crazy^millman
-
Posts
19,565 -
Joined
-
Last visited
-
Days Won
359
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by crazy^millman
-
Where they get stored as a solid once made I have no idea, but I have some MT tool Libraries that are over 40mb due to all the 3D tools made in them. We are about 8 versions into using 3D tools and I have some going that far back and the 3D tools have been stable.
-
Another Chat bot intrusion. Yeah.
-

5 axis curve toolpath feed plane
crazy^millman replied to Metals and materials's topic in Industrial Forum
Nope I am the one that holds that title. -
Does Camplete support mikron 5 Axis machines?
crazy^millman replied to Leon82's topic in Machining, Tools, Cutting & Probing
It is amazing what accountability does in situations like this. Yes the AD model has and still is the long game. They only care about profit and crushing whoever they can in the process. No different that the top 9 richest people in the world. They output more than 5 billion people in carbon emission combined by themselves. Well this has gone off the rails and sure the ban hammer is coming soon. -
Does Camplete support mikron 5 Axis machines?
crazy^millman replied to Leon82's topic in Machining, Tools, Cutting & Probing
Why do we all work? We are also trying to turn a profit to feed our families and keep a roof over our head. We have different ideas about how to go about that and don't want to sale others out to get there is really the difference. Our education system is coming to a rude awaking because of this the turn a profit at the sacrifice of the teaching has caught up and interesting those of this that choose a vocation don't seem so crazy after all. -
