All Activity
- Past hour
-
Does anyone have a recommendation for an ID roller burnishing tool for a 14.5mm blind bore roughly 3" deep? I have tried Cogsdill and they are giving me a 4-6 week lead time. Cogsdill is the only roller burnishing tools I have used, just cannot wait on their lead time this go around. Thanks.
-

New Toolpath Group - Keyboard Shortcut Possible?
SuperHoneyBadger replied to SuperHoneyBadger's topic in Industrial Forum
Holy molee, I have always reacted with a Ctrl+Z, and it never works. I'll try to stop next time and pull them from the fire. Had to update my 3Dconnexion software to get it to work, it was running the keys too fast and it happened before the flyout was available. The new update added delays to macros, so I pulled it off. Thanks again for the help. Actually ALL the help your resources have been over the years, appreciate it! -
 ryan3295 joined the community
ryan3295 joined the community -

New Toolpath Group - Keyboard Shortcut Possible?
Jake L replied to SuperHoneyBadger's topic in Industrial Forum
That's a very cool solution, thanks for sharing - Today
-
 Jeremy Tush joined the community
Jeremy Tush joined the community -
You should post this in the Industrial Forum, you will also need to attach a valid Ziptogo file if you want others to take a look at it.
-
Yes. That's exactly what's happening. That's why containment is clean. I'll have to remember that next time avoidance is giving me messy boundary toolpath. Sometimes making the avoidance stock-to-leave less than the cut stock-to-leave by a few tenths will help smooth the edge of the toolpath. But I like the containment. The other day I used depth limits to get rid of some jerky stuff at the end of a similar toolpath.
-
 Jason Hall joined the community
Jason Hall joined the community -
Backup here. Is your post configured such that the tool number it outputs is actually derived from the dia. offset number for each operation? That seems an odd way to handle that... In my head it should be tool number is what you call during tool change, and then length and dia offset are slaved together since I assume you're storing offset geo as the same number on the machine.
-
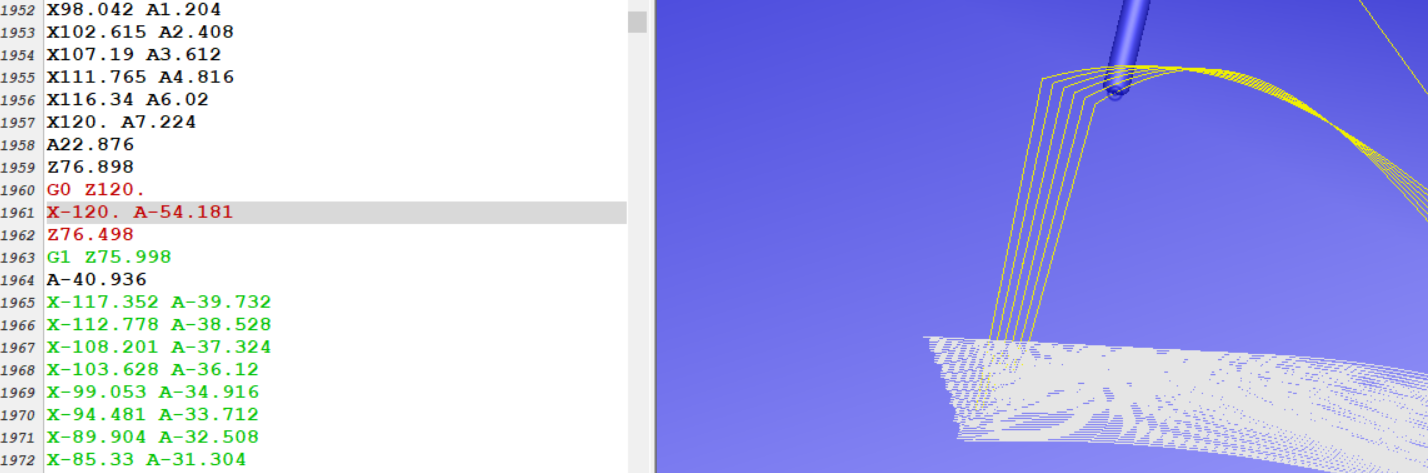
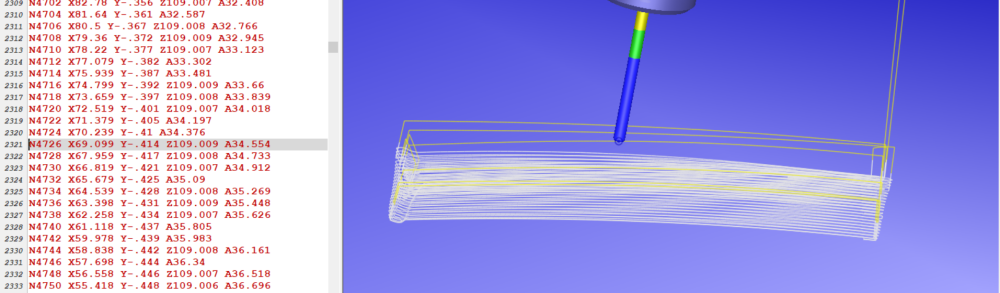
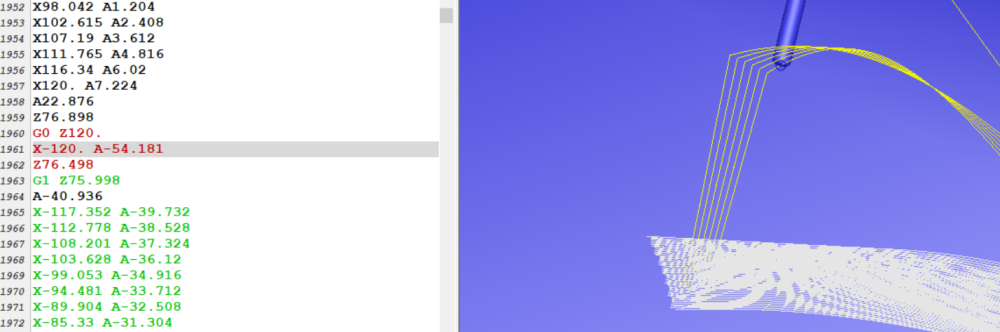
Please have a look at the rapid move when using 4 axis rotary advanced toolpath. why too many lines with a simple rapid move from the left side to the right side? normally Y axis should stay at 0, only X and A move. Is there a way to sove this issue. i used to work with Topsolid software , and this rapid move used to be in one line Thank you
-

