gschlen
-
Posts
19 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by gschlen
-
Mplmaster - Master G-Code Post - Version X6
gschlen reviewed Webby's file in Mplmaster (all versions)
-
The mplmaster on this site has it as well as the 4 axis posts that come with Mastercam. You turn it on by making a misc integer a one. The misc integer is typically labeled as a milling cycle. The generic posts are not hardwired to start at C0, so I use an approach reference point of Y0 and a positive X.
-
Have you considered using polar coordinate interpolation if your machine has the option? You would have less code and a single feedrate.
-
No problem. But thank Matt at Shopware inc. He had to get that info from CNC for me.
-
I worked with our reseller on this one. In the XML file, line 102 drawMode, needs to be "Toolnumber".
-
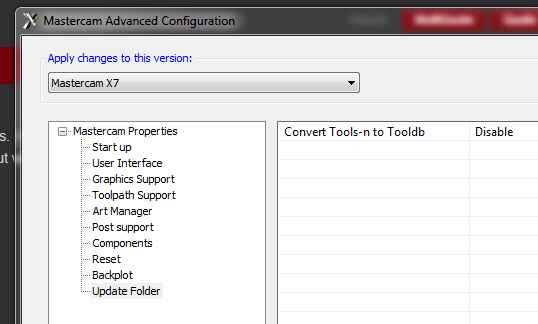
I used "update folder" to update from X6. I think that as long as the confiuration is not set to give you a .tooldb, the migration or update folder will give you an X7 library with the .tools-7 extension.
-
I had this problem as well. The default file extension when updating is .tooldb. The libraries need to be updated to a .tools-7 file extension, so I had to start over with the Advanced Configuration update folder setting disabled. I was told the problem is that the tool manager doesn't support lathe tools.

-
Is the verfifier set to "Turbo Mode"?
-
You could try dynamic rest mill and use your drill op in the rest material setting. If the drill op doesn't do it, a "dummy" mill op that you don't post might work better.
-
I've checked two other Win 7 64 bit computers here with only X6 installed and found the same problem with the "Mastercam X style". Changed the setting to "Microsoft Windows standard" and I get asked to overwrite the file. spade117, It's in your computers control panel labeled mastercam x. Also in the all programs menu under mastercam X6.
-
I was noticing this last week as well. I have the latest version on Windows 7. In the Mastercam control panel applet, user interface, see if the "File dialog style" is set to "Mastercam X style". Mine was so I tried the "Microsoft Windows standard" setting, and now it prompts me to overwrite my file.
-
Well that's frustrating, I thought I had it. Thanks for trying. Maybe it'll happen just this one time for you.
-
I don't mean to bring you back to this if you've moved on, but I'm still wondering about the stock on the walls. You mentioned that there is .02" in there. Did you try adding a fifth place like .02001? I've had similar symptoms, I think, and it always seems to be rounding problem. I put a fifth decimal place in the operation which takes out the rounding thing and it's a small enough value that it won't show up in the program.
-
I've encountered some weird rounding problems within the X4 release. Try putting a .00001 in the stock to leave on walls, or maybe the stock to leave floors, and see if that helps.
-
Hey Greg and gcode, I noticed the c-axis cross drill was messed up in X3 also. It has been fixed with MU1 though. Nice to have it back.
-
Hey Greg and gcode, I noticed the c-axis cross drill was messed up in X3 also. It has been fixed with MU1 though. Nice to have it back.
-
Hi Paul, You might try editing the boring bar you're using. Click on the Tool Clearance button on the parameters tab. Then click on the Scan Tool Geometry button. One of the circles they use for clearance calculations may be out of whack. You can also click on the draw tool button while you're editing the tool, and it will show the three circles I'm talking about.
-
In the machine definition, there is a button at the top, "Edit general machine parameters". Set the default plane on the "Cplane, WCS, HTL/VTL" tab. When I call up a lathe machine, it will change the cplane/tplane to +D+Z. Hope that helps.
-
Rick, There are two sections in the Fanuc book with G68. Apparently you get coordinate rotation in whatever plane selection (G17, G18, G19) you're in if the I and J is not included. I initially went down that wrong path when we tried to do this.
-
Hi Paul, We have a machine with limited memory and used this once not too long ago. I had the transform op set to rotate, the method is set to coordinate, and I have the subprogram set to absolute. I get a single subprogram with mine, but I see there is check box labeled "unique subprograms" under Group NCI output in the lower left corner. If it's checked but blanked out will it cause problems? I don't know, something to look at. The only post mod I did was to not output an incremental rotation in the G68 line. Our machine did not like that as it went off into nowhere like you described. I did not get as far as the M69 problem, I just edited that into the program after the subprogram call. This is only time we've used this and I needed to keep moving with other things. Here's the post block I changed: psub_rotate #Rotate start code, user pbld, n$, *sgcode, *sgabsinc, strns_rot_on, *sub_trnsx$, *sub_trnsy$, *rt_cinc, e$ #removed [absinc$ = one], *sgabsinc, #1/29/2008 gds I always note what I change with a date in case I hack it up so ignore my jibberish at the end there. Wish I had a full solution for you, but maybe this will help a little. Greg