probing
- renishaw probing cycle
- (and 3 more)
-
Can I ask what is it hurting?