Guess_who
-
Posts
336 -
Joined
-
Last visited
-
Days Won
6
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Guess_who
-
Ahaslam, Thanks for the reply. But I don't think I explain this well enough. In your example, you have a know sphere diameter, when I'm finding the centerline of the nutting axis, I won't know the exact radius. For example, let say I have 4 points in space; point 1 X0.|Y12.| Z3.0, point 2 X8|Y1|Z2, point 3 X-2|Y-6|Z-3 , point 4 X -11|Y2|Z4 Now given those 4 points I should be able to calculate the Center swing as X-1.5879|Y2.5125|Z1.6583 - And I only know that because of those handy, dandy calculators on the interwebz. And then I can compare that to my parameter 19700, 19701, and 19702 (X, Y, Z, Centerline) and make adjustments automatically.
-
Actually, I'm looking for the math to solve for center of a sphere given 4 points that can be done using a macro in the machine. I'm capable of writing the macro, I just don't understand the math. Yes, our configuration is table/table. As far as the positioning, I would do it similar to how the MX-520 does it. We place the sphere at approximately the 12 O'Clock position. Step one would be to find the location and set an offset, then do the probe checks.
-
Check out the Chook, Nethook sub-forum. https://www.emastercam.com/forums/forum/10-mastercam-c-hook-net-hook-and-vbscript-development/
-
We have plenty of time. This is more of a learning experience, but something that can be useful. And I guess I didn't think of the small sample size. I guess I could run 2 sets of 4 and average. That's pretty much what we do now, but we don't really have it automated. It takes a while to run, but probably more accurate. I just noticed the MX-520 only uses a few points and thought, hey, I wanna do that.
-
Still didn't fix it? That's weird. I think your reseller would be your best bet. Like Jparis said, your control def isn't properly connected to your machine def or something.
-
Under the MACHINE tab, Click control definition, the on the left click Misc. int/real values. Integer 1 will probably be set to 0 or 1, change it to 2. and try posting again.
-
Post the example of the code, my guess is in your parameters page - misc values. Usually there is one that can be set to use g92's.
-
We would use a tooling ball.
-
They don't change by much. But the operator will notice some positions not holding. Could be someone bumped the fixture or something. Anyway, to determine if we lost centerline, we have to do it the old fashioned way. Which we could automate, but I was thinking we should be able to do it with just 4 points. We actually already own Axisset that we use in our Matsuura MX520. That's where I got the idea. I already ran it past the boss to buy more. But we have 5 more Makino D500's 5th axis machines and two Jidic 5th axis coming in a month or so. Starts to get expensive. Plus it's sounds fun to try to get it to work.
-
I'm looking for some help writing a Fanuc Macro to calculate the center X, Y, Z position of a sphere using 4 points in space on a 5th axis Makino D500 I found some information online, but the formulas I'm finding use matrix math. Which I know very little about. My goal it to get the math worked out to put it in a fanuc macro long hand. There is no matrix function in Fanuc 31i as far as I know. The point of this is to give the operator the ability to run this program and adjust the centerline of the 5th axis swing using parameters 19700, 19701, etc. And help is appreciated. Thanks
-

Changing Drill Cycle Bitmaps
Guess_who replied to Guess_who's topic in Post Processor Development Forum
That explains it. Thanks. Do you know where I can find info on it? I look through the what's new doc, but it didn't jump out at me. -
So I read somewhere that starting in MC2017 we can change the bitmaps associated with drilling cycles. Can anyone point in the right direction where to change this?
-
horizontal mori seiki basic programing set up
Guess_who replied to thundercat's topic in Industrial Forum
Well just ask if you need any help. BTW, I see you're from Rochester. I lived there up until I was 21. Where about's are you? I used to live in Churchville-Chili, and Gates Chili. -
horizontal mori seiki basic programing set up
Guess_who replied to thundercat's topic in Industrial Forum
We do it similar to David, except we have a rotation macro we use. Basically, it knows where centerline of table is and it recalculates and changes G59 whenever it rotates the machine and the switches the active offset to G59. -
what is the average salary of mastercam programmers in usa
Guess_who replied to robel's topic in Industrial Forum
Not in Az. I've been salary for 15 years, and been working 48 the whole time. My company is pretty relaxed, so 48 is no big deal. -
what is the average salary of mastercam programmers in usa
Guess_who replied to robel's topic in Industrial Forum
In Arizona, I think most experience programmers can pull between 70k and 90k, with the top 10% making an easy 100