





Mick
-
Posts
2,531 -
Joined
-
Last visited
-
Days Won
2
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by Mick
-
-
Oh, wow, some replies... LOL.
It didn't get moved as requested. Admittedly, I should have messaged a mod, but the last time I did that, I didn't even get a reply.
The title under my username says it all
.gif ":)")
-
 1
1
-
 1
1
-
-
Ugh.. Sorry, I posted in the wrong forum. Could someone please move this to the correct forum (Post Processors?)
-
I want to limit the C axis feed moves in a lathe post to less than 180 degrees. What setting is typically changed to do this, because no matter setting I change, nothing seems to limit the move. I want to avoid any 180 degree or 360 degree moves.
-
Thanks Tom. I'll see if this fixes the problem.
-
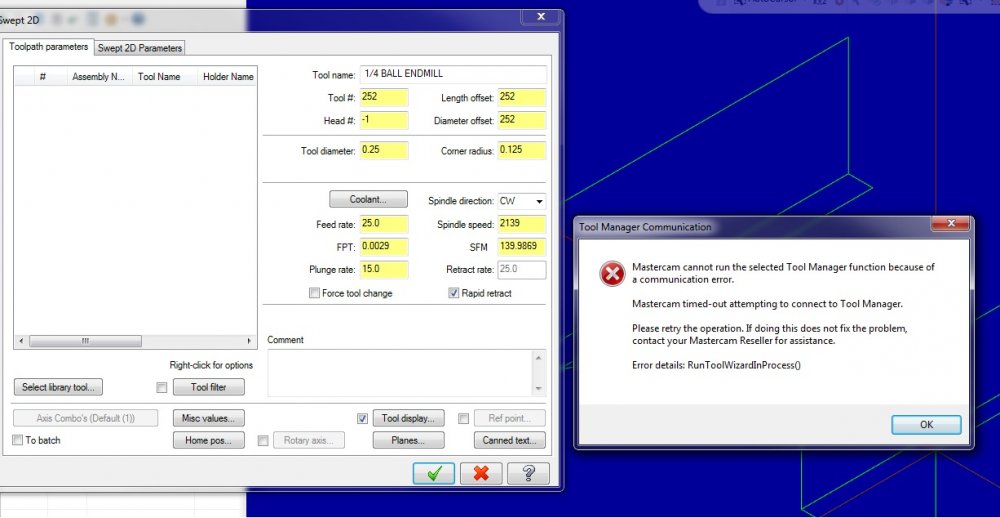
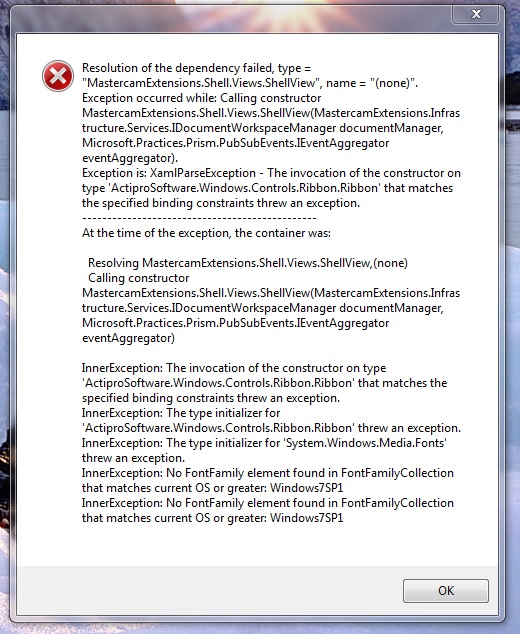
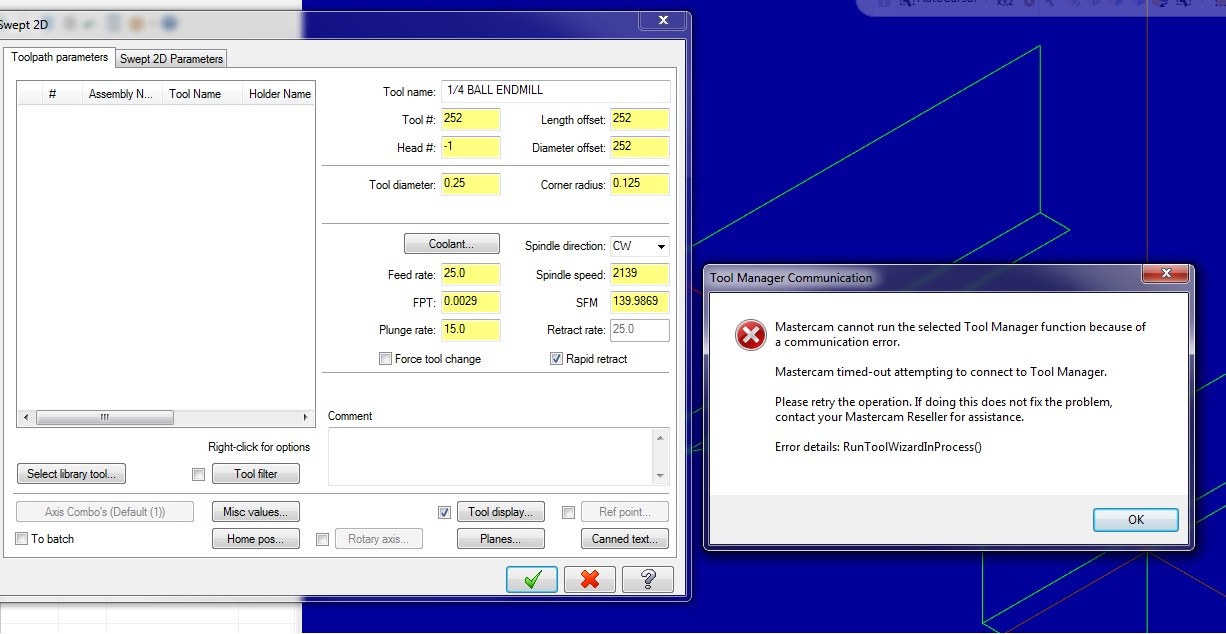
A customer of mine has encountered an error after an update to Microsoft ,NET 4.7 libraries. When they start 2018, they get the attached error (second image), and when they go to create a toolpath they get the error in the first image.
Has anyone encountered this, and do they have a fix?
-
I would suggest emailing [email protected] with a description of your issue. Their tech support department is one of the best I have ever encountered, and they'll respond promptly.
Given the diverse range of hardware/software combinations out there, it wouldn't be surprising if you may have encountered a bug.
-
On 2/02/2018 at 7:20 PM, Newbeeee™ said:
Surely you get a hat too?
And a party blower?
We get nothing. Other than the mousepad (one mouse pad, even though we have two licenses....)
I guess you don't need to hand out mousepads if you don't know anything about the product?