New Toolpath Group - Keyboard Shortcut Possible?
cruzila replied to SuperHoneyBadger's topic in Industrial Forum
When you do that "cut" thing. STOP STOP STOP. You get one chance to then select "undo" from the same RMB. Click again, or do one other thing and it's lost -
Thank you the problem is solved
-
New Toolpath Group - Keyboard Shortcut Possible?
SuperHoneyBadger replied to SuperHoneyBadger's topic in Industrial Forum
So, highlight the group, then it runs right click, arrow keys, enter. I accept. Keysytroke macro on CadMouse, I never use the side nav buttons in MasterCam, so I'll set them up. As an aside, I did notice that the cursor goes back to the toopath group you right clicked on automagically after clicking "New Toolpath group". So that does save some time too when manually adding. Thanks for the suggestion! -
I have some legacy programs that I would really like to convert to my Fagor 8065-M power controller. I have some old Fagor .ppg files and some old Allen Bradely 8400 Bandit .tap files that have programs that I have no models or prints for. My issue is that both these files define an arc move by adding a R or Q value (arc radius) to the end of the lineal move (sample below). This creates an arc tangent from the current position to the next blocks position. Basically, creating a G02/G03 move from a center point instead of and ending point. It looks like Fagot has a PROGTL03 series of code that is similar using G841/G842 but I don't quite follow the syntax and didn't know if I can just mix this in with my ISO code. Anyone have any experience redefining this type of arc move? Any assistance would be appreciated. Thank you. Sample of my Fagor .ppg file (creates a simple rectangle with radius corners) G0X60.Y60.Z-10.W-1. G57 M3S1800 G0X38.2534Y30.6002Z-15.8 G91 G1Z-.5 G90 X38.0034Y31.1002 X45.1294,R.375 Y19.4682,R.375 X37.7715,R.185 Y31.1002,R.185 G91 X.5 G90 G0Z-10. Sample of the Allen Bradley .tap file (basically breaking the corners with small radius) G0X47.Y100.Z-8. X52.25Y100.06Z-8.42 G1X52.6 X52.65Y100.822 X52.48 Y101.576 Z-9.848 (Position Before) Y112. Q.5 (Corner Point) X63.27 y.05 Q.5 (Position After) x.025 Y101.567 X63.103Y100.82Z-8.42 X60.179Y100.80 X60.159Y100.50Q.125 X59.239Q.125 X59.239Y100.80 X56.529Y100.80 X56.509Y100.50Q.125 X55.609Q.125 X55.589Y100.80 X52.6Y100.80 G0Y99.95 G1X55.6024Y99.97 X55.5624Y100.25Q.125 X56.4924Q.125 X56.5124Y99.97 X59.2684Y99.98 X59.2884Y100.25Q.125 X60.1384Q.125 X60.1584Y99.99 X63.1174Y100.0;************* X63.2814Y99.23Z-9.79 x.025Y88.795Q.5 X52.494y-0.04Q.5;X52.455Q.5 Y96.263 X52.475Y99.263 X52.68Y100.Z-8.42 G0X50. M05
-
 dangtranlam joined the community
dangtranlam joined the community -
Not a stupid question. The stupid answer is that normally I wouldn't. However changing the diameter offset is the only way I know to change the offset when it posts. In the second picture above it would post as T210121 which is what I want. I also need that tool to spot some holes but the drill cycle has the diameter offset greyed out so it posts as T010101 and I have to manually change it.
-
That doesn't help. The tool definition doesn't change the toolpath type.
-
I run them thru CQ first telling them I want a Postability post... he billing and all that will run thru your reseller
-
do i contact in house solutions or postability to see what we want first and order thru cimquest or should i have cimquest search it out and handle everything? thanks
-