Does Camplete support mikron 5 Axis machines?
crazy^millman replied to Leon82's topic in Machining, Tools, Cutting & Probing
Why was CNC Software for Sale? Company comes along and offers me the right price I will sale 5th Axis CG Inc in a heart beat. Hard running a business in this day and age. Better question is why where they wanting to buy it? Why is their business model seem to be to destroy American Manufacturing verses help it like they claim? How many good products and companies have they destroyed in the name of turning a profit? -
Is there a question in there? Posting code without any explanation is asking a lot of even the most experienced person.
-
Does Camplete support mikron 5 Axis machines?
crazy^millman replied to Leon82's topic in Machining, Tools, Cutting & Probing
This whole thread reminds me exactly what Autodesk shouldn't have bought CAMPLETE to begin with. -
Edit Bnci and Post with C-Hook
crazy^millman replied to htmos6's topic in Post Processor Development Forum
Sorry, but why are you using an external process to add point when Mastercam has everything needed in every toolpath to accomplish this task and have it come correctly from the software? What process are you using to look ahead and back in the code to make sure these added points don't conflict with the correct running of the machine? -
OKUMA M560-V SPINDLE FACE PATTEN HOLES DIMENSION
crazy^millman replied to son le's topic in Industrial Forum
Reach out to Okuma USA and they can help get you exactly what you need. -
Preview chains won’t disappear (dynamic)
