Leaderboard




Popular Content
Showing content with the highest reputation on 01/24/2024 in all areas
-
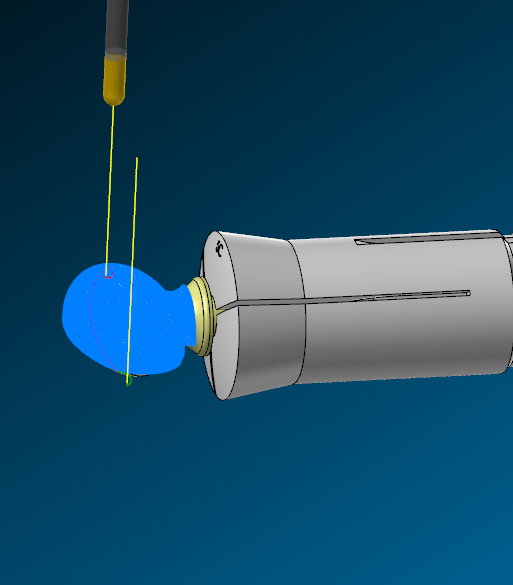
Equal Scallop for the win, thanks. I tried it before but it didn't look right. After you mentioned it I went through the tutorial from here and tried again. 9 minutes per side instead of 20 for my usual cheat (project)

 5 points
5 points -
Figured I should answer my own questions after a conversation with @GoetzInd 4. G54.4 is useful on a 4-axis machine because it eliminates the need to position your fixture perfectly to where it was programmed in the CAM software. 5. G68.2 and G54.4 are completely separate functions. 54.4 is work error comp. G68.2 is tilted workplane, used for setting the zero point of your program to something other than COR. This makes the numbers in the program "make sense" so it's much easier for the machinist to make adjustments at the machine. Both functions can be used independently, or in conjunction. One other major thing I learned is Tool Center Point (TCP) which is G43.4. This causes the x/y/z numbers in the program to be at the tip of the tool. This is used when rotating one or more axis while in the cut. It's another function that makes the code easier to read for the machinist. Thanks again for reaching out and sharing so much information Mike!2 points
-
I'm happy to help. I'm with you though > I always always assign a Plane to a Work Offset Number, even if the planes are all '0' or '1', at least you know you are in control of the Work Offset value, and it won't just automagically change on you.2 points
-
Since I have always used a Stock model as my first operation in Mill i didn't notcie a difference when doing this in 2024. Guess it is about time the software caught up to what I was already doing.1 point
-
Yes, new to 2024! One of my favorite new features and instantly something I can't live without.1 point
-
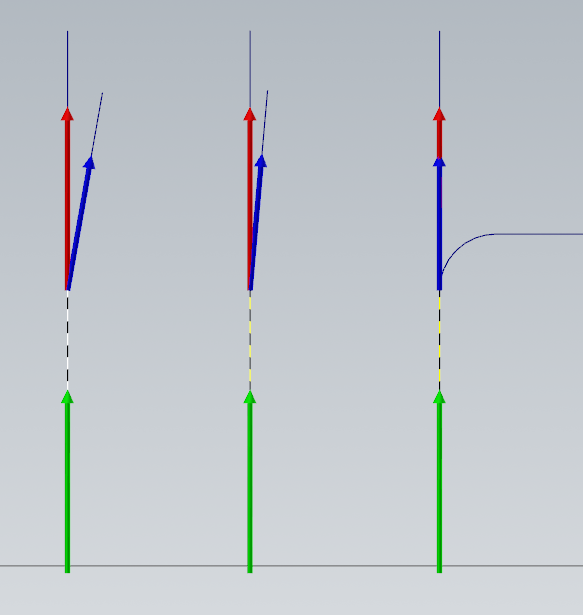
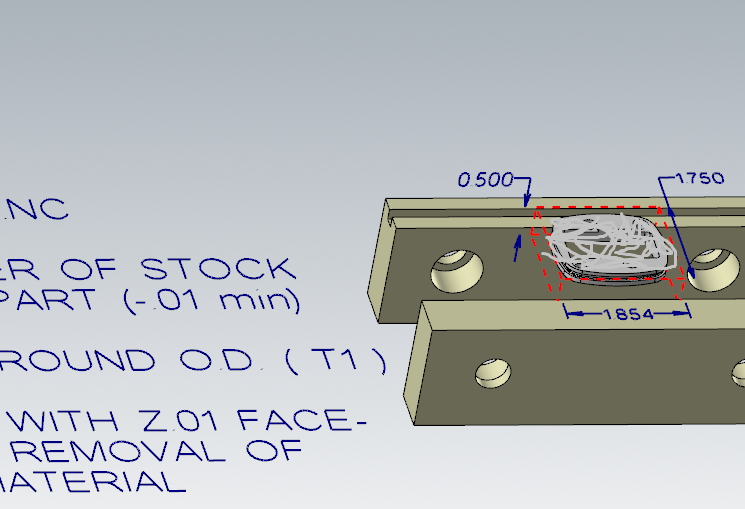
Yep, Red is the vector of the last chain, Blue/green is the alternate to that vector. It makes a bit more sense if you see it compared to more obvious splits:
 1 point
1 point -
The ! is updating the variable..as there is not a * it will not be forced...as it matches the previous value with being updated, it doesn't meet the conditions to output1 point
-
it did not have a * so i added a ! and it seemed to work, thanks for pointing me in the right direction AGIAN! pdrill_2$ #Canned Drill Cycle, additional points pdrlcommonb pcan1, pbld, n$, sgdrlref, pdrlxy, pzout, pcout, prdrlout, dwell$, !feed, strcantext, e$ #****DJF**** ADDED ! TO FEED 1-24-24 pcom_movea1 point
-
I've used these for that exact feature. worked well although cutting force wasn't considered. used an endmill for the walls first. ADF | Drills | PRODUCTS|OSG1 point
-
If you look at the Update releases, generally Mastercam has been moving from a small number of large Updates, to spreading these out over a larger number of updates which can be delivered faster. This means that, among other things, we can sync up to things like file format changes for importers for different software like Solidworks/etc closer to when those other products release, rather than waiting months and months for the next Update to drop.1 point
-
Same way I do it. It's the only way to fly.1 point
-
I always have a "notes" layer to go with each op. way too handy for the auto-output to setup sheets.
