All Activity
- Past hour
-

Windows 11 Update corrupting Mastercam.Workspace
gcode replied to crazy^millman's topic in Industrial Forum
I bought a new PC last year that came with Win11 It's got 6 months on it now and I've had no issues, with Mastercam or any of the other CAD/CAM apps I run We've update 2 engineering PC at work from Win10 to 11 including mine. My work PC has been in Win11 for a couple of months.... no issues A coworker recently had a made to order Win11 and was suffering crashes so bad it was unusual after a bunch of trouble shooting he found the problem. He set his Mastercam installs to "run as an admin" which fixed the problem. As for security and spyware, I have turned a bunch of stuff off and opted out of things. The only way to eliminate it completely is air gap your machine. -
This is a new one and glad I keep backups of my workspace file. Anyone else seeing just random issues with Windows 11? I am hearing of large groups down grading to Windows 10 because of how bad the bloatware and spyware is in windows 11 that Microsoft is putting for the the NSA, CIA and other intelligence agencies.
-
Guilty as charged.
- Today
-
 amit nirwan joined the community
amit nirwan joined the community -
 Chatingly joined the community
Chatingly joined the community - Yesterday
-
 M W V joined the community
M W V joined the community -
 sugee joined the community
sugee joined the community -
i will focus on those calculations in the beginning . Would you suggest a reliable file or site . Thank you Riverhunter , love you.
-
 mhoskins42 joined the community
mhoskins42 joined the community -
Do some testing and find out what works best for you. 15 years ago i relied on excel files with all kinds of crazy formulas. now days its just experience. Below is an example of what i use. the 25% / 50% rule has been fine for me. you can see the pattern in the step over and stock. Ø.750 bem rgh step over .1875 leaving .060 ( just go for it ) Ø.750 bem semi fin step over .046 leaving .030 ( adjust feed rate for stock left behind ) Ø.750 bem fin step over .012 ( really adjust feed rate for stock left behind ) FINISHING BALL ENDMILLS TOOLPATH REL DIA REL LEN CLAMP REC REC ADJ STEP TIP STOCK COOL ADJ ADJ ADJ ADJ TO ADJ ACT SURF TIME PER TYPE TYPE DIA FL C/R LOC RD RL PRO MAT DEPTH SFM CPT RPM % OVER DOC SURF LEAVE HPF STYLE MAN PART# HOLDER RPM FEED ACPTF CPT DIA RPM MAX RPM FEED SFM FINISH SQ IN HP CIPM BEM SURF PARALLEL 0.7500 2 0.375 1 0.73 2.5 2.6 6061 0.100 1500 0.0091 100% 0.016 0.030 SURF 0 3.5 FLOOD DATA FLUTE HSM-BM-M-20750 .750 SOLID 7640 139.0 0.3919 0.0232 0.526 10900 10000 464.4 1950 64 0:00:08 0.0637 0.2229
-
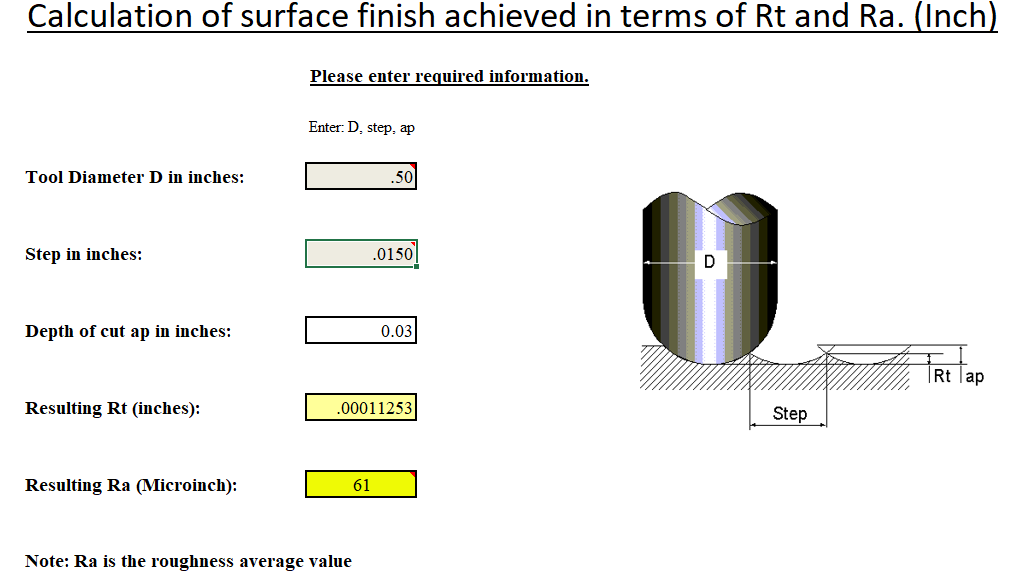
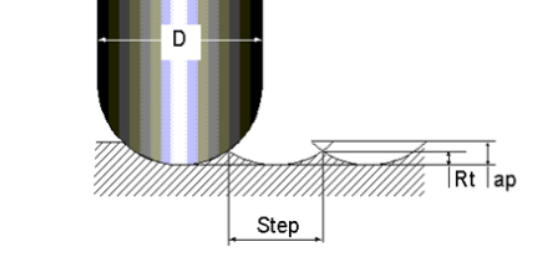
Thank you so much. So to get a better surface finish (Rt) , a minimum axial cut (ap) and maximum tool radius are required according to the picture below. But when cutting a very smal thikness (ap), this will affect the chip load per teeth required by the tool manufacturer : how to solve this ? So should i start by the finishing operation and adequate tool to know how much stock to leave in semi finishing or roughing operation? I ask for the methodology in general. Again thank you for help.
-
 Eric Garcia joined the community
Eric Garcia joined the community -
Thank you for your feed back Could you suggest a guide that helps.
-
Slykdexia rules KO!
-
 The bar overserved me... again joined the community
The bar overserved me... again joined the community -
 Zip 2 Go is the utlity in Mastercam that share files with all the settings along with post, machine and control definition and if wanted the Machine Simulation file. Simulates correctly on my end. The axis travels and limits are all wrong and need to be fixed other than that without a Z2G cannot tell you why you are seeing the issue you are seeing.
Zip 2 Go is the utlity in Mastercam that share files with all the settings along with post, machine and control definition and if wanted the Machine Simulation file. Simulates correctly on my end. The axis travels and limits are all wrong and need to be fixed other than that without a Z2G cannot tell you why you are seeing the issue you are seeing. -
 I'm sorry what's a Z2G? I ended up getting the machine simulation to work but not the simulation. Here's the machsim file: VF3ss with TRT100.zip
I'm sorry what's a Z2G? I ended up getting the machine simulation to work but not the simulation. Here's the machsim file: VF3ss with TRT100.zip -