crazy^millman replied to SteveBoss's topic in Industrial Forum
What is your video card? Are you running onboard graphics? Are your video drivers up to date? -
OKUMA M560-V SPINDLE FACE PATTEN HOLES DIMENSION
crazy^millman replied to son le's topic in Industrial Forum
What country are you located in? -
5 axis curve toolpath feed plane
crazy^millman replied to Metals and materials's topic in Industrial Forum
It is a Postability post. You need to use the mr8 to eliminate the SUPA moves between each cut in an operation. IF you don't want then between each operation when using the same tool then mr7 will have to be used also. Postability has video's and documentation explaining all of this.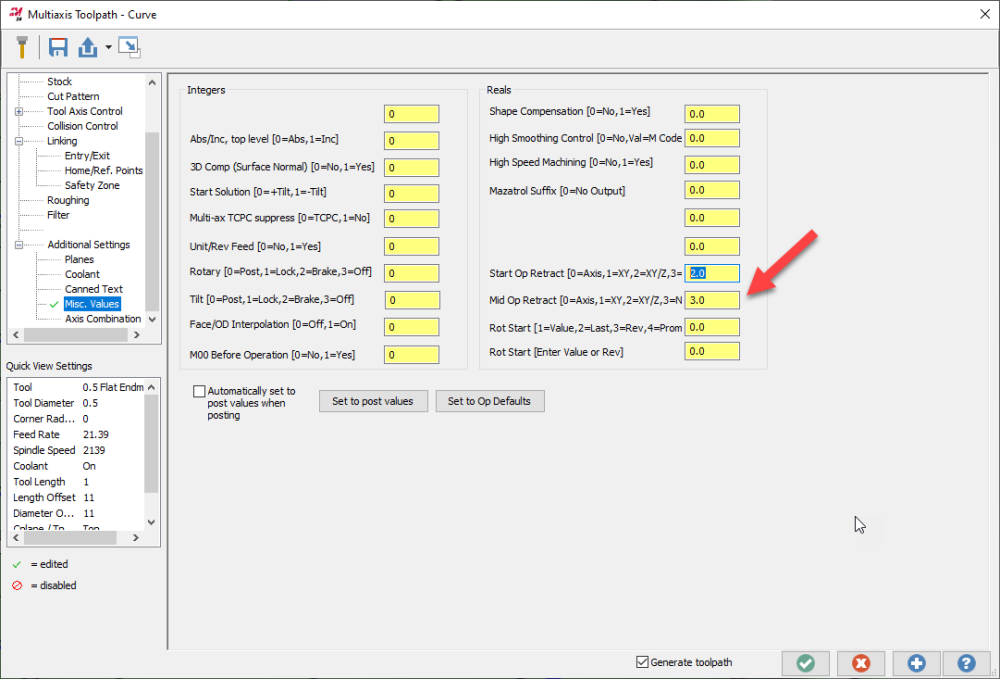
-
5 axis curve toolpath feed plane
crazy^millman replied to Metals and materials's topic in Industrial Forum
Watch it someone will come along and call you the meanest person on this forum asking such a question. -
5 axis curve toolpath feed plane
crazy^millman replied to Metals and materials's topic in Industrial Forum
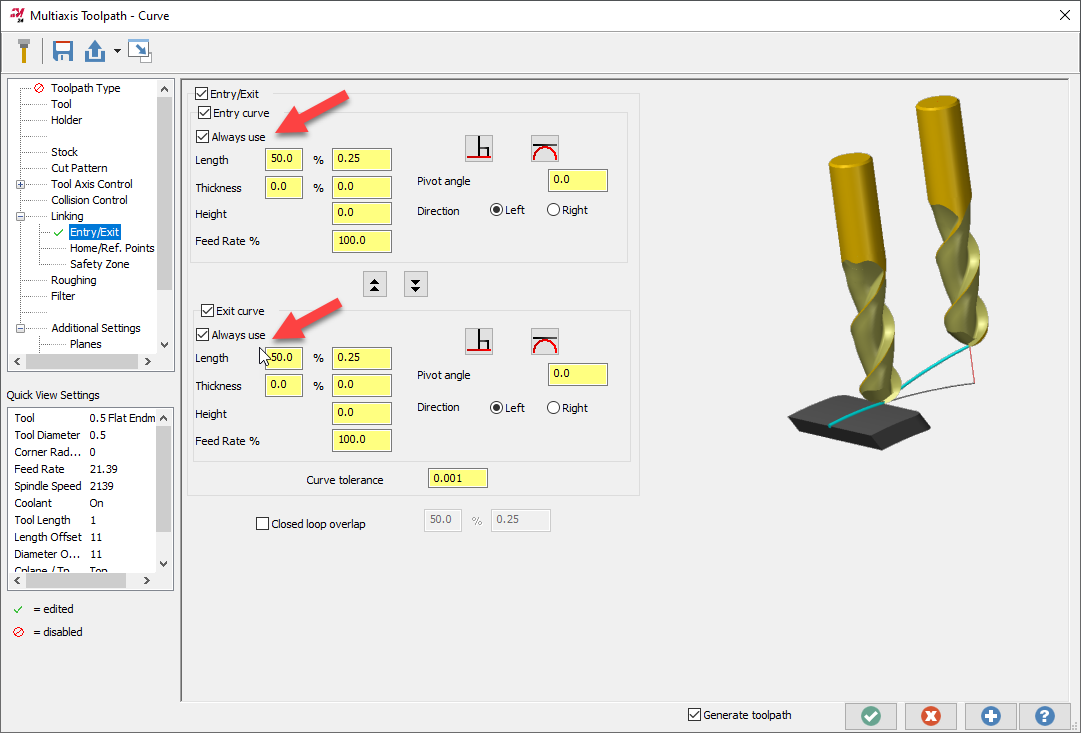
Always use will then add entry and exit to every pass. Another thing is the pivot angle can be 180 to reverse the arc into the cut.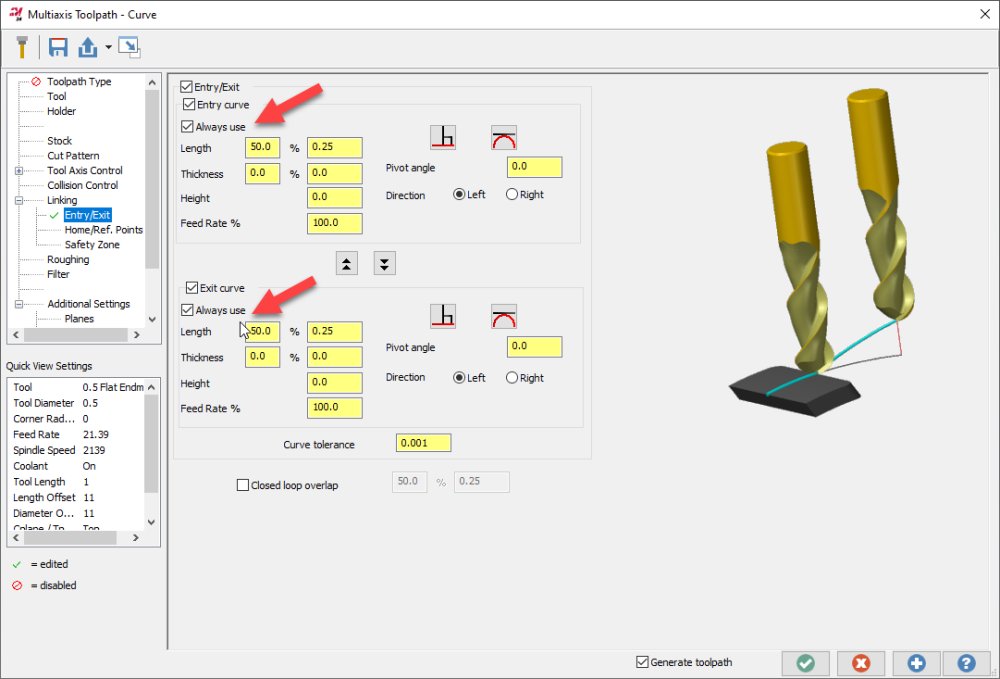
-
No one ever showed me how to do all of this. You learn by trying and seeing what you can figure out. However just changing the operation to be only 4 Axis worked so the MMD change is not needed. Think about why that CUSP is left? What did you do with the toolpath to make it leave the CUSP? . . . . . . . . . Not enough room to allow the tool to fit into the corner?
