crazy^millman
-
Posts
19,568 -
Joined
-
Last visited
-
Days Won
359
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by crazy^millman
-

mastercam x4 cant get passed startup tasks
crazy^millman replied to gwstephens's topic in Industrial Forum
Might try doing a reinstall and see if that helps. -
I have seen this before and it can be annoying. I also have not been able to pinpoint what causes it or prevent it.
-
Agree without a file hard to help. I would get away from the Chook and use a different toolpath.
-
I was thinking the same thing.
-
Speed is one part of the equation. Synchronization of the spindle to the feed rate is the real issue. Need to think about using the Emuge Floating holder and that will make the process more successful. Ream the holes before roll tapping them to provide the most stable surface to allow the molecules the shape and preform needed to make this work. Drill is still be nature a ripping action into the Material and even a triple margin drill is nothing compared to a reamer at providing the base base surface for roll forming holes in any ferrous based material. Link: That said I might start at 2000 rpms with a G95 feed. That woulds be .0111 per revolution or 22.2222 ipm feed rate.
-
Not that I am aware of. Need a Chook from them to handle it. Reach out to that group and see what they have.
-
The other thing is the post is not setup to support different C & Tplane locations. They must all share the same Zero point. They are not and I suspect that is what is giving you the posting issue. Use the center of the rotary as the Zero for all 4 planes.
-
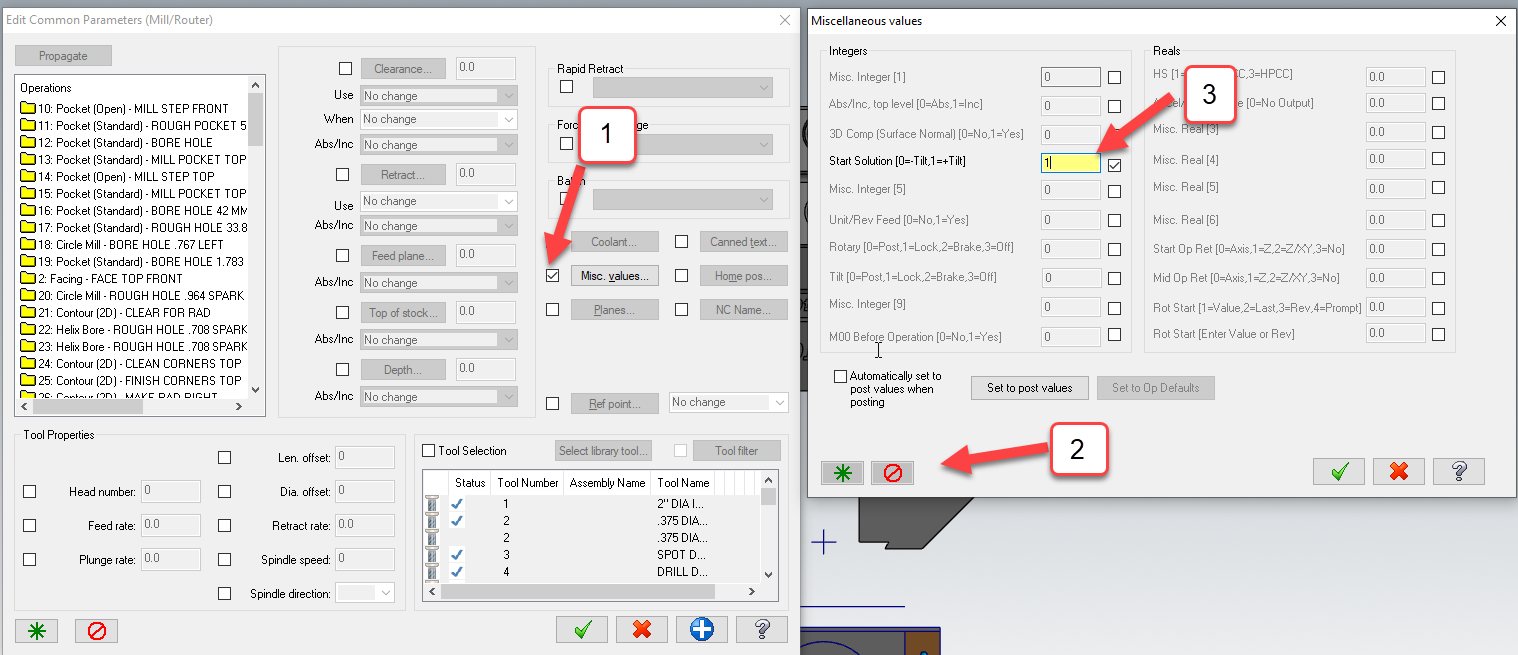
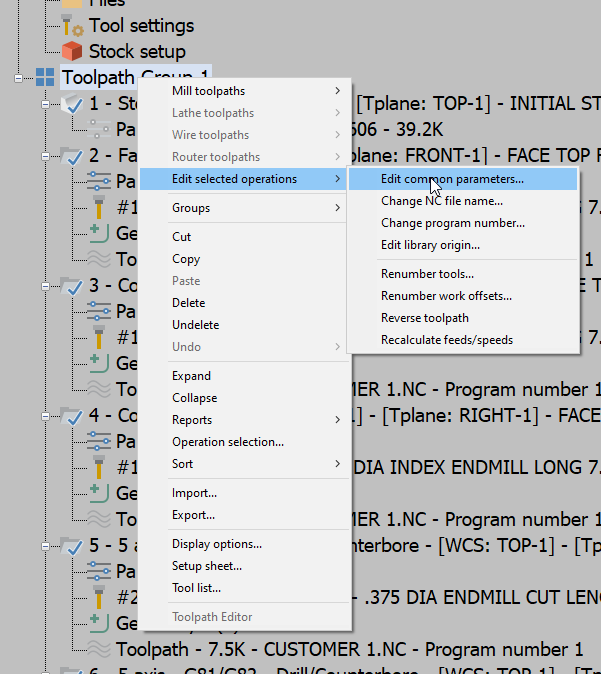
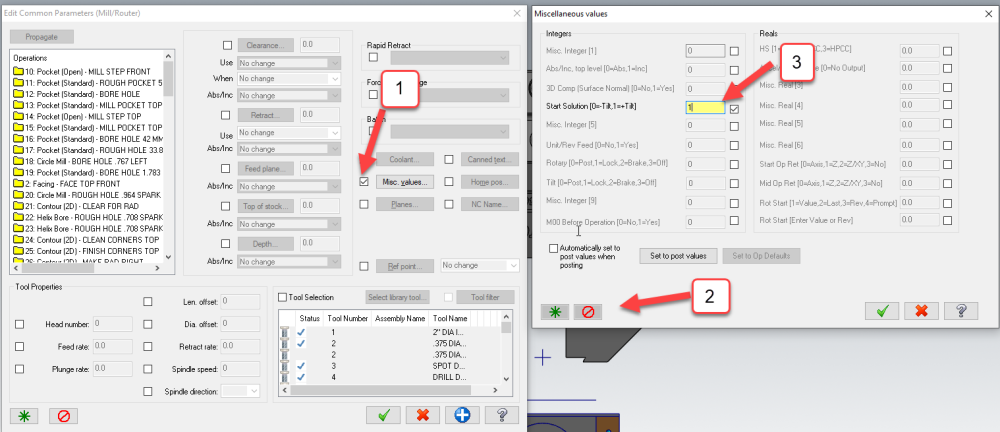
Need to have the MCD(Machine Control definition) default the mi4 to 1 to always post Negative A values. Right down it is defaulting to 0 which will always try to output Positive A when the machine needs Negative A. You highlight all operation can right click and make the adjustment to this file with edit common parameters.
-
Covered this in the Official forum not to long ago. This has to do with your Anti-Virus scanning Temp files.
-
Simulation error, Can't normalize null vector
crazy^millman replied to ikertx0's topic in Industrial Forum
I would try using a Nvidia Quardo card. I would start with a 2000 series, but the 4000 would be the better choice.. I would move up to at least 32gb of ram if not 64gb. -
We use to be able through the Operation defaults in the MCD(Machine Control Definition). Not sure anymore been years since I changed any of them.
