lowcountrycamo
-
Posts
247 -
Joined
-
Last visited
-
Days Won
2
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by lowcountrycamo
-

any modern large plate clamps for op1 workholding?
lowcountrycamo posted a topic in Industrial Forum
I have been tasked with setting up and programming a new Makino Mag1. Well will be cutting aero structure parts on this machine on a 48 x 48 tombstone, and will be up in Mason, Ohio at Makino's facility to prove out our 1st 2 parts. In the past we have used a 1" grid with toe clamps. I was hoping there is a more modern way for fixturing large AL plates for op1 programs. OP2 fixtures will be custom per part, mostly vacuum and screws. Any suggestions. I have used and like Pitbull clamps but that does not take well to modular designs. Any suggestions? thanks, steve austin -
I dont this the g91 should be in g43.4 (tcpc)
-
it turns out that I needed a Mcode, M130. This allows the machine to feed while spindle not turning, even though the C axis is now the spindle. There is nothing in the Turning Function Manual about this. One of my programmers thought of it and I added it to my post. Thanks for all the suggestions, steve austin
-
Hi Guys, I am running the Turning function (quadturn) on an MU6300 universal mill for the first time. Postabilty post. When the program gets to the first G95 G01 block the machine stops. There is a distance to go but machine will not go further. No alarms, Single block