Kyle F
-
Posts
173 -
Joined
-
Last visited
-
Days Won
2
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Kyle F
-
I never really paid much attention to the angle since it is locked with stepover distance, but this is a nice explanation.
-
Out of curiosity, what are some of the settings you like to change in verify? I usually will use machine simulation for "final review", so it's pretty rare I use verify. When I do, I have all settings at default. Although now that I'm digging into the options it's got me curious about the 3 and 5 axis simulation engines
-
New machine incoming,.. now looking at toolholding
Kyle F replied to Kyle F's topic in Machining, Tools, Cutting & Probing
Thank you for the very helpful info you posted! And I’ll DM you now. I’m currently programming with only NCI machine simulation and one of the most exciting things I’ll be looking forward to is a TRUE sim. Also really hoping to get the UMC-500 set up in camplete as well so no more “fingers crossed” simultaneous motion lol. Hell yeah thank you James!! -
New machine incoming,.. now looking at toolholding
Kyle F replied to Kyle F's topic in Machining, Tools, Cutting & Probing
Small update on our progress for those interested: Heard back from our rep and he told us that Matsuura is planning on all machines sent to the U.S. from here on out to have CAT40 spindles. Obviously I'm assuming you can spec it out BT if you wish but it seems like the standard will be CAT40. I am glad I come to the forums for insight, seeing as today we will be purchasing a heat shrink setup! We decided to go with the Haas heat shrink system seeing as they're having a crazy black friday sale. 50% off the shrink machine, as well as 10 free heat shrink holders and on top of that all their heat shrinks (they range from .375 - 1.0) are on sale for 50% off, so each around 80-95 dollars each. Haas has .625 shrink fit holders at 76-86 dollars each depending on gage length. Getting a good grip of those with the sale to mix and match with techniks .625 x .125/.1875/.25 x 6.3" extensions. It seems like it will be nice to have adjustability on those from 3.15" almost all the way to the machine max @ 13.77" I have made a nice list of other desirable shrink fit holders ranging from 3mm-1.0 from techniks and haas with a good mix of both 2-3" projection as well as 5-6". Then a few lyndex-nikken holders in .125-.25 range for those tricky 5axis hard-to-reach areas. Now I'm moving onto shell mills and extensions, Kennametal has some really well priced 2" and 6" gage length shell mill holders and we already have a decent amount of dodeka and other kennametal shell mills in the shop. For collets I'm thinking ER32 and ER16, will most likely get majority techniks as they've worked well for me so far. -
I program for a single 5axis in which I set-up and sometimes operate, and I'll help out other(gravy) programs when I have the time for something like 7-8 VMC's
-
New machine incoming,.. now looking at toolholding
Kyle F replied to Kyle F's topic in Machining, Tools, Cutting & Probing
thank you for all this info, and we already do a ton of business with our kennametal rep. Will definitely be looking into this more. true, I didn't think about it quite like that -
New machine incoming,.. now looking at toolholding
Kyle F replied to Kyle F's topic in Machining, Tools, Cutting & Probing
I definitely can see the benefit from that. Although 90% of our mills are haas vf2's with 20tool capacity. But now I could theoretically standardize the first 30 or so tools (leaving me 20 free spots for the UMC) without any issue between that and the MAM. I could see that being the case, but I too am unsure. Maybe just swap those hands + pullstuds and maybe they can be interchangeable. here is what is listed on the paperwork I have:
-
New machine incoming,.. now looking at toolholding
Kyle F replied to Kyle F's topic in Machining, Tools, Cutting & Probing
noted, thank you, great info in your post. and no worries on the lack of coffee haha. yeah that seems near-criminal to have to jump through those hoops in this day and age. 31iB control I use a ton of techniks hardholders + er16/32 in cat40 so I'm sure I'll be scooping some more to add to the arsenal. I am almost a little sad the spindle won't be BT40,... was looking forward to having matsuura specific toolholders but I guess I can share with some of my coworkers now LOL -
New machine incoming,.. now looking at toolholding
Kyle F replied to Kyle F's topic in Machining, Tools, Cutting & Probing
wow, after re-reading the paperwork left with me, I see now that under spindle, it states: "15,000 rpm high-speed cat #40 grease spindle" so it seems as though I was mistaken on the BT40. ( We did not spec this machine out, it was already built and just fit the bill for us. ) thank you for the great info, I'll be looking more into this. I was also thinking it may be worthy to have a small selection of hydraulic holders with something like the schunk polygonal extensions for adjustable projection lengths. Definitely agree on the ER holders I tend to always go for 4+" projection and really rarely grab a 2" cause if I'm looking for rigidity ER16 is the last place I'd go haha -
New machine incoming,.. now looking at toolholding
Kyle F replied to Kyle F's topic in Machining, Tools, Cutting & Probing
