Kyle F
-
Posts
173 -
Joined
-
Last visited
-
Days Won
2
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Kyle F
-
stepdown/stepup is one of the best features in opti-rough, most especially when paired with a bull endmill with a radius on the tip. (something like a 1/2" dia endmill w/ .03r) What used to take around 10-20 toolpaths for me to rough a part is now just one dynamic opti-rough. Then I highly suggest getting a little more in depth with the settings you can really optimize this toolpath. here is a great resource:
-
Need help. Simulation settings is different in mastercam 2024.
Kyle F replied to Leinarcher's topic in Educational Forum
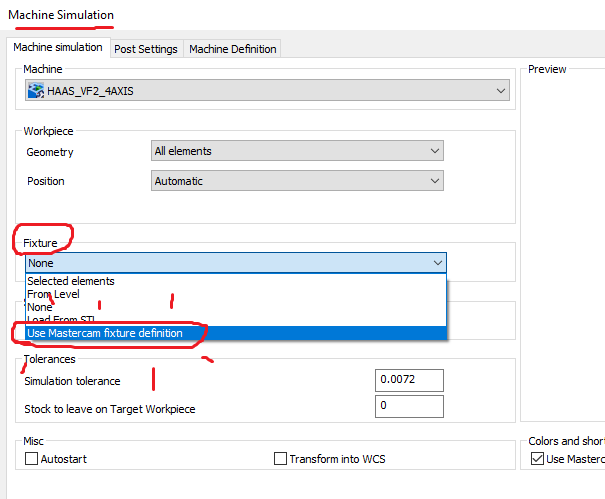
My best guess would be you have both vises on the same level, and maybe that level is selected as your workholding? Your screenshot isn't showing the correct page to change that info, you are on sim settings I usually keep op10 workholding on it's own level and op20 on another to make it simple, but if you have both vises on the same level just use the selection for individual solids Once I get my workholding defined under these machine group settings, I'll go into the sim and select "use mastercam fixture definition"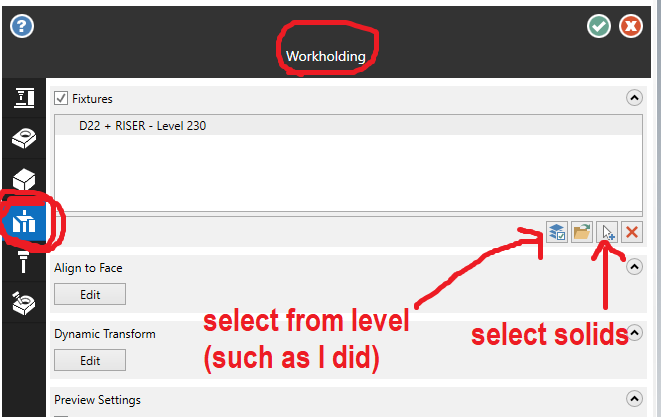
-
Honestly first I would check youtube. Haven't seen this but a quick search led me here: I've taken a few Mastercam classes over the years and I've definitely learned the most from Youtube. Also Mastercam University would be a good place to check although sadly I forget about that a lot haha.
-
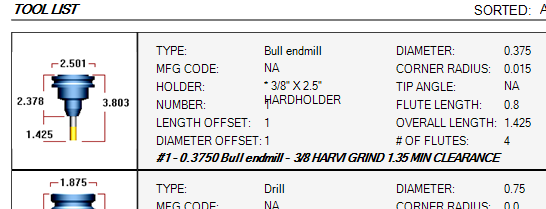
ohhhhh yes I should state that, my personal machine(s) are the only ones in the shop with a spindle probe + tool setter, all my operators are manually picking up offset lengths via handle jog each setup. The gage length on the sheet are just ref numbers they aren't inputting any of that in the control. I do believe I understand what you are saying now. In your situation, are operators taking the gage length off the setup sheet and then inputting that into the control for a tool setter to calculate the true offset?