-
5 axis curve toolpath feed plane
crazy^millman replied to Metals and materials's topic in Industrial Forum
Why not add some entry/exit and make it arc into the cut? -
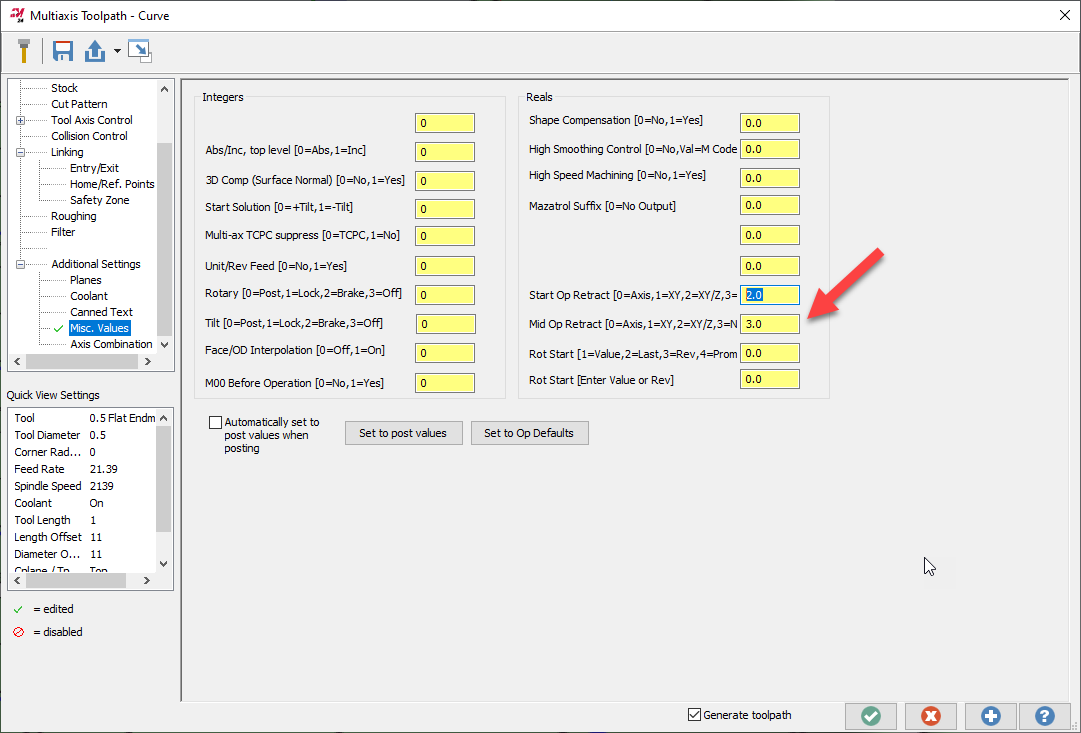
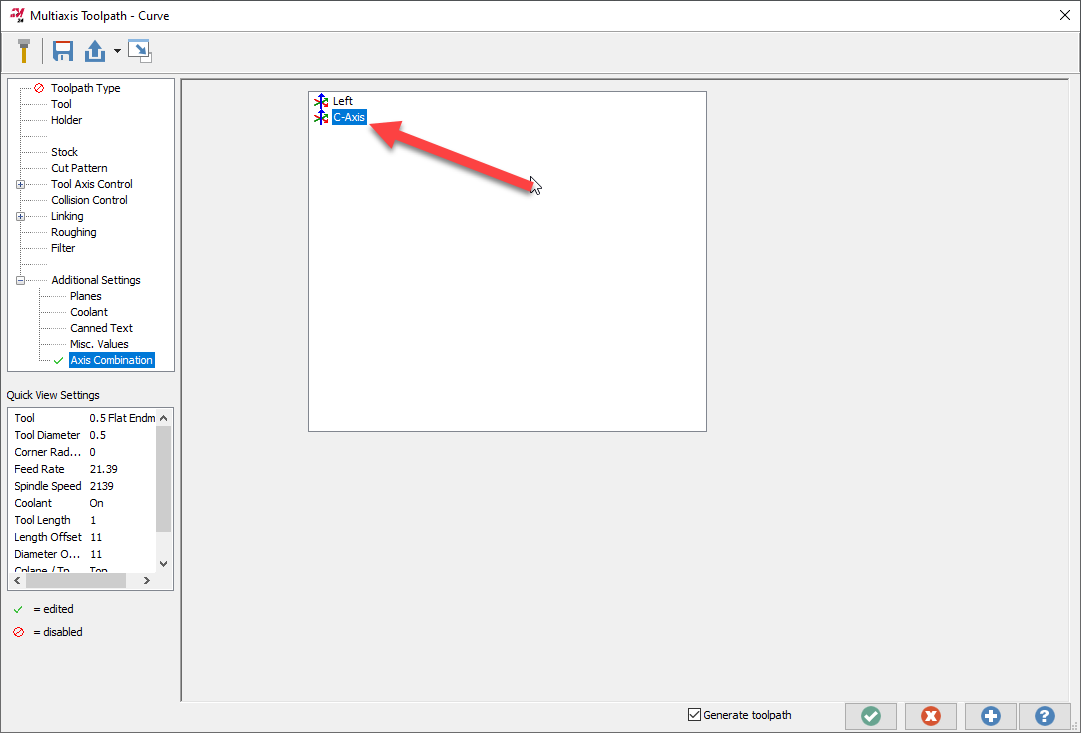
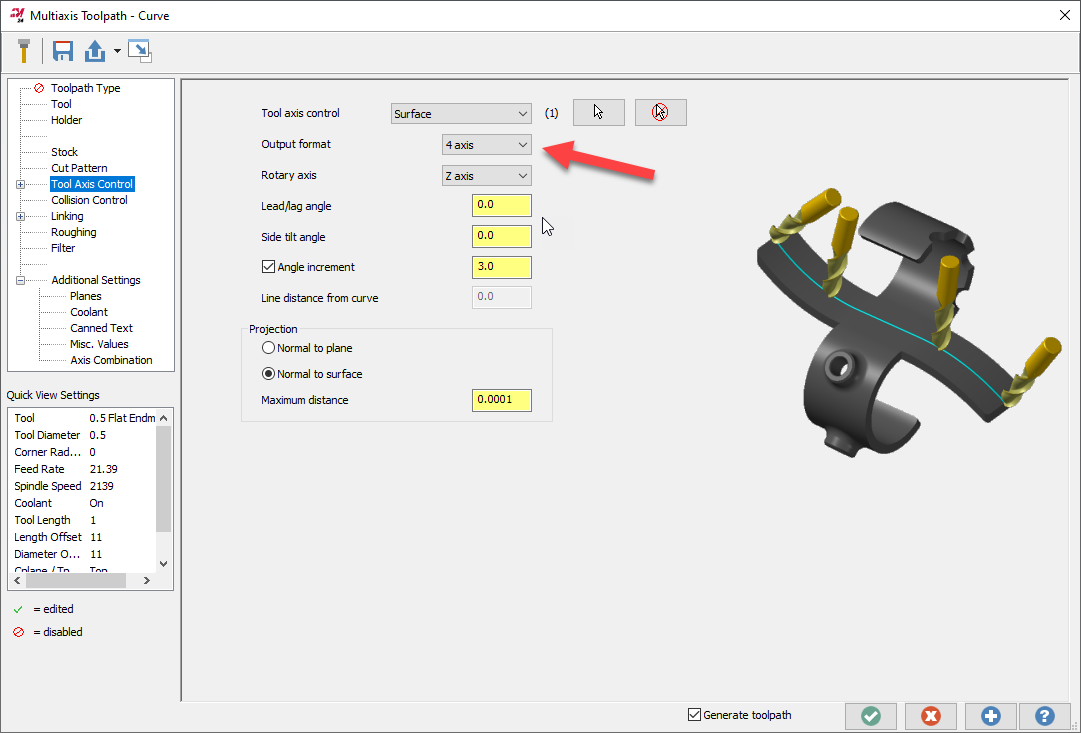
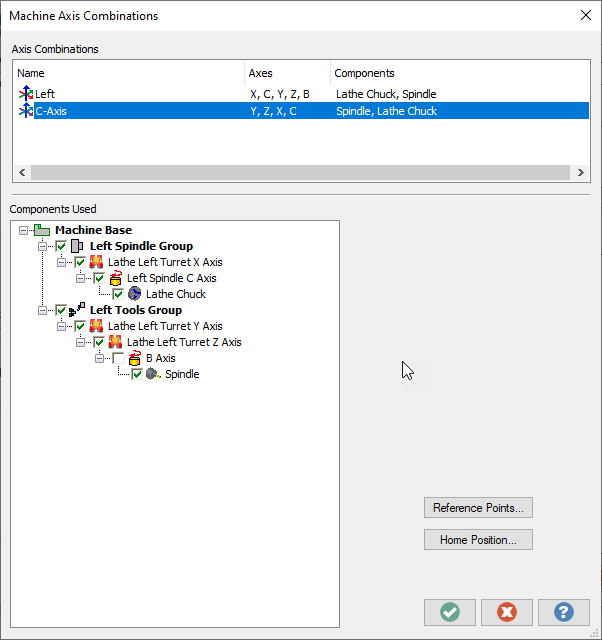
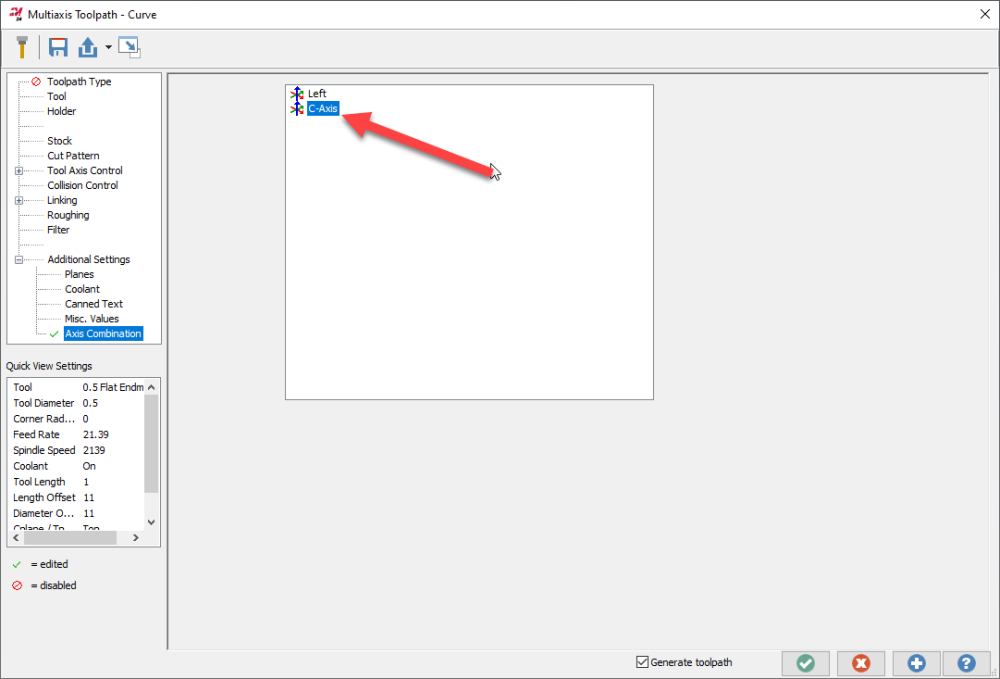
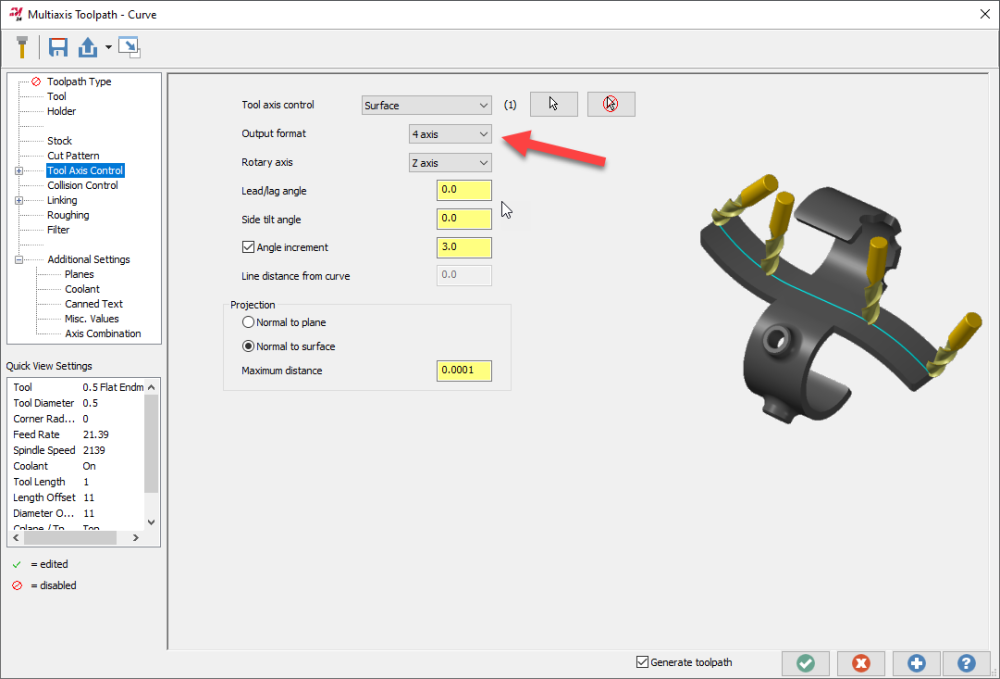
Try adding a 4 Axis only Axis combination to the MMD and then change that operation to use that axis combination. Also need to set the operation up to only output in a 4 axis. % O2020 (53698GCA) (PROGRAM - 53698GCA.eia) (DATE - 2023.11.21) (TIME - 5:28 AM) (MATERIAL - STEEL INCH - 1030 - 200 BHN) (**TOOL LIST**) (T11 - 0.5 FLAT ENDMILL - D11 - D0.5000") G00 G17 G20 G40 G80 G90 G91 G28 Z0. G28 X0. M01 N1(MILL OFF 1) (0.5 FLAT ENDMILL) (OPERATION NO - 40) (OPERATION TYPE - CURVE 5AX) G10.9 X0 M200 T11 T11 M6 G91 G00 G28 Z0. G17 G90 G00 G54 M212 C2.8075 M211 S2139 M3 