I'll definitely be showing him this post, thank you for all the great points. yes, this was the main reason why I am being tasked to do this. Boss man said he'd like to be somewhat "aggressive" going after a deal so we'll see how it all plays out. Yes sir! I'm currently looking at the packet with the specific machine info (serial # and all that) and it will be coming with fanuc MMU value package, with tool life management and offset pairing, as well as the high speed/high precision and 5axis package, with TCPC, nano smoothing, and those bells and whistles. Once I got the Haas and learned 5 axis with DWO + TCPC I feel as though now it's damn near a necessity. I'm hoping for no crazy surprises!! doing my best at least haha You'll most certainly be on the list when/if the time comes -
Hello everyone, looking to pick a few brains if at all possible. I suppose I've been a good boy this year, Santa will be bringing me a shiny new Matsuura MAM72 52v with 15k grease spindle and 330ATC. This is quite the upgrade from the machine I currently program for/set-up/run, (Haas UMC-500 w/ 10k spindle) so as you can imagine I am quite excited. We are currently in the process of getting quotes for the foundation work (5ft deep, isolated in foam, all the good stuff) If anyone has any tips or tricks on that as well, I'd love to pass on any extra info to the boss man. A machine of this caliber is a new endeavor for everyone at my shop. I have been tasked with putting together a list of some toolholding, seeing as the machine will be our only BT40 spindle. (EDIT: after re-reading paperwork left with me I see it's a CAT40 spindle!) After a short chat with the owner here are a few key pieces of info: I work in a small job shop and my work ranges anywhere from part sizes of around 1-2" to 30", and quantities of 5-10 to (rarely) thousands. One of the big benefits of this machine will be lights out running higher quantity jobs on tombstones. Decent variety of industries from aerospace to medical, semiconductor, lil bit of oil, basically whatever's clever. We run a lot of aluminum, stainless, and a growing amount of inconel/hastaloy/titanium. a lot of +/-.005 with some random tight tolerances and true positions thrown in there. I work in mostly 3+2 and rarely need to do any crazy toolpaths or surfacing. Going to get decent amount of standard 2-3" + 4-6" projection ER32+ER16 holders of course, as well as 2-3" and 4-6" projection endmill holders, the typical basics. Also a shell mill or two, would be great to have one with a decent extension on it for some hard to reach areas. We do not currently have heatshrink holders in my shop, and that's something we will eventually do but not yet at this time. If heat shrink is a huge game changer maybe I could persuade him lol. We also do not have any tool balancing setup,.. most our mills max out at 8k and my UMC at 10k we didn't feel the need for balancing but from what I recall reading around 12k+ we should be looking into it to preserve spindle/tool life? Haven't had a chat about balancing with the owner yet but I now think I should. I use a lot of cheap techniks holders on the UMC and for $100-150 a holder of course it's great for what it is. my .0002 spindle runout ends up at about .0005-.008 runout inside of the 4" projection er16 but for drilling a +/- .005 hole I'm all good with that. I know price goes up real quick with nicer toolholding but seeing as I came up running haas 3axis mills I have 0 experience with Haimer/schunk and the likes. Now that I'll be running a machine that somewhat calls for that type of quality, what can I expect and how can I properly convey this to my boss to justify the purchase? Obviously he is open to spending some real $$ but I am trying to soften the blow as much as I can lol. I am thinking of getting a majority of "economy"-esque holders for now to run at maybe 70% spindle capacity max and (this is where I'm hoping y'all will come in handy!) I'd love to get a few random select handy holders. Essentially this super long-winded post comes down to this: any tool holders that have proven to be a staple in your programming? or any BT40 specific companies I should be looking into other than a typical MSC search? I come from what I think is a weird background, I have been machining now for 10+ years and I am still at the same shop I started at. came in not even knowing what a mic was and now I guess on paper I'm somewhat of a manufacturing engineer (or I tell myself that to feel better hahaha) You all have been such a huge help to me lately so I couldn't pass up the opportunity to bug you once again. Thanks in advance for any input and honestly just for sticking around if you're still reading this. I appreciate y'all. -kyle
-
For some reason it took me years and years of programming to really start to implement ramping. I think when I was first getting started my old clapped out machine would just give terrible finish when moving in x/y/z at the same time. Now about a decade later I'm running much more capable equipment so I'm doing it a lot more now. It really made me a believer. so satisfying to get rid of those lead ins/outs on every depth cut. and I like to rough with bull endmills so I feel like they really enjoy heavy ramp angles. Now I'm going to have to start to change my way of thinking with this whole vertical finishing thing lol! Can't wait to get a part where it makes sense to give it a shot! I definitely agree with you there! Usually the smallest ballmill I'll use is 1/16, and I'll always rough it with a bull or square endmill. I was watching IIRC the mastercam youtube video series "ron week" and ron was talking about ball endmills and how at the very tip, it's cutting at 0sfm. it made me chuckle but I had never thought of it like that and it makes perfect sense. understood!
-
this is blowing my mind,... so y'all do surface finishing, with square endmills, feeding up and down?! Is this only on tapered surfaces, or vertical walls as well? I could be misunderstanding, but this is very intriguing to me.