-
I could have the vocabulary wrong, but is this not correct? technically the holder is listed as 2.5" and my setup sheet states it a little under that, but we only have 1 version of a stubby 3/8" hardholder so I don't think they would get confused. Hell, most the time it's like pulling teeth just to get an operator to *actually* read through the setup sheet LOL
-
Ron is a contract programmer so he programs for many different shops/scenarios. he probably uses a lot of specific holders downloaded from the manufacturer's website and they come with the taper included. It's only an issue when he's adding "new" holders to the library. It shouldn't be that hard for mastercam to remove the taper from the gage length measurement in activereports... You'd think it would be an easy fix. @crazy^millmanthat makes perfect sense. I only program for my own shop so when I add holders to the library I just get out my 6" calipers and create my holders from "scratch" so I've never dealt with the taper added to my setup sheets. It's rare we are adding holders to my library so I don't sweat it but I understand in your line of work how much of a pain that could be.
-
What exactly do you mean by "stripped the taper off"?
-
oh yeah, live is no necessity! That is awesome to hear though. thanks. y'all rock
-
New machine incoming,.. now looking at toolholding
Kyle F replied to Kyle F's topic in Machining, Tools, Cutting & Probing
I saw that! When we were shopping for our new matsuura they were trying to narrow between an mx-330 pc10 vs mx-520 pc4, and I loved the idea of the 520mm pallet but only having 4 didn't seem great. a 420mm PC10 is a great compromise though! If we weren't getting the MAM I would certainly want one of those. -
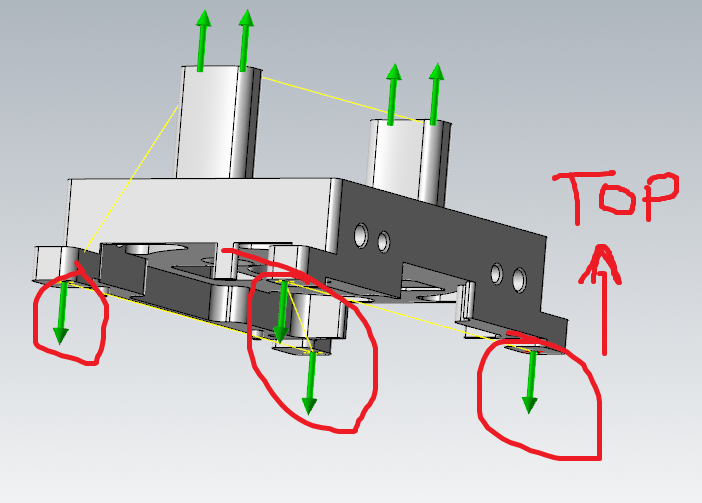
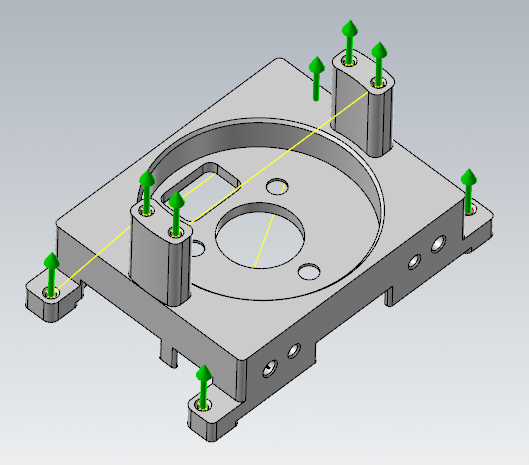
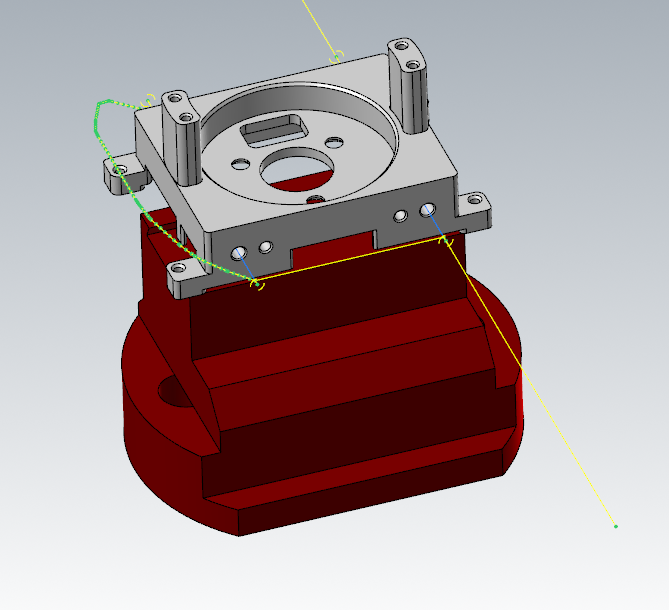
On your first toolpath operation, if you look at your solid chained geometry, your orientation is off on 4 holes. The arrows should be pointed up towards your theoretical spindle. I went ahead and turned off automatic linking cause if your machine dogleg rapids it may hit those two island features sticking up. For your 5axis drill, the orientation of