Chamfering 45 degree Wall Around All Four Corners of a Blocks Face
JB7280 replied to zachdem1000's topic in Industrial Forum
Why not 2D swept? -
I try to always finish anything flat with a flat end mill. when surfacing i always try to use as much on the radius as i can. try searching for some online calculators that will help you figure out step over vs ridge height. when machining hard materials, surface speed varies a lot depending on how much material was left being vs tool engagement. stock left behind will always affect step over distance.


-
I prefer to teach someone using a file of theirs...so much YouTube content, some is really good, some falls into hack territory...I don't bother with it anymore. There is no straightforward answer... How much stock after roughing? Varies, are there other operations to be perform, stress relieving, cryo, going to another machine for finishing...and more How much stock to leave after after semi? Again, see above but then add material type, allowance for part movement...and more Stepover? Size of tool, style of toolpath used, material, finish requirements...there are scallop calculators out there... flat surfaces general cut paster with flat or bullnose, geometry dependent... and for all of the above....machine abilities...what can it hold? There are more answers to these questions than just X, Y, Z
-
Hi experts i have some questions regarding 3d surface machining . - how much stock to leave after roughing operation -how much stock to leave after semi finishing operation -the scallop high (step over) in finishing operation: some says that the step over should match the chip load per teeth : https://www.youtube.com/watch?time_continue=253&v=XSiPWq4Osmw&embeds_referring_euri=https%3A%2F%2Fwww.ultrapolishing.com%2F&source_ve_path=MzY4NDIsMzY4NDIsMzY4NDIsMzY4NDIsMzY4NDIsMzY4NDIsMzY4NDIsMzY4NDIsMzY4NDIsMzY4NDIsMzY4NDIsMzY4NDIsMzY4NDIsMzY4NDIsMzY4NDIsMzY4NDIsMzY4NDIsMzY4NDIsMzY4NDIsMzY4NDIsMjM4NTE&feature=emb_title -when finishig : -is it better to machine the flat surfaces with flat end mill or use a ball nose end mill . -Is it better to finish all surfaces using the same ball nose end mill with the same toolpath if possible , or use separate tool diameters with different strategies. I will appreciate your help
-