-
really interesting info you posted on those cutting forces in relation to flute count,.. it all makes perfect sense when I really think about it, but my knee-jerk intuition was telling me the exact opposite lol! It must have just been a cocktail of variables that led to better machinability with the 8flute on my wet cardboard box of a haas. I certainly wasn't using a straight 1:1 change on speeds/feeds/ipt when I swapped from 4flute to 8flute as well. Thanks again for that info!!
-
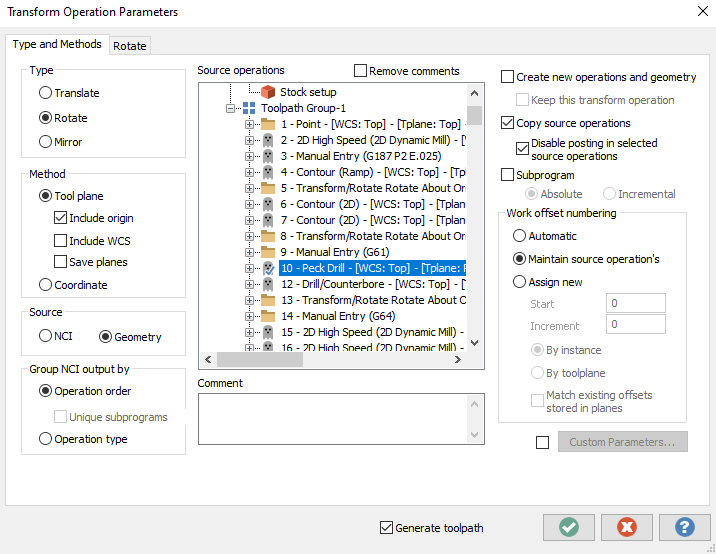
I use it when programming multiple parts around a tombstone on 5axis, paired with dynamic work offsets (only one offset, center + top of tombstone) and multiple planes per part. Maybe this is the case? here is with/without "include origin" checked. program origin is the black X
-
I mostly program using dynamic work offsets across multiple planes so I only have to set 1 work offset. I mainly program for a haas UMC-500 so as you can imagine it's not the most accurate in 3+2,.. I've never used tooling balls for locating like shown but I will CERTAINLY keep it in mind if I ever have to hold a true position and would like a reference/locating feature
-
Wouldn't it be easier on the machine than running a 4 flute though? I mill 718 inconel on a wimpy ol' haas and going from 4flute to 8flute endmills was a game changer
-
I'm not always great at knowing the how's or why's on things, I just know what I can make work... but on a tombstone transform rotate, I have to include the origin or the transform won't work correctly.
-
I think this is the one true answer! Just gotta do what works for you but it sounds like you have a much nicer way of going about it. I literally can't imagine having multiple ops in 1 file without multiple toolpath groups. The way I "came up", we had part1.mcam for op1 and part1a.mcam for op2 and so on and so forth... so it was a bit of a pain hopping between programs to make changes but at least things were separated toolpath-wise haha.
-
I myself tried to implement the various toolpath groups for rough/finish/holemaking/deburr but as I delved deeper into *slightly* more complex 5axis parts it would put me in a weird situation where sometimes I have to come back in and rough/finish various features before roughing/finishing other features. So now it's back to just all being jumbled together lol
-
that's my best guess.. with a total filter tolerance of .0004 paired with the fact he's outputting G0 as G1. I think even the haas NGC can't handle more than 1000 lines per second, hard to know without looking at his program but if he set that parameter to something like F500. maybe those rapid-to-feed moves are spitting too many lines. I'm curious why OP has that output to feed checked,.. If it's to negate any doglegging when paired with the "minimum distance" on clearances... I'd try unchecking output to feed and setting full clearance at like .5 above the part and see if actually using G0 rapid helps with the jerky movement in transitions. EDIT: now that I'm thinking more on it, a 2020 haas shouldn't dogleg rapid movements.. Only seen that on the older models
-
180° C-Axis Rotation Issue with 5-Axis Program
Kyle F replied to XXDALIXX's topic in Industrial Forum
Maybe a situation where limit controls could come in handy. but from my limited experience, sometimes depending on the B rotation capabilities of your machine tool, the C axis may have to swing 180deg to be able to make the next cut. Hopefully with a z2g file someone can be of better service. -
Does anyone use sandvik 460 drills?
Kyle F replied to Leon82's topic in Machining, Tools, Cutting & Probing
Another option (paired with spot drill) could possibly be advanced drill cycle and for the first 1-2x diameter depth could be 50-75% feed -
https://www.emastercam.com/store/category/306-professional-courseware/
-
Thank you so much Ron! currently diving into your changes and recreating them in my original file to better understand them. and yes I am usually pretty particular about lead-ins and outs, I had automatic/off on those just trying to get better movement and I will always fine tune later. But I like seeing the way you went about it with the reverse tangential arcs. coming from a 3axis way of thinking it's such a weird lead in/out but on a toolpath like this I can see how it makes sense, avoiding gouges and everything near that angled boss.