your chain is correct but it seems as though you need to define a safety zone. (under linking parameters) Once I defined a safety zone consisting of your part + fixture it seemed to dodge everything well enough. I am on mastercam 2024 or I would save the changes for you. 1st pic shows your hole orientation off, 2nd shows it corrected. and 3rd is with the safety zone defined.
-
@Colin Gilchrist Any chance you're planning on filming that for personal use or Youtube? I'm sure 90% would go over my head but I would be super grateful to be a fly on the wall for that discussion.
-
ooof that does not sound like fun. I wonder if an extra line or two can be retrofitted?
-
Really nice machine you got there, by the way. I am also very interested in the turnout of this thread, as I am my shops only 5axis programmer/set-up guy, and we just acquired 2 very nice 5axis pallet mills, so I can foresee a lot of similar issues for myself. Someone else is going to have to step it up lol! Only thing I may have to add, since you say your bottleneck is Q.C. assuming you're as9100/iso, our inspector lady told me she doesn't mind in-process probing for feature verification, but it does not take the place of any Q.C. checking like a FAI. So it works great for keeping the machine running and having confidence in parts being nominal, but it may not be enough to alleviate the q.c. bottleneck. She basically put it as "you can't have the machine that made the parts, also check the parts"
-
New machine incoming,.. now looking at toolholding
Kyle F replied to Kyle F's topic in Machining, Tools, Cutting & Probing
For those keeping up with the matsuura saga at my shop,.... while awaiting our precious brand new MAM my boss picked up a very lightly used MX-330 PC10 came with 6x 5th axis risers + mini 4 part pyramid dovetail fixtures which is a nice little bonus lol. We are storing it until we get a few machines moved and another proper foundation poured. Should be getting install + training around late jan/early feb if I had to guess.
-
I think surface finish blend would be a quicker/easier way to go about it, but as with many things inside of mastercam,.. there's about 100 different ways one could get it done!