G94 M08 G43.4 H11 X7.4963 Y.25 Z0. X3.9962 G01 X3.4963 F15. Z-.25 F21.39 Z-.35 Z-.4499 Z-.5498 X3.4983 Y.1251 Z-.63 C4.851 X3.4962 Y0. C7.7202 X3.4963 C9.3575 C10.9948 C12.6328 X3.4962 C14.2708 X3.4963 C15.9083 C17.5465 X3.4962 C19.1848 X3.4963 C20.8233 C22.4616 X3.4962 C24.0999 X3.4963 C25.738 C27.3762 X3.4962 C29.0147 C30.6521 C32.2903 C33.9282 X3.4963 C35.5662 X3.4962 C37.2039 X3.4963 C38.8412 C40.4796 C42.1171 X3.4962 C43.7545 X3.4963 C45.3926 C47.0304 X3.4962 C48.6689 X3.4963 C50.3072 X3.4962 C51.9443 C53.5822 X3.4963 C55.2202 X3.4962 C56.8573 X3.4963 C58.4947 X3.4962 C60.1327 X3.4963 C61.7704 X3.4962 C63.4081 X3.4963 C65.0461 C66.6836 C68.322 X3.4962 C69.9596 C71.5966 C73.2345 X3.4963 C74.8726 X3.4962 C76.5102 C78.1478 X3.4963 C79.7857 C81.4233 C83.061 C84.6982 X3.4962 C86.3363 X3.4963 C87.9737 X3.4962 C89.612 X3.4963 C91.2504 C92.8882 X3.4962 C94.5261 C96.1643 X3.4963 C97.8023 X3.4962 C99.4394 X3.4963 C101.0771 C102.7148 X3.4962 C104.3529 X3.4963 C105.9907 C107.6286 