-
1
-
-
Does your dealer not send you media out nowadays?
Ours does. Its just a USB with the software on it. Actually, that, and our maintenance invoice, is the only interaction we have with him.

-
Being that I am not a Fanuc guru, I'm not sure. I'm only going by what they asked
I'm just trying to help where I can. I believe it is similar to a grid shift type thing.
-
One of my bigger customers has modified the pallet change position (very) slightly on their Mori Seiki horizontal mill (Fanuc 16m control). As a result, the data sheet needs to be updated.
They can bring up the data sheet, but it is all in binary, and it returns the error "EX725 - X Z Data Setting Error"
They can access and modify the data sheet on the later Fanuc controls on their Mori Seiki Mill/Turns, but not on this 16m control.
Does anyone know the procedure for this, or if it can be done (or requires a Fanuc technician?). They're a pretty savvy maintenance department, but this one has them a little perplexed.
-
Just now, gcode said:
this looks like a business opportunity in the making...
in the near future there will be a ton of work for guys who can keep a Haas 5X running
Are you talking maintenance people who can repair broken Haas's because some hipster was told by his awesome "software distribution artisan" that the eyecandy simulation in his cloud based software did TCP fine? Then, yeah, I agree...
-
3
-
-
1 hour ago, C^Millman said:
Not it you are the one that can hold all the people using your cloud based software hostage at some point in the future.
Offer it for free at 1st then offer it for $39 a year then offer it for $99 a year then $199 a year then $999 a year then $27,500 a year then who knows where it could end. Pay it or lose all your work and put your company out of business. That could never happen are you crazy or something?