New Toolpath Group - Keyboard Shortcut Possible?
MWearne replied to SuperHoneyBadger's topic in Industrial Forum
You can record a keystroke macro and trigger it from a keyboard shortcut or custom mouse button. I have an mmo mouse I use for things like this. I think some non mmo still have the ability to do this as long as you have an extra button??
-
New Toolpath Group - Keyboard Shortcut Possible?
SuperHoneyBadger replied to SuperHoneyBadger's topic in Industrial Forum
Thanks, appreciate the response, I figured it was going to be a no. -

New Toolpath Group - Keyboard Shortcut Possible?
crazy^millman replied to SuperHoneyBadger's topic in Industrial Forum
Nope and a method to add more than one group at a time with custom naming along with sequential controls. These have been suggestion and numbers assigned over the years and nothing yet. I did have a Chook I used a couple versions back, but it has not been updated so only works in 2021 -
Customizing Set-Up sheets by isolating the XML file. (X9)
crazy^millman replied to e_ham's topic in Industrial Forum
IT will have to be recompiled for the 2024 version. That zip was for a previous version of the Software. -
 Gus estrada joined the community
Gus estrada joined the community -
 Mark Underwood joined the community
Mark Underwood joined the community -
I make them separate view sheets normally, but an automated way to output them not sure of one.
-
 Rachel Redman joined the community
Rachel Redman joined the community -
 rudyerices joined the community
rudyerices joined the community -
Sorry if this is a stupid question, but why would you need a diameter offset posted for canned drill cycle?
-

Customizing Set-Up sheets by isolating the XML file. (X9)
MatBas replied to e_ham's topic in Industrial Forum
Hi Mick, I tried to download and get the c hook to work under mCAM 2024. After making sure the files were unlocked, I tried to run them from the ribbon Run Add-In icons. No luck going further as I get "A procedure imported by "SetupSheetInterop.dll" error. Any ideas on what could go wrong at this point? First time adding a third party add in... -
 MJ3484 joined the community
MJ3484 joined the community -

Can I output 3D lathe tool projection adjustment to ActiveReports?
Kyle F replied to AlexRPal's topic in Industrial Forum
Is there possibly a way you could have a separate viewsheet defined for each tool, and then automate your activereport to print a page of each viewsheet? As long as you label with notes correctly I feel like that could be a decent workaround. I guess every time you adjust your stickout/tool/etc you'd have to go and manually edit the viewsheet,.. so I guess it's a bit annoying either way. -
 avsk joined the community
avsk joined the community -

Errors when open example c++
eltklas replied to eltklas's topic in Mastercam C-Hook, NET-Hook and VBScript Development
I have added the reference for winforms, but I have errors when I try to show It. Can you write to me an example code for show a windows form?, and where I have to put that code?. In C# is easiest for me. I don't know C++. Thanks -

Bsod when install Mastercam 2018
cncappsjames replied to duytam.pham2024's topic in Educational Forum
Did you get the installer from the Mastercam website?