X3.4962 C109.2671 C110.9042 C112.5415 C114.1793 X3.4963 C115.8169 X3.4962 C117.4545 X3.4963 C119.0926 C120.7302 X3.4962 C122.3676 C124.0062 X3.4963 C125.6439 X3.4962 C127.281 X3.4963 C128.9187 X3.4962 C130.5561 X3.4963 C132.1931 C133.831 C135.4695 X3.4962 C137.1069 X3.4963 C138.7448 C140.3823 X3.4962 C142.0202 X3.4963 C143.6573 X3.4962 C145.2942 X3.4963 C146.9317 X3.4962 C148.5701 X3.4963 C150.2083 C151.8465 C153.4835 X3.4962 C155.1211 C156.7595 C158.3973 C160.0343 X3.4963 C161.6722 C163.3091 X3.4962 C164.9464 X3.4963 C166.5836 C168.2218 C169.8588 C171.4968 C173.1349 X3.4962 C174.7723 C176.4104 C178.048 X3.4963 C179.6851 C181.3235 X3.4962 C182.9617 C184.5989 X3.4963 C186.2363 X3.4962 C187.8741 X3.4963 C189.5125 C191.1495 C192.7869 C194.4242 C196.0622 X3.4962 C197.6992 C199.3362 C200.9746 C202.6128 X3.4963 C204.2507 X3.4962 C205.8884 X3.4963 C207.5259 C209.1636 X3.4962 C210.8017 X3.4963 C212.4389 X3.4962 C214.0773 X3.4963 C215.7157 X3.4962 C217.3529 X3.4963 C218.9913 X3.4962 