Bob Hedrick
-
Posts
145 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Bob Hedrick
-
Lathe Stock Recognition... with live tooling
Bob Hedrick replied to hot_chip's topic in Industrial Forum
Yes, ghosting a lathe drill operation is the best solution currently. I wouldn't disable stock recognition, as it is used extensively in toolpath generation if stock is defined. -
Yes.
-
Create a sample file and program the series of operations (e.g. pickoff/pull/cutoff) for which you wish to set the defaults. (Comments and anything else) The software will remember these settings the next time you program the same series of operations. The defaults are stored in a .POCOPrm file with the same name as your MD in the same folder as your MD. You should not manually edit this file.
-
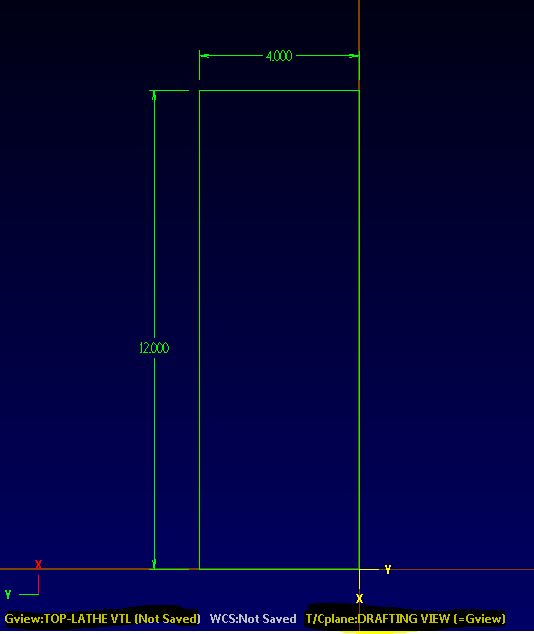
Create a new view by selecting a horizontal line on the screen, then a vertical line. You are basically creating a view that is the top view rotated 90 CW to undo the 90 deg CCW screen rotation used for programming a VTL.

-
how to blank stock & chuck on level (lathe)
Bob Hedrick replied to Mike@Dive Lab's topic in Industrial Forum
Glad I could help. Also, the button to the left of the circled one toggles shaded/wireframe lathe stock/chuck display. -
how to blank stock & chuck on level (lathe)
Bob Hedrick replied to Mike@Dive Lab's topic in Industrial Forum
You can also toggle the stock display on-the-fly using this button
-
1. It sounds like you want to program the part on the opposite side of the Z axis to which the tool was set up. To get the tool to cut above vs below the Z axis, you must select the Upper vs Lower Turret in the Tool Setup Dialog. This dialog can be activated by selecting the Setup Tool button in the Lathe Tool Definition dialog. Mastercam will also adjust the spindle direction to match the way the insert is mounted in the holder in your defined tool. i.e. - 'insert up' vs 'insert down'. 2. If you centre-drill your part with a 60 deg. centre drill or create a 60 deg V on the face of your stock before programming a tailstock advance operation, it will automatically advance the tailstock to the correct position. - Note it doesn't have to be 60 deg. as long as the V and included angle on the centre match. Note - if you are programming a turning operation with the same tool before and after a tailstock advance operation, you must use 'force toolchange' on the operation, or move the tool to a safe reference point to tell Mastercam that you moved tool out of the way before advancing the tailstock. If you don't you will probably get tool collision errors on the operation after the tailstock advance.
-
Thanks for the responses. We had 6 students in for 7 hours of instruction, and shortly after posting on the forum, the problem magically disappeared, so we took the "It's not broke now, don't fix it" approach for the time- being. I showed the IT guy for the network the forum, so he may be joining in the near future. Thanks again. - Bob
-
I just checked. The server is running NetHaspX 5.2. The PC's are running V5.0 Maybe a compatibility issue?
-
I'm helping get Mastercam running in a university lab. The problem is that anytime someone accesses a new licensed feature in Mastercam, ALL users get a 'Nethasp disconnected' message. Hitting 'Read' on the server fixes the problem. For example: One user logs and fires up Mastercam - everything is cool. 2nd user logs on and first user gets 'Nethasp disconnected' Admin hits 'Read' everything is cool for both users. First user tries to create a Solid and gets 'Solid license not found, 2nd user gets 'Nethasp disconnected' Admin hits 'Read' everything is cool for both users. The system is: 6 educational Mastercam X4 licenses on PC's running Win7 X64 Nethasp is on the server NetHaspX v5.0 Any suggestions are appreciated.