-
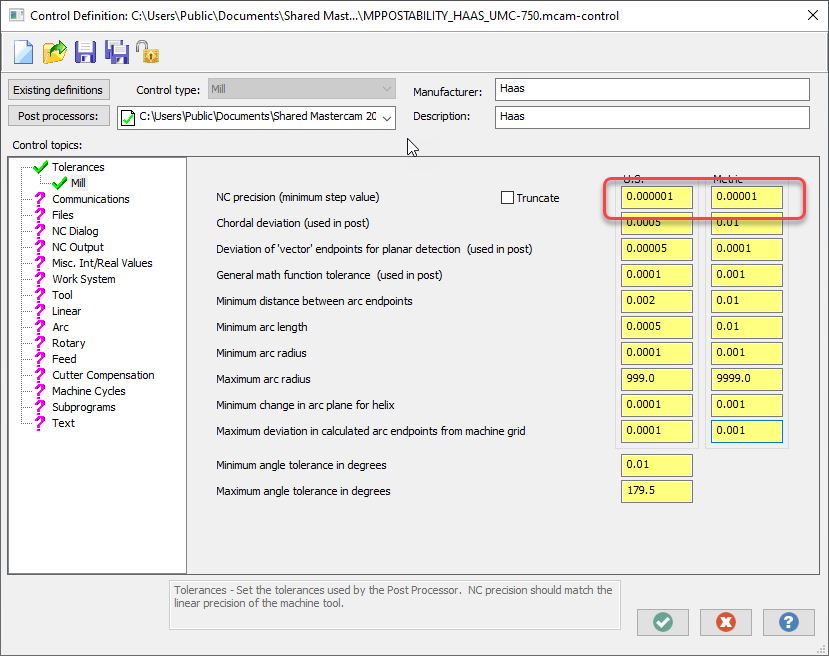
Change NC precision in the control definition out to 6 places in inch and 5 places in Metric and see if that helps. There is a major issue with rounding and truncation going on that has been present since X came out. When they allow the NCI to have more than 8 places past the decimal then this issue might finally get resolved. Did this on some HAAS, Mori and few other machines and these arc errors went away on all but one file. That one was not the machine, but the source file. Metric project converted to inch using a post.
-
How many machines do you program for?
crazy^millman replied to Oakprogrammer's topic in Industrial Forum
We have about 200 customers and between them over 1000 different machines. -
Is there a keystroke for the green check
crazy^millman replied to connormac's topic in Industrial Forum
Off and On. -
Is there a keystroke for the green check
crazy^millman replied to connormac's topic in Industrial Forum
Enter? -
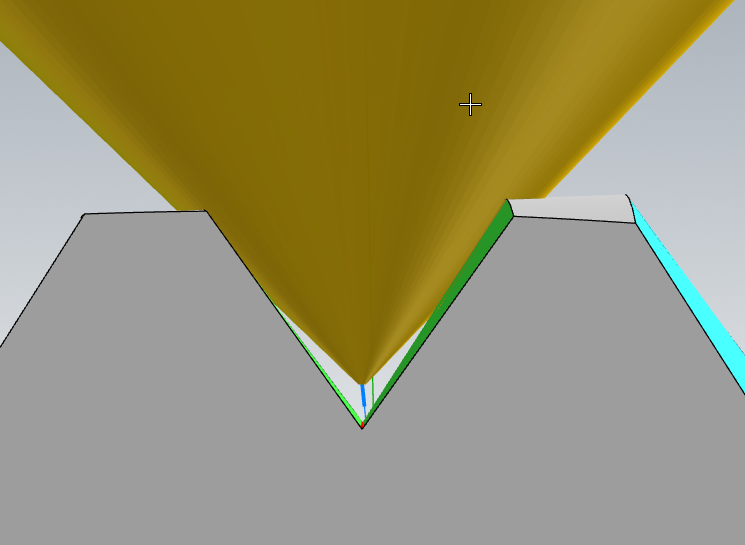
This not enough to convince you? Normally these are cut with a specialized gear hobbling machine. The other issue is the surface finish on the face of the tooth needs to be considered.
-
Without opening the file probably not. A tooth profile for a gear is not the same as a 90 included angle. Maybe that is a 30 degree included angle, but normally the form on a tooth is not just a flat edge. That also looks like a bevel gear so that would be a special form tool would be needed.