-
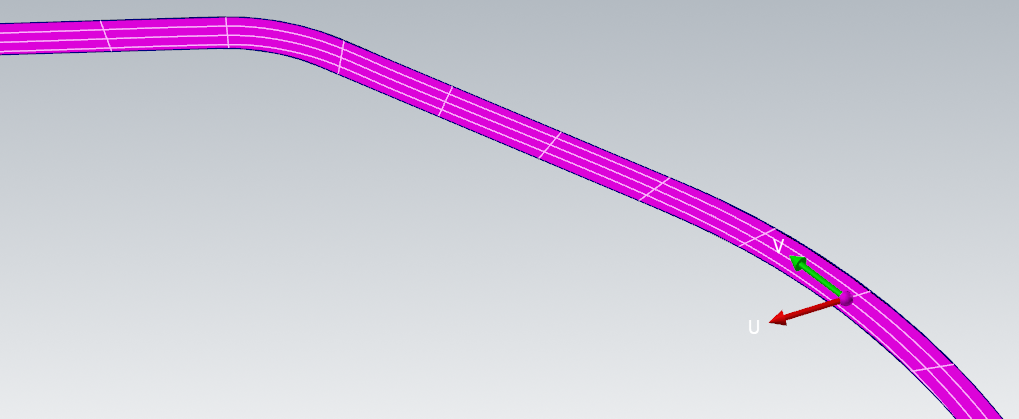
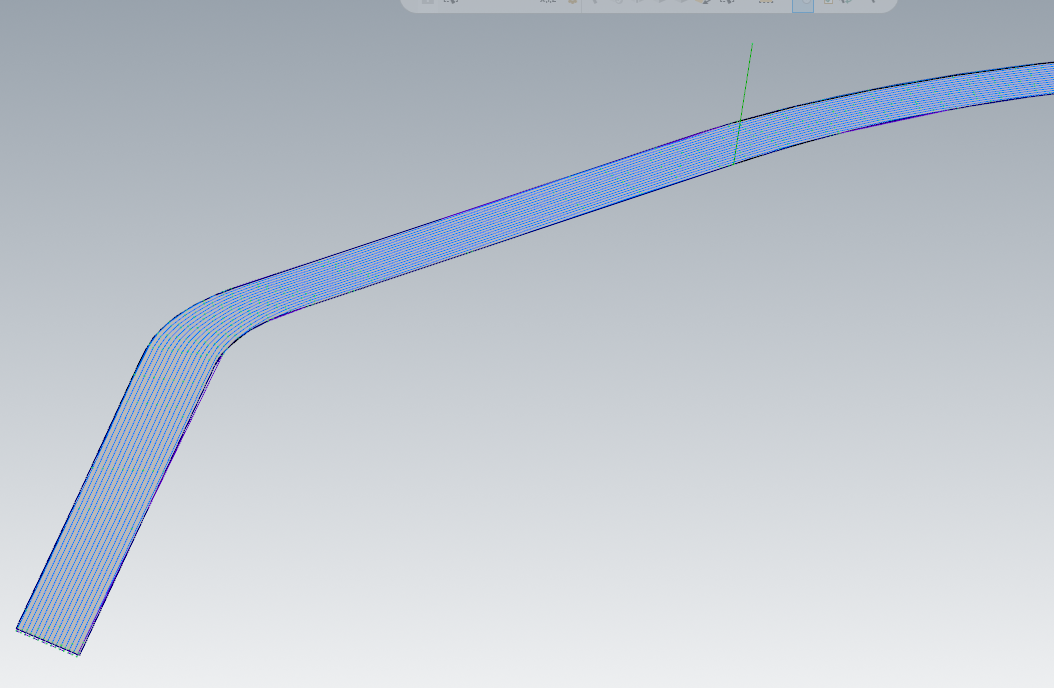
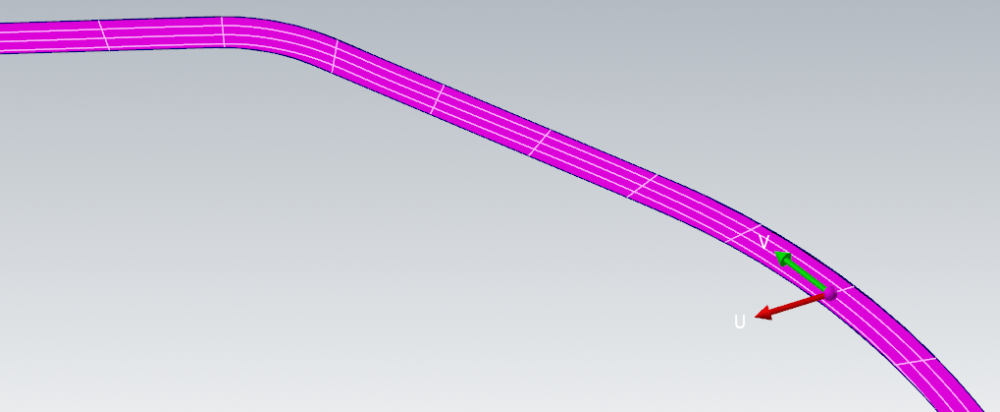
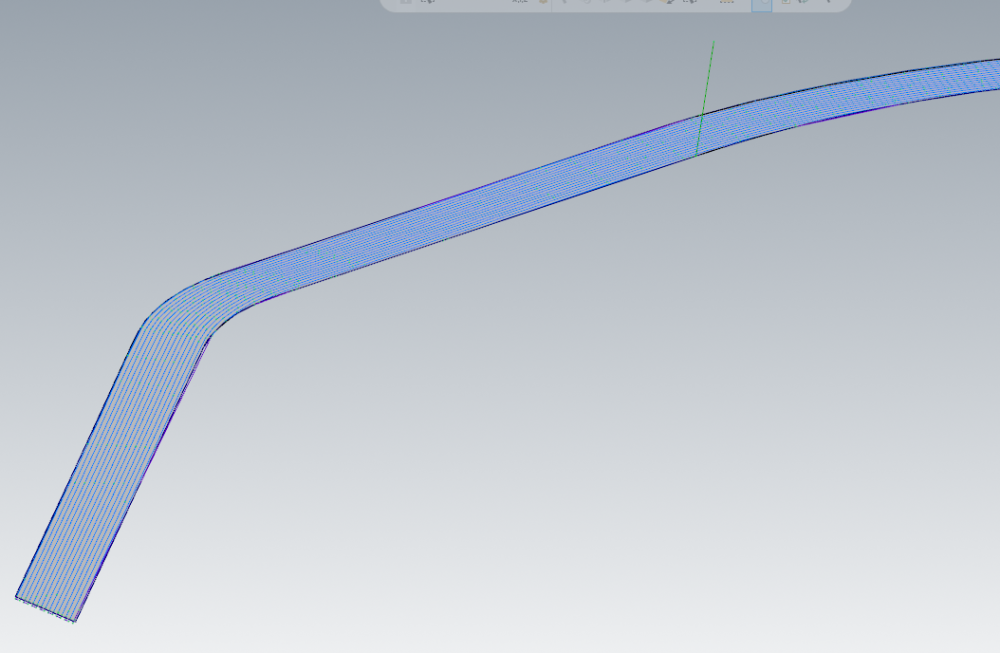
it is until it isn't. Lately I've been trying to learn as much as I can about surfaces and surface finishing, so I edited the U/V
-
I made a quick surface from solid and did a reflow to fix the UV for the flowline... Just something I wanted to make sure would work lol saved in 2023 3D_FACE_EXAMPLE-KYLE.mcam
-
yeah I would probably do a surface flowline finish. You may find that they sometimes work when you're selected on only one surface at a time. Before I had 3D/multiaxis license I believe that is how I got it done. If it's multiple surfaces you should be able to do an "overflow UV" to make it a single sheet. I think I still have 2023 installed on this comp let me check for ya
-
Export as IGES
Kyle F replied to chasetopher's topic in Mastercam C-Hook, NET-Hook and VBScript Development
I've always used STEP as first choice but I'll be keeping a lookout for any parasolid files in the future. thanks! -
Very understandable
-
My thoughts exactly... yeah maybe you can get it done in mastercam but if they have an option supplied by the machine tool builder and it's specifically designed for doing the type of work that y'all specialize in??? I'd probably talk my employer into biting the proverbial bullet on the add-ons. Honestly it should have been purchased with the machine by the sounds of it.
-
Different experience, different preferances but...
Kyle F replied to Metals and materials's topic in Industrial Forum
Woah woah don't get crazy now. I work in a mainly haas shop and I'd love some okumas in their place I'll take rigidity over a pretty GUI any day. For an operator, daily use is really just setting tool and work offsets, which is very similar between fanuc/haas controls -
Different experience, different preferances but...
Kyle F replied to Metals and materials's topic in Industrial Forum
90% stepover it is -
this is an awesome little post mod.
-
DNC is just NC file management? I know software ain't cheap, but 45k to shoot NC files is wild. It really makes sense for tracking rev changes in a high mix production environment. Would a job shop atmosphere benefit much from software like this? I just throw my NC files on a USB, and we still have 100+ foot cables for the older machines lol.