-
The plunge turn module computes the toolpath assuming that the insert will flex and undercut the diameter by the amount of stock that you see. Mastercam's toolpath display, backplot and verify modules don't take into account this flex when updating the stock model. I don't know if ANY NC simulation package can simulate this insert flex.
-
Insert.tbl contains the combo box values and text for the turning insert tab page in the Define Lathe Tool dialog. It has not changed since X4, so you are OK using a version from X4 in X5. This is not necessarily true for any file in Mastercam though. JP's advice for setting permissions is the proper solution.
-
Make sure your tool comp is set correctly (left vs right). You also need to adjust your Plunge Parameters to allow plunging since you are cutting towards the centreline of the part.
-
Boring bars are assumed to always have a round shank. The 'A' dimension is the bar diameter.
-
When using Turn Profile in X5, it is strongly suggested to have 'Use solid properties' checked. When this is checked, you should get a clean, exact profile very quickly most of the time as the software is using a Parasolid kernel function to directly compute the profile from the solid entity. In some instances, the Parasolid function fails and the software reverts to the 'old' method. Generally in these cases you will get a Parasolid kernel error message box first. The reason for the 'Use solid properties' checkbox is that a small percentage of our test files computed very accurately and much faster using the 'old' method. Note that even with 'Use solid properties' unchecked, you will get better results in X5 than you did in X4.
-
I put a file called point.zip in the Lathe folder on CADCAM's FTP site. I created a rough pass using zigzag rough and put a finish pass on the part. The file was created in X4, but I didn't use anything not available in V9. I don't have V9 loaded on any of my systems currently. I used tangent lead in/out and set the tool clearance angles to 0 to get it to cut correctly. The toolpath is designed to work with groove geometry.
-
Did you chain the geometry starting at the back of the bore and ending at the part face? (opposite to the chaining direction for 'normal' boring)
-
Why do I get this when doing a finish groove?
Bob Hedrick replied to Mr. M's topic in Industrial Forum
Please send the file to [email protected] -
kunfuzed - You have mail.
-
Razor, What tolerance are you using to create the profile? We have recently discovered that the arcs may not be created if you use a small tolerance: < .001 If your results aren't satisfactory at this tolerance, please send the file to [email protected]. Some notes on the Turn Profile 'Spin' option: - The software first makes a polyline outline of the spun profile. This is about the only way to mathematically get an initial profile. - It then tries to refit arcs used in the solid construction as well as the edge curves on the solid to the profile. - new in X4 MU1 - After this step it uses an arc fitting routine similar to toolpath arc filtering. - better filtering in X4 MU1 It will work better on solids with a history tree than it does on solid bodies with no CSG information. The last arc fitting stage will never give 100% dead-on results, as it is working from solid surface information. However the results should be accurate to a higher precision than your machine tool, generally the 6th decimal place or better
-
The bug has been logged. Software development has found the problem and is currently working on a solution.
-
This is a problem that has recently come to our attention is being addressed. To work around it, Do a 'File -> Save some' and save the geometry to be merged into the other file.
-
Mastercam for Laser Cladding / Surface Welding
Bob Hedrick replied to Tyler Robertson's topic in Industrial Forum
I've been here for 15 years. I grew up in the east end of Windsor, went to University in Waterloo, worked for In-House in Cambridge and ended up in LaSalle when my wife got a job at Ford Essex Engine. Most of my family is still in the area so it was like coming 'home'. I haven't missed a Strawberry fest yet. Now I know where your Wings logo comes from -
Mastercam for Laser Cladding / Surface Welding
Bob Hedrick replied to Tyler Robertson's topic in Industrial Forum
Let's not take this off-topic. Anyone with more information, chime in! -
Mastercam for Laser Cladding / Surface Welding
Bob Hedrick replied to Tyler Robertson's topic in Industrial Forum
Let me make one thing clear. MY WORK IN THIE FIELD IS TOTALLY OUTSIDE OF MY WORK FOR CNC Software. Some of you play baseball, hunt, fish, etc. I do Manufacturing Engineering research with my wife, who is a professsor in Manufacturing Systems engineering and has several years of industrial experience in machining, assembly and robotics. Sometimes, it even results in Mastercam sales for In-House Solutions, and some of it may find its way into Mastercam someday.