Nail on the head there Ron.
I'm seeing a bunch of fresh startup companies, lured by coffee slurping fixie hipsters (CNC Machining is cool! Boom! 5 Axis is easy!) selling Cloud Based and Subscription only software (you can guess the company), notably with "strategic" Haas partnerships. Five or more years later, they'll be bent over paying ransoms to keep their software running.
As you say,
-
1
-
1
-
-
4 minutes ago, gcode said:
even today, you can still open a parasolid x_t file in a text editor
Same with STEP. We've progressed a long way, haven't we...
-
1
-
-
3 hours ago, Jay Kramer @ Precision Programming said:
Mick you still work with these folks. has the post been good so far?
I don't do anything Mastercam with them, obviously because of the clusterf*** that happened. Not your doing or my doing that's for sure.
They're a Cimco customer of mine.
The post has worked for them, though it has needed some further tweaking. I'm not prepared to help though, as I am done with all the dealer politics and backstabbing
I'm sure the current release version of the post is tweaked better though.
-
1
-
-
I've had the pleasure of seeing Gcodes machine, and also one at the Okuma Aerospace center in Charlotte. They sure are impressive and capable machines.
-
I have a local customer with a MU6300VA-L using the Postability post. I believe they’ve had relatively good success with it (as far as the software can handle it), and you’re in good hands with Dave at Postability.
-
 1
1
-
1
-
-
9 hours ago, SCRUB said:
where did find a vericut machine project for the UMC 750? or did you have vericut create it for you?
thanks!
As C^Millman correctly pointed out, this was created for a Vericut customer, who paid CGTech for the creation. Your local Vericut reseller can provide this, but there will be a cost.
-
32 minutes ago, MrFish said:
Apparently we will finally see the option to create these drill control lines "above" and only above the hole with the model prep hole axis function in a future release saving the laborious task of extending and trimming them back manually.
Hot Dog
-
1
-
-
I had the same issue quite a while ago. From memory there wasn't an easy fix (but I could be wrong).
I ended up removing the smcpath/spathnc as it was those two causing the line bloat.
Maybe your reseller can help you...
-
1
-
-
On 14/11/2017 at 2:47 PM, MrFish said:
Standing will be better for your hemorrhoids Mike

No fancy desk will fix them..... maybe a flamethrower and some petrol will
-
1
-
-
I ended up getting the sitting/standing desk. Electric powered, and it takes around 15 seconds to go from one height to the other.
I tend to sit more than I stand, but it makes a good change during the course of the day to switch between both. I really see no disadvantage to standing, other than having to bend down to get something out of the drawers
-
22 hours ago, JParis said:
Interesting read
Thanks for bringing this up John. I've found it an interesting read too.
I'm going to be looking at Wintool later this year or early next year (based on time permitting
)
-
3 hours ago, Prodoggg said:
In G93 (inverse time feed) there must be an F (feedrate) command on every line. The control calculates the length of the axis move and the time specified with the F command on every line. The feedrate is only modal in G94 (feed per minute) or G95 (feed per rev) modes. Hope this helps.
Thanks for the reply. This is a Fanuc controlled C axis lathe, so there is no inverse time feed option. I'm suspecting it is some kind of minimum feedrate error.
-
17 minutes ago, Leon82 said:
could the two lines without feedrates are the issue?
if you run it in single block it should stop on the actual error. when single block is off it will read a few lines ahead and get the alarm before it would actually occur
Feedrates are modal, so no, it shouldn't matter. But, I will get them to check in the morning
C Axis Lathe Post - Limit C moves to 135 degrees or less?
in Post Processor Development Forum
Posted
Indeed, I can attest that Jimmy Barefoot Wakeford, powered by fried pickles and wings, resolved the issue.
Thanks and kudos to Jimmy!