off, feed 100%. Hitting cylce start again does nothing. Thanks, steve austin G00 G18 G20 G40 G80 G90 G30 P10 M509 M531 N1 (MITS TURNING HOLDER DDJNR3225P15 - INSERT DNMG432RP .0312CR) (OPERATION NO - 18) (OPERATION TYPE - FINISHING) IF [VTLCN EQ 19 ] NT19 T19 M06 (OD 55 DEG LEFT) NT19 G15 H1 G30 P10 M19 RS=0 M508 G00 G18 G90 A0. M540 G450 SB=280 G197 SB=280 M503 G431 X1 G433 H1019 X1 X-.9996 Y0. Z9.7256 M08 T7 G196 SB=280 X1 M503 G42 Z9.6955 G95 G01 Z9.5955 F.007 <<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<----- stops here Z9.3155 X-1.0113 Z9.2925 X-1.0522 Z9.2864 G40 X-1.1936 Z9.3571 G00 Z9.7256 M505 G30 P2 M09 G432 M01
-
Crazy^millman, thank you for the advise. I take your warning about rpm limits! I will look for that procedure. We have purchased a Postabilty post for this machine and will run a test part to verify basic turning sizes. On this mill I can rotate(flash?) the tool about the spindle center for od/ id and basic g and m codes will work. I have been tasked with setting this up as it is so different than what we are accustomed to. thanks
-
We have a 5 axis vertical trunnion mill that has a turning function. The book has some info about mcodes but not specifics on offsets. I have asked before about programming this type of setup. Greg Williams and others have helped me on that. We are about ready to run this part. When setting tooling offsets are you guys using tool probing for length and diameter or taking a cut and offset from that. Sorry for the basic questions but I am unfamiliar with this type of turning. Thanks steve austin