C220.6299 X3.4963 C222.2674 X3.4962 C223.9047 C225.5427 X3.4963 C227.1803 C228.8185 X3.4962 C230.4564 C232.0949 C233.7333 X3.4963 C235.3706 X3.4962 C237.0079 C238.6455 C240.2836 C241.9214 C243.5591 X3.4963 C245.197 X3.4962 C246.8354 C248.4736 C250.112 C251.7497 C253.3872 X3.4963 C255.0248 X3.4962 C256.663 C258.301 C259.9393 C261.5773 C263.2153 X3.4963 C264.8527 C266.491 X3.4962 C268.1285 X3.4963 C269.7668 C271.4052 C273.043 C274.6806 C276.3187 C277.9564 C279.5943 C281.2316 C282.87 C284.5075 X3.4962 C286.1459 C287.7842 X3.4963 C289.422 C291.0605 C292.698 X3.4962 C294.336 C295.9737 C297.6113 X3.4963 C299.2493 C300.8868 C302.525 X3.4962 C304.1622 C305.7996 X3.4963 C307.4373 X3.4962 C309.0755 C310.7132 C312.3516 X3.4963 C313.9886 C315.6263 X3.4962 C317.2636 C318.9015 X3.4963 C320.5388 C322.1764 X3.4962 C323.8149 C325.4531 C327.0917 C328.7293 C330.3666 C332.0038 C333.6414 C335.2794 X3.4963 C336.9166 C338.5544 C340.1915 C341.8291 X3.4962 C343.4672 X3.4963 C345.1054 C346.7433 X3.4962 C348.3806 C350.0179 X3.4963 C351.656 X3.4959 Y-.1247 C354.4242 X3.4917 Y-.2496 C357.1925 X3.4963 Y-.25 Z-.5802 Z-.4802 Z-.3803 Z-.2804 Z-.25 Z0. G00 X3.9962 X7.4963 M09 M5 G49 G91 G28 Z0. G28 X0. Y0. M01 M30 % Scratch the above just making it a only 4 Axis operation worked also.
-
2 minutes even? or 1:54 What you are saying? Agree with Gcode impressive time.
-
Maybe about time?
-
What I have done since we got the ability to save them. Before we had to hack them.
-
Mill Turn, Changing default gmd file.
crazy^millman replied to Tommy5112's topic in Industrial Forum
Pre 2025 yes.- 1 reply
-
- 1
-

-
mastercam x4 cant get passed startup tasks
crazy^millman replied to gwstephens's topic in Industrial Forum
Might try doing a reinstall and see if that helps. -
I have seen this before and it can be annoying. I also have not been able to pinpoint what causes it or prevent it.
-
Agree without a file hard to help. I would get away from the Chook and use a different toolpath.