 1 point
1 point -
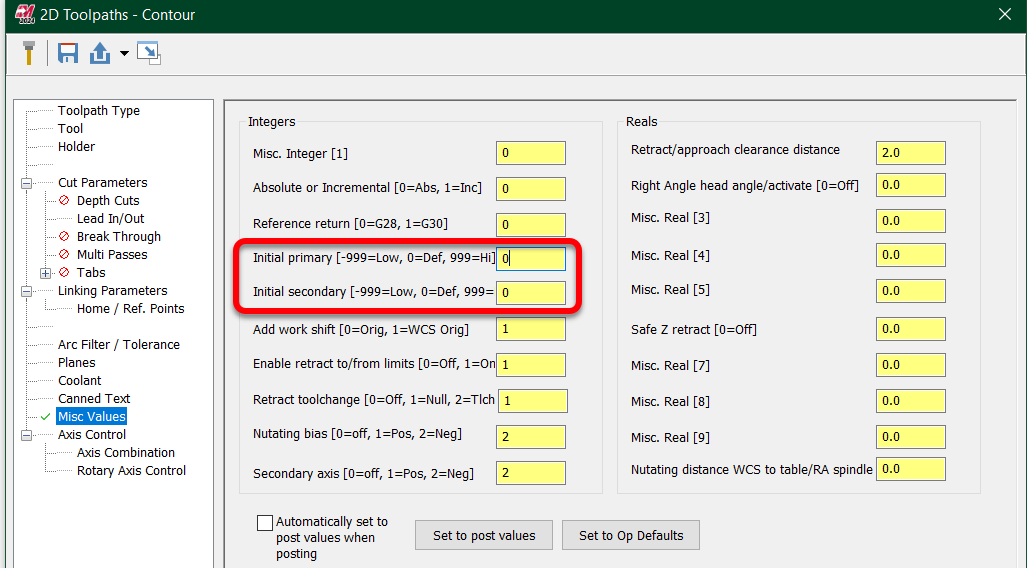
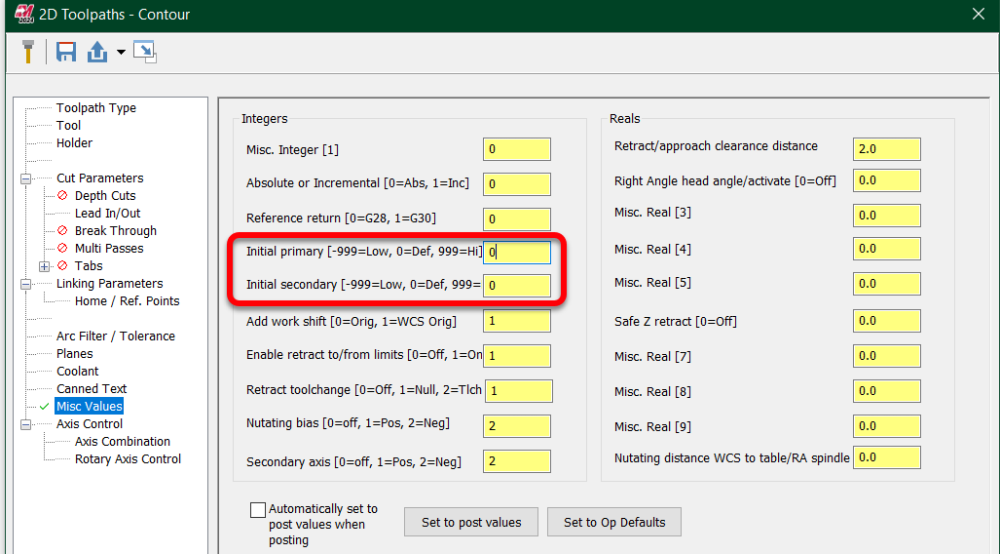
One way that would absolutely work would be to put a manual entry op between the two operations, that was just G0 C0. B0. to index it that way. Without your specific post it's hard to test if this would work, but you could try playing with these misc values You'd edit the second op and set these to a value. What they're supposed to do is tell the post processor "start thinking about this toolpath as if the B & C are already at X degrees. In your case, you can try putting a 1 in both of them and see if that adjusts your output. It may not be hooked up correctly for your use case, though. I've used it when I wanted it to do the opposite of whatever it was doing, i.e., it wants to go C+90, when I wanted it to go to C-270.
 1 point
1 point -
AAHH... nothing like the sound of the 'proverbial horse's mouth'...0 points
-
So you have only the original version of Windows on your computer and have never updated it once? Let me guess you're a perfect out of the box programmer who's speeds and feeds and code is always perfect? Improving things is always a good thing in my book, but I am the crazy person in the room so there is that.0 points