-
learning 5axis mill with turning
lowcountrycamo replied to lowcountrycamo's topic in Industrial Forum
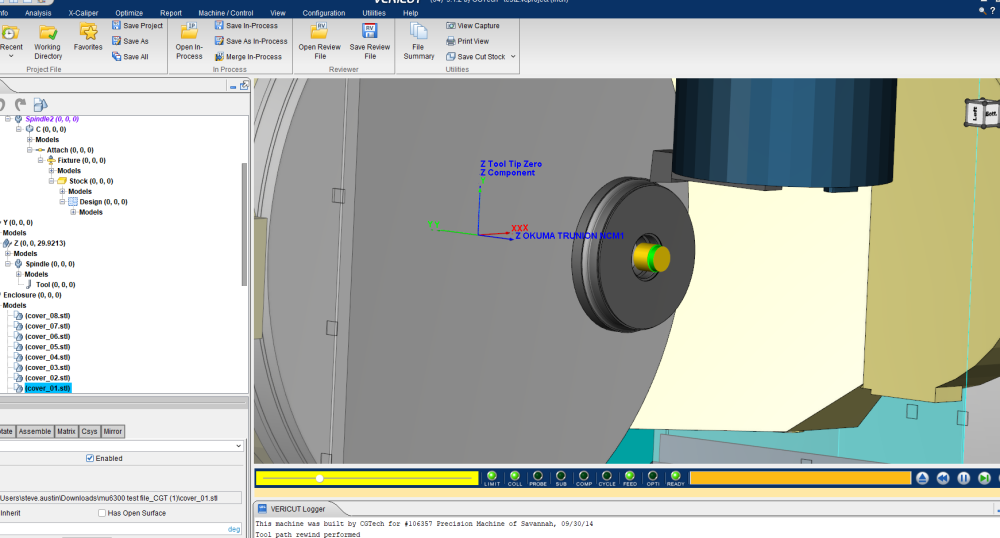
I contacted Vericut about this behavior and this is there response: Steve, I think the Mastercam interface is doing it’s job in translating the tools from Mastercam to VERICUT exactly as they are defined in Mastercam: We are by no means Mastercam experts, but I would think that using a different Tool Plane for the operations that are tilted would be a more elegant way to handle that in the software. I’ve included one of my coworkers (Steve ) that has more Mastercam experience. He reviewed your files with me earlier. I think that if this behavior will continue to be “hard-coded” in the post based on the tools’ vertical/horizontal orientation, you are better off building a tool library directly in VERICUT. To that effect, review Training Session 11 to see how to handle importing STP models of turning tools. Please let me know if there is anything else that I can be of assistance with.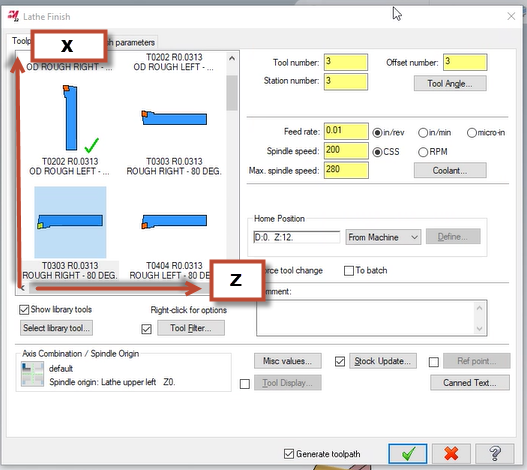

-
learning 5axis mill with turning
lowcountrycamo replied to lowcountrycamo's topic in Industrial Forum
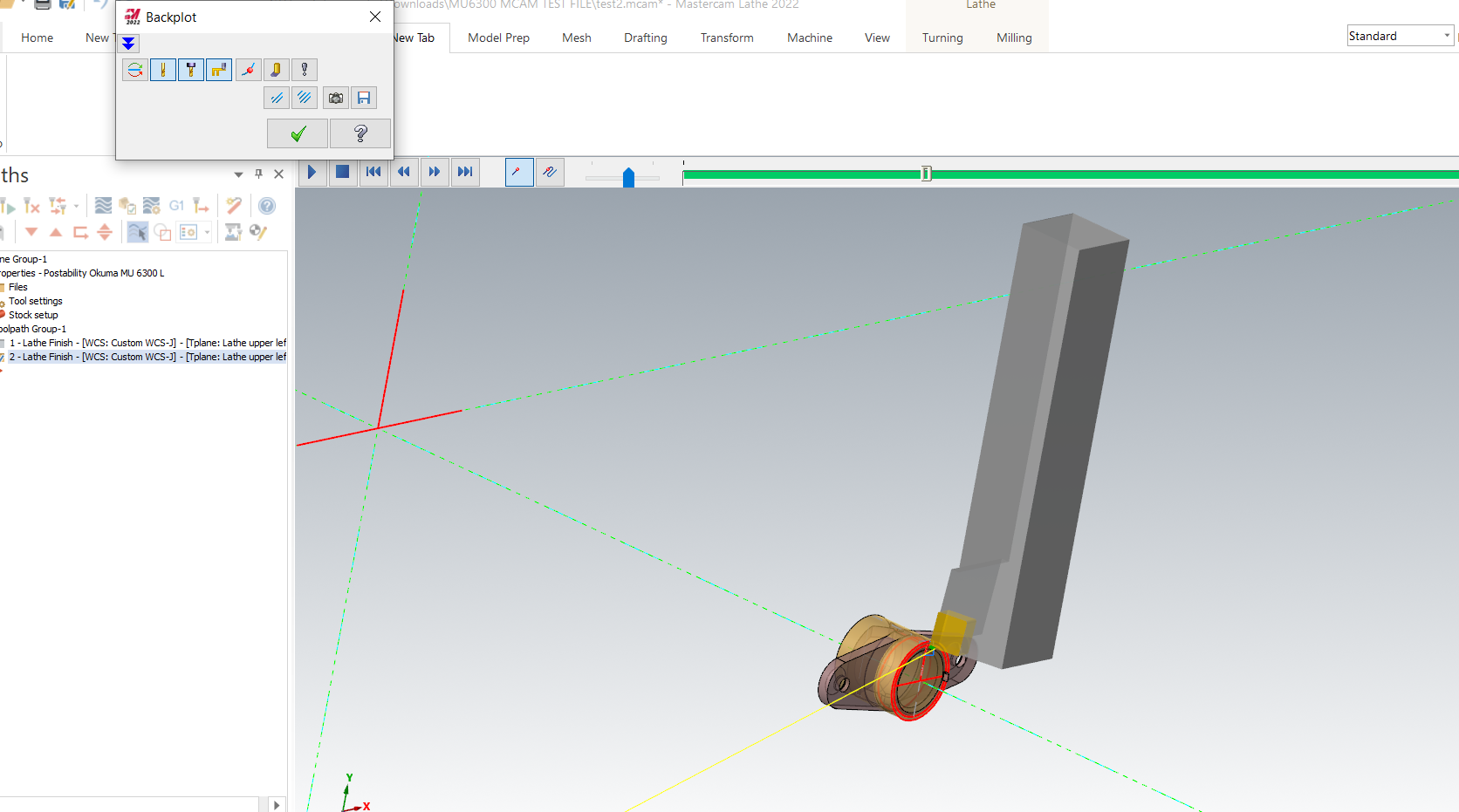
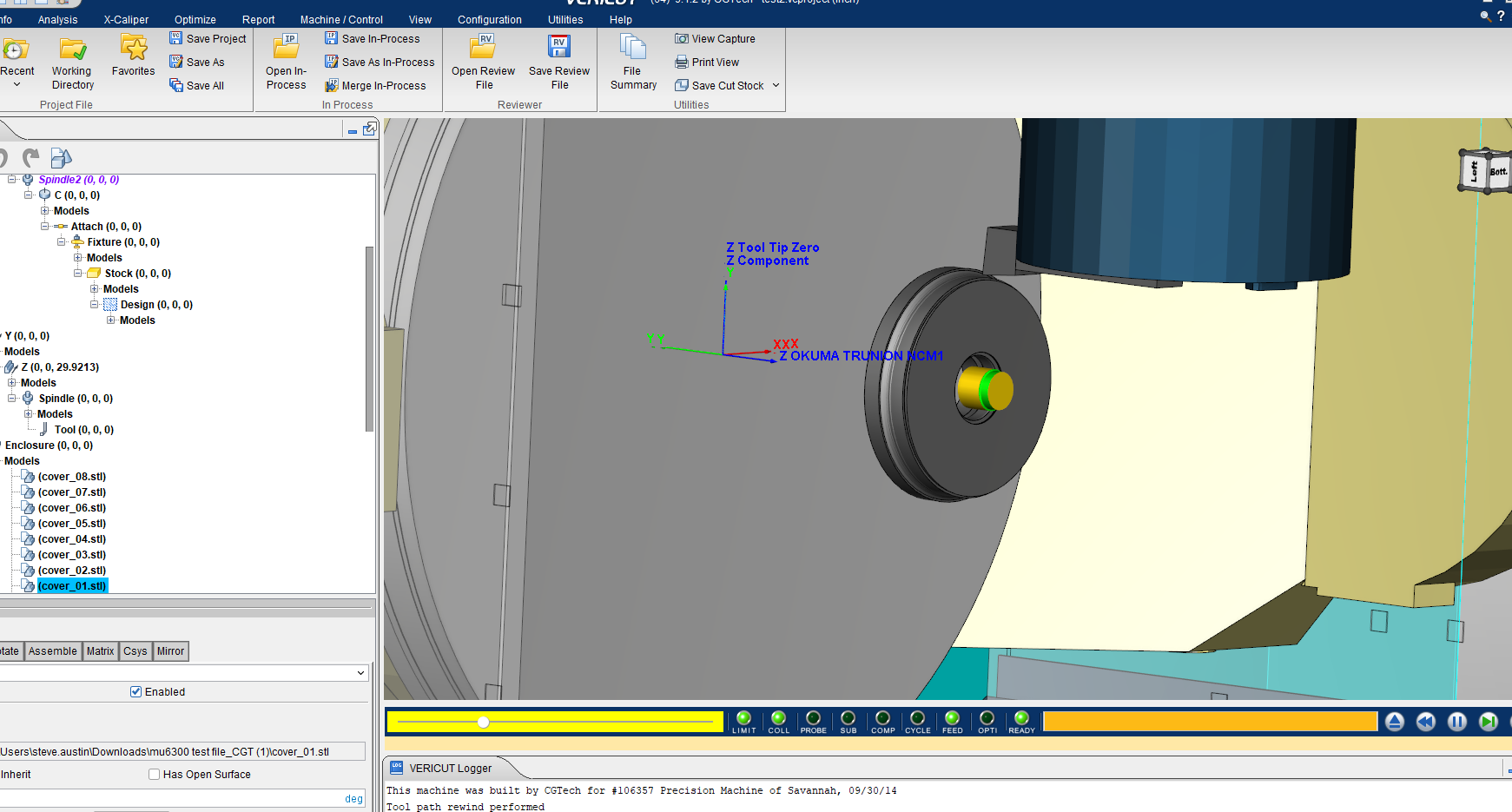
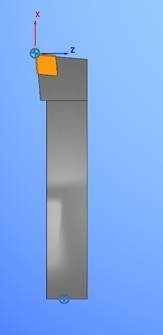
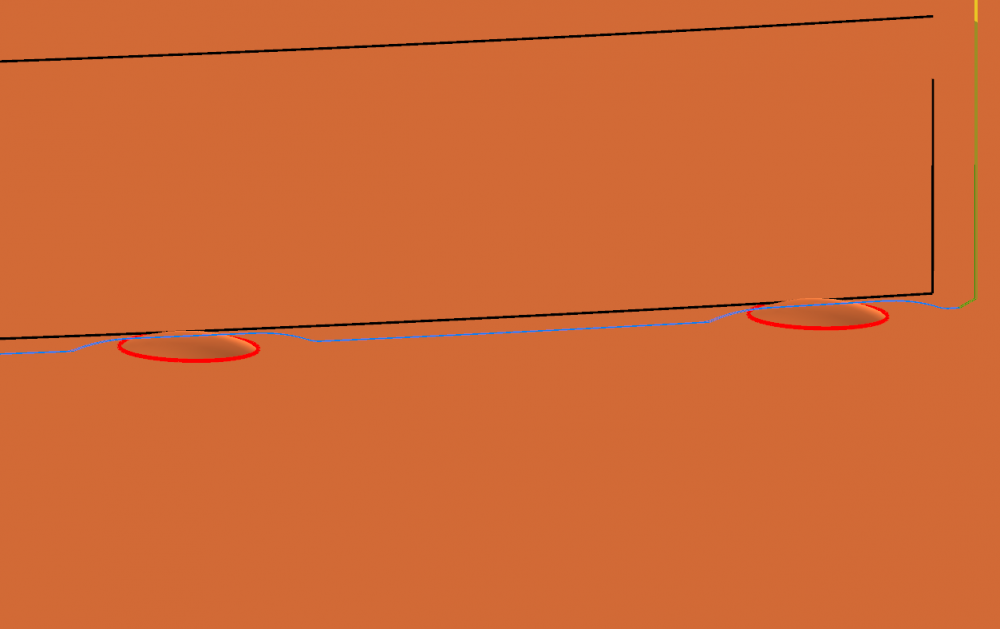