NAKAMURA TOME AS-200L PART CATCHER PROBLEM
riverhunter replied to Tamir Alon's topic in Industrial Forum
We recently purchased our third AS-200L. and use a older MP post. who did you purchase the post from ? We would like to purchase a good post for this machine. ( our local reseller isn't of much use. -

NAKAMURA TOME AS-200L PART CATCHER PROBLEM
Tamir Alon replied to Tamir Alon's topic in Industrial Forum
Thanks @JParis There is no option for Canned Text option or a Misc Int/Misc ... on this post. I guess i will have to ask for special of my dealer. -
 Haifa AlRasheed joined the community
Haifa AlRasheed joined the community -
It's rarely the complicated 5 axis toolpath that's going to bite you! It's normally the fact that you fat-fingered subtracting -.020 from the Z origin, and accidentally told it -.2!
-
Yeah, I have a 32" curved as my main monitor as well. I use my laptop as my second screen, which I have on a cooling pad to bring the level up. I often don't have Mastercam spread full sized across it, as with my seating position, I can only comfortably fit about 60% of it in my view (without turning my head), so I used the side of the monitor for HSM Advisor, excel, etc.
-
Just checking - are you the machine operator at gcode's place who changed the Z global and argued with him to not change the tool length?
-
 jhowell123 joined the community
jhowell123 joined the community -
Through up a Z2G and add the machine simulation and someone can review it.
-
I did and if you read the topic is states opinions as such we are are entitled to have them. I have run and operated machines for most of my life I am not a cartoonist programmer. I speak from over 35+ years of hands on manufacturing experience. Develop the process and stick to the process and you have the best chance to be successful. Deviate from that process and the chances of a problem increase every step you get further away from that process. Not sure why in the world you took it personally and started the name calling, but if trying to tear others down to build yourself up is your way then keep at it you seem to have it mastered. For the record I know I am no one special and never make the claim to be anyone special. We are all one all crap away from being the worst. I do know what I know and can back up what I know by letting my work speak for itself. I need to feed may family and keep a roof over our heads. I didn't choose this path it choose me so I am just trying my hardest to follow it and keep doing the best I can. You are some keyboard warrior, but how about stepping back and walking in some of our shoes and have to make some of the tough decisions we have to make then you might back up and realize my opinion is not picking on the operator it is what I think is the safest way to run and operate a machine.
-
They have a deal at Sam's club right now. Both LG and Samsung have 32" Curved monitors for $180. My company just bought a bunch of them and we got mine hooked up yesterday. It's a night and ay difference. But, we were also coming from using 22" ViewSonic's. I left the 22" on the side of the curved monitor, as a dual monitor setup. Had to throw a few books underneath it to get it up to the height of the new monitor. But i love the setup. This is my first curved monitor that I've used, and I don't think I'll ever go back to using a flat. As mentioned above, it would be difficult to "Share" a screen for meetings, Teams, or something along those lines. But that's not what I use this monitor for. So they work great for us!
-
The all-mighty big programmers Go xxxxing read what the original question was! The all-mighty big xxxxing programmers, you all are so ignorant and do not even realize that you all do not have any understanding that even close to the operator and still mucking him! Shame on all of you! The common offset is handy in many cases, and all the machine builders keep that option. Yes, it has consequences, and you have to be careful, but every single touch on the CNC machines has that potential too.
-
Viewing this on the PeaSea, it shows "NEVER AND I REPEAT EVER" I have no need to click "expand". Wise words Ronaldo
-
Both of you support this statement that this loud mouth will repeat.