-
Discrepancy in Solid chained contour vs Wireframe chained contour
crazy^millman replied to jpatry's topic in Industrial Forum
Really going to come down to was one a surface the edge was created on and one a solid or not? If from the same solid then it will be in the solid settings for the edge tolerance. Default is .005" or .075mm which could be the reason why it did it, but without a file hard to tell. -
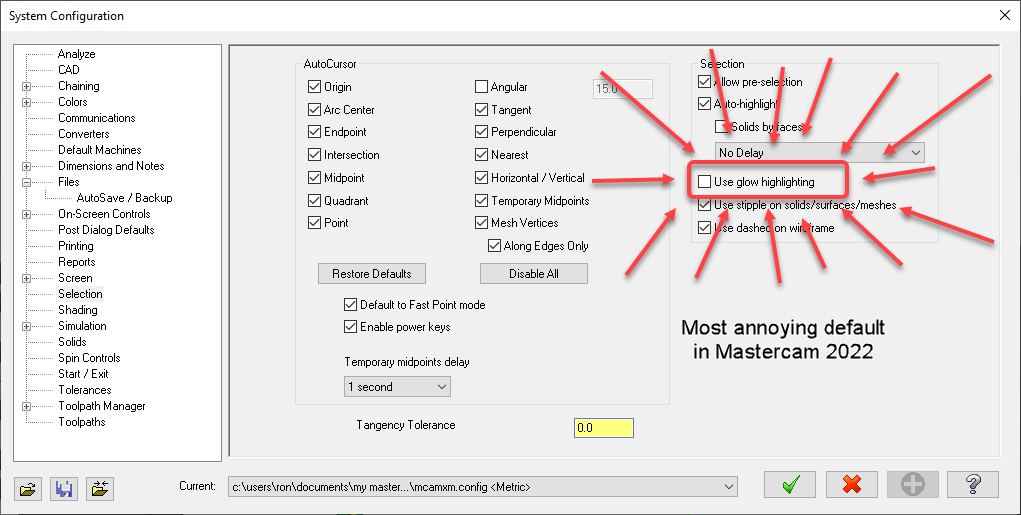
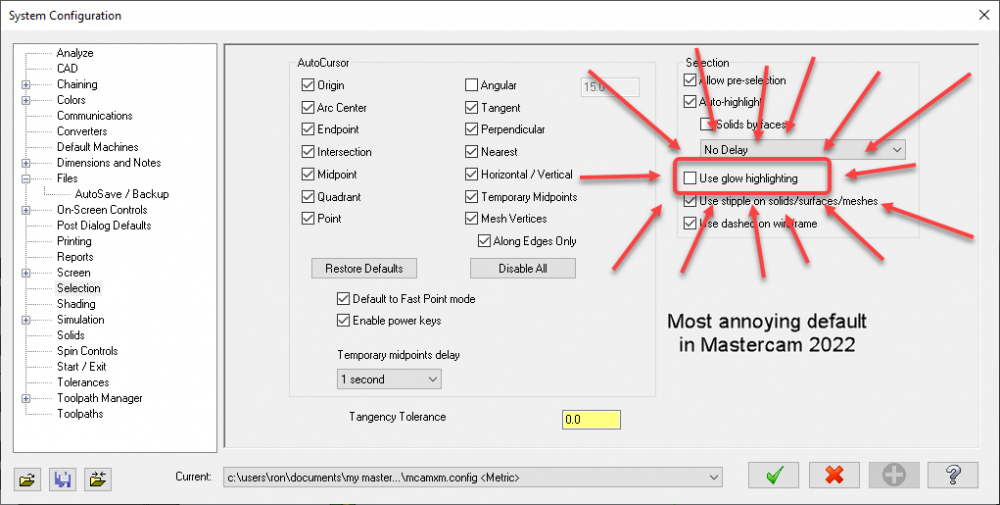
Are you talking about the dreaded Solid Highlight added around 2019 or 2020? Here is where to turn it off in 2022, but that is there for each version. Yes I am not found of it all and one of the first things I turn off.
-
No sorry that is part of the license process that HLE requires.
-
pocketNC 5 axis post processor errors
crazy^millman replied to cbose's topic in Post Processor Development Forum
Yes this could be a problem since you are new you don't understand the different switches the Post uses to control primary positive or negative output. There may need to be a prewind in the operation to allow whatever toolpath the Rotational travel it needs on one the primary axis of rotation. Normally on a table-table machine the primary is the one with limits and the secondary is the one with no limits, but that depends on the builder. Like Byte suggested a Z2G would help us help you. Welcome to the Emastercam Forum. Have a good day. -
Nothing like real world experience. Glad it was close enough to get you what you were looking for. Speed kills and in situations like this. We don't need speed we need a consistent controllable process to get the results we are after. If you are getting taper which I will suspect you are then a spring pass should work and not chatter.
-
You can get a demo of it and try it out. I know a guy who use to work for CNC Software that can give you some help. Cough Cough Aaron Eberhard Cough Cough.
-
Nope nature of the beast.
-
No joy that old of a workspace and for different levels not good. I have gotten into the habit of just recreating my workspace files for each version. Trying to have them carry the way I have mine with no ribbons it hit or miss.