Greg that is clever. I also attempted something similar when I was going through Colin's Post editing class. I had some success but not enough to run on my bosses new machine. And at the time I did not have Vericut to prove out. I have made some progress. My reseller is contacting Postability. It appears to me that if I select a horizontal tool I get A0. If I switch to a vertical tool, A-90 is output. However, when using the mastercam to vericut interface the A-90. tool comes it 90. degree off and backwards. Here is a screen shot from mcam and vcut.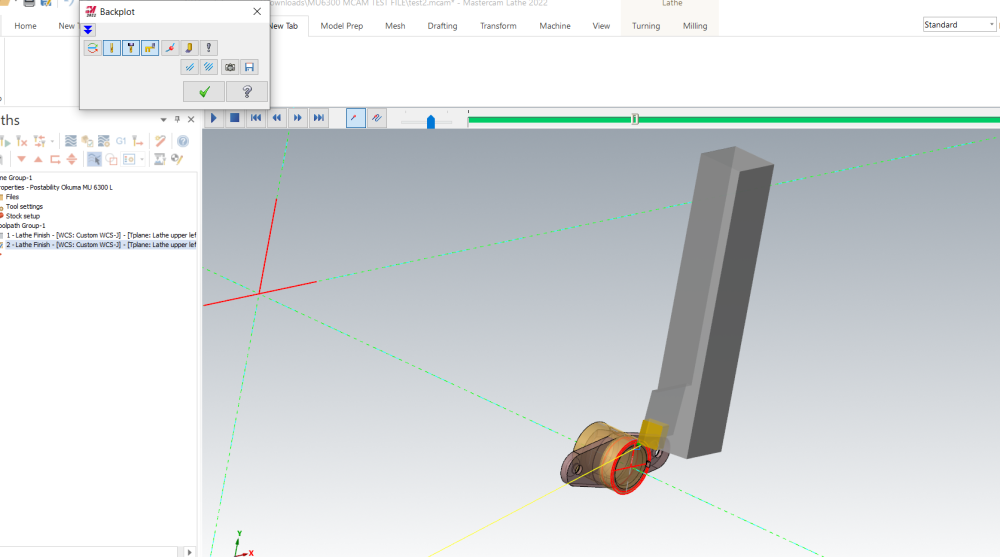
-
learning 5axis mill with turning
lowcountrycamo replied to lowcountrycamo's topic in Industrial Forum
G431 enables "turning mode" If I where cutting this feature with an endmill z+ would take me there. Reseller is checking on it. Thanks -
learning 5axis mill with turning
lowcountrycamo replied to lowcountrycamo's topic in Industrial Forum
No. I would have to run the mill to be certain. However I have programmed many mill parts on this machine and I know z- is below centerline. I looked in the machine manual, it specs mcodes pertaining to this function. It did not give code examples. Thanks -
learning 5axis mill with turning
lowcountrycamo replied to lowcountrycamo's topic in Industrial Forum
Thanks for that. However, when I post this I get the tool cutting at a-90. z- which shows it cutting on the wrong side of the diameter in Vcut. Does the machine expect code like this: IF [VTLCN EQ ] T3 M06 (ROUGH RIGHT - 80 DEG.) NT3 G30 P1 M19 RS=0 G00 G19 G90 A-90. M540 G197 SB=280 M503 G431 Z1 G433 H3 Y2 X0. Y-9.6955 Z-.9995 <----------------------------------- G196 SB=200 X1 M503 G95 G01 Y-9.5955 F.01 Y-9.3155 Y-9.3862 Z-1.141 G00 Y-9.6255 Z25. -
learning 5axis mill with turning
lowcountrycamo replied to lowcountrycamo's topic in Industrial Forum
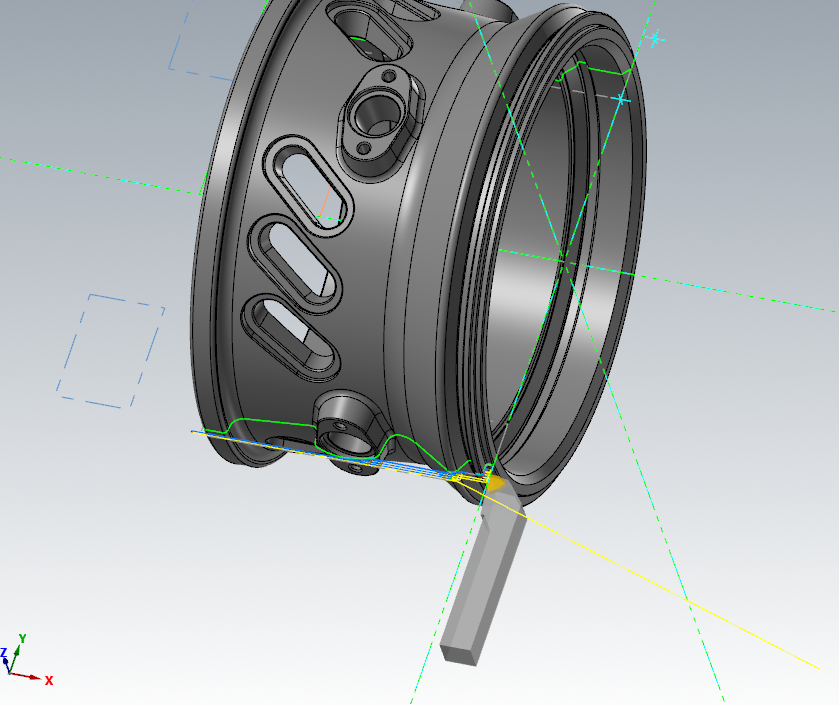
All go info. Thanks guys. A year or so ago when we got this mill I was interested but never programed a turned part. At that time Greg Williams was kind enough so give me a program he did. That has helped a great deal. One thing I cannot discover is how he altered the A axis cut. as in these to pics. It appears to be the same tool. Could it be controlled with a misc? Thanks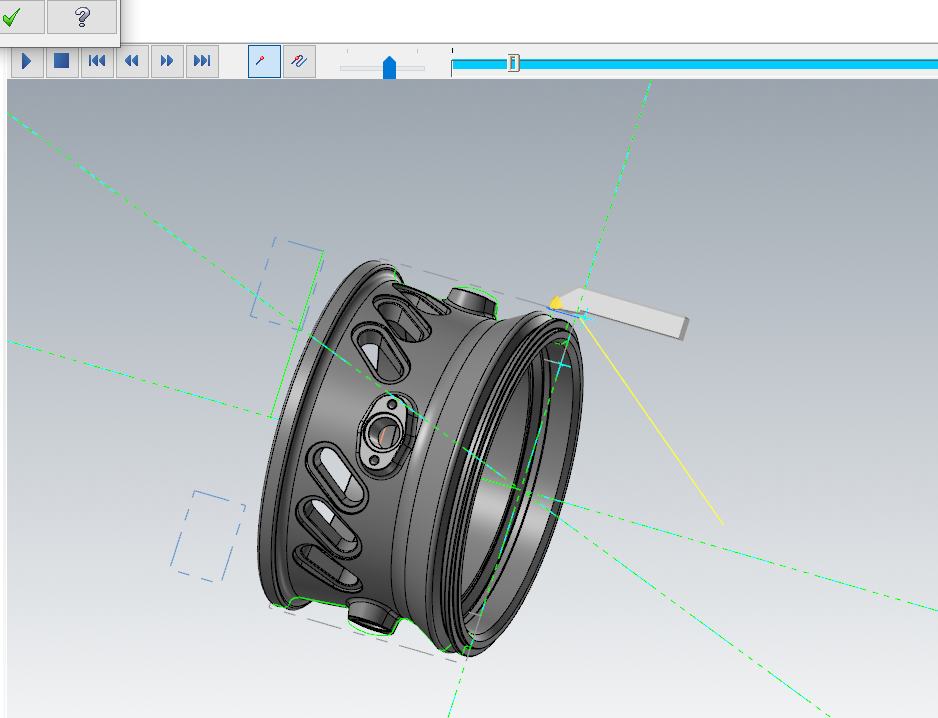
-
learning 5axis mill with turning
lowcountrycamo replied to lowcountrycamo's topic in Industrial Forum
sorry for the missing info. It is an okuma MU6300 VL. A C trunnion. I should be cutting in the y axis at A0. or A90. I believe. I general program from COR. To continue that should I touch off lathe tools using the probe or take a cut and zero? Thanks -
What do I call this? Not really mill turn right? I have a Postablitly post. Should I set this up as a VTL? My vericut sim should support this but the sim looks wrong. I am very frustrated as I cannot really find any good info as to how to make this work. I reached out to our reseller and got a link to a Postability video that did show a little, but not nearly enough. Any help would be a blessing. thanks steve austin
-
problems using call oo88 okuma mu4000
lowcountrycamo replied to lowcountrycamo's topic in Industrial Forum
I am cutting a casting and need to probe a hole that cannot be reached at b0c0. I need to go another direction I think Thanks for you input -
I have used call oo88 many times but always set my initial offset at B0C0. I am trying to set know at b-90 c180. and mastercam is giving me problems. This is because my WCS is not b0c0. Does that make sense? Is there a way around this?
-
boring bars for HSK100 universal trunnion
lowcountrycamo replied to lowcountrycamo's topic in Industrial Forum
Email sent. Thanks Ron -
I am geting prepped to program my first mill/turn on an Okuma mu6300. This mill has the turning feature. I have a postability post. What I would like to know is how are you guys holding solid boring bars? Heat shrink, hydraulic, set screw. I have to bore .778 ID so I thought about using a solid carb shank insert boring bar. Thanks, steve
-
You are saying in a g00 the rapid does not change with the override?
-
I see this alot where pencil cutter is .120r and fillet is .125r. In that case I have created surfaces that come to a sharp point and let the tool create the fillet. steve austin
-
Pitch in your little gems that make mcam life easier
lowcountrycamo replied to jlw™'s topic in Industrial Forum
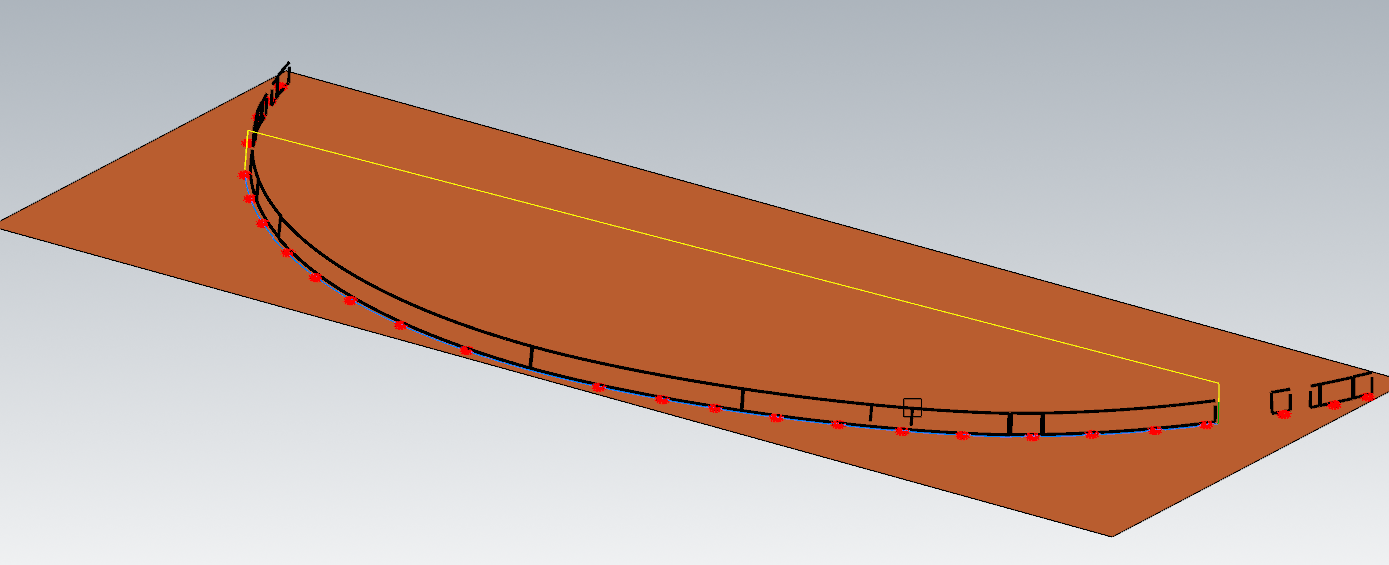
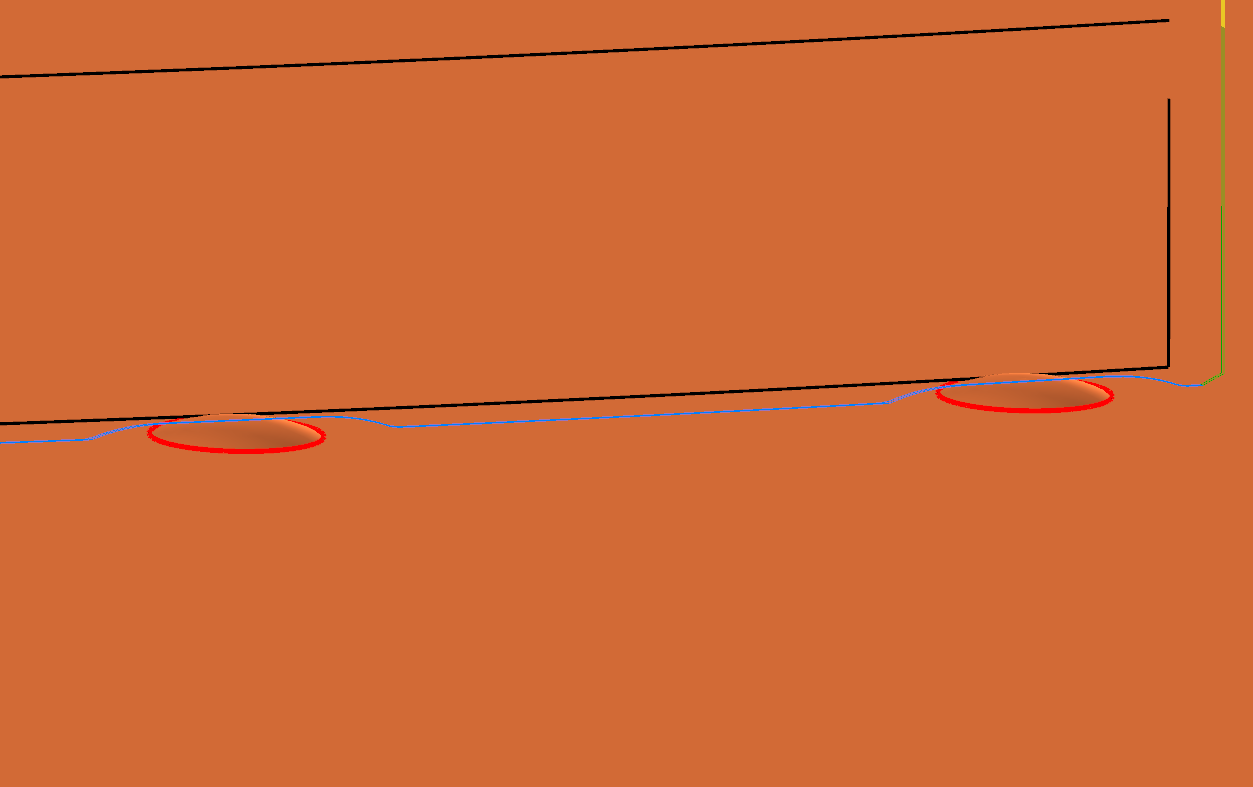
I'm doing a large aero bulk head and need tabs at the bottom of a swarf outside wall. I created dome like surfaces for the tabs and a large flat surface under the tabs. I used these as floor surface in new swarf worked great. At first I had flat surface .02 above the large for the tab but this made the tool retract up in z to ride over tab. this caused a dwell mark in the part. That is when I realized a dome would give a fluid rise and fall over the tab removing the dwell marks. Does this make sense? Steve Austin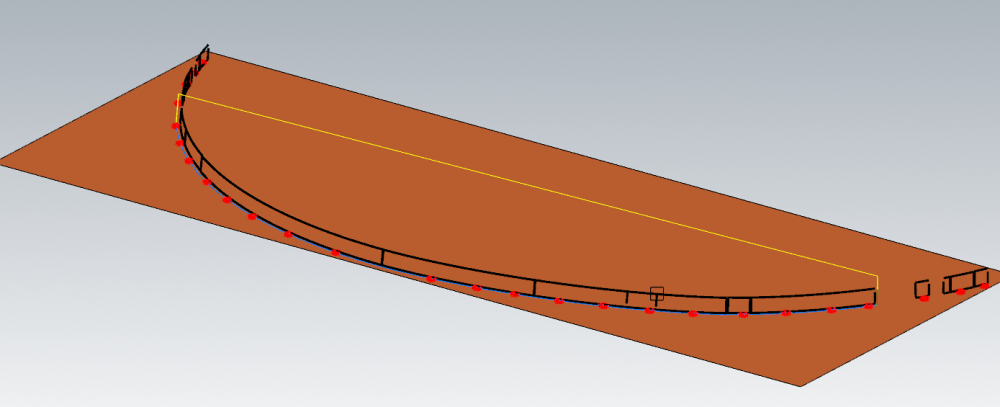
-
I have been given the go ahead to search for a new pc. I use Mastercam and Vericut. We do aerospace from small trunnions to large profilers. Lately I have been working on bulkheads 48" x 120" and my work is really slowing down as I wait for Mcam regen/post and Vericut. What do you guys think of the follow specs: Or could I do better for the money? $3,630.75 Titan W161 - Intel Core i9 11th Gen Rocket Lake CAD Modeling Workstation PC up to 10 cores Case: Silver Sandblasted Aluminum Steel Chassis w/ Tempered Glass Mid Tower Case Case Fans: Standard Fans included with case CPU / Processor: Intel Core i9-10900K Comet Lake 3.7 GHz (5.3GHz Turbo Boost) 125W 20MB L3 (10 Cores / 20 Threads) CPU Cooling: 120mm AIO Liquid CPU Liquid Cooler - Closed Loop CPU Thermal Compound: Antec Nano Diamond Thermal Compound Formula 7 w/ Diamond particles Motherboard: ASRock Z590 PRO4 LGA 1200 Intel Z590 SATA 6Gb/s ATX Intel Motherboard Memory: 64GB (4 x 16GB) 288-Pin DDR4 3466 (PC4-27700) Desktop Memory Power: 650W - 80 PLUS GOLD Certified Full Modular Power Supply Operating System: Microsoft Windows 10 Pro 64-bit - Includes Original Media Free USB Recovery Drive Video Card: NVIDIA Quadro P1000 4GB GDDR5 Workstation Video Card Sound Card: Onboard HD Sound Card M.2 NVMe Drive: 500GB M.2 NVMe PCIe 3.0 x4 SSD - read/write 3430/2600 MBps SATA Drive 1: Seagate 4TB 7200 RPM 64MB Cache SATA 6.0Gb/s 3.5" Internal Hard Drive SATA-SAS RAID Controller: Onboard SATA 6Gb/s RAID Controller NetWork: 2.5 Gigabit LAN Dragon RTL8125BG Onboard Lan Port USB Ports: Onboard - 4x USB 3.2 Rear Ports | 2x USB 3.2 Type-A Ports | 1x USB 3.2 Type-C Wireless: TP-LINK TL-WN823N Wireless N300 Mini USB Adapter, 300 Mbps, w/ WPS Button - 300Mbps Assembly: Professional handcrafted Assembly w/ OS & Drivers Installation plus 72 Hours Components Burning Test Warranty: Lifetime Labor & Technical Support 2 Years Parts Replacement
-
Rob. Nice set up. What kind of parts do you make?
-
Right click in tool path manager and use select- by tool number. It will grab all ops using that tool
-
I have bought several hpz440’s and thinkpad w530’s for less than 500$ From eBay. They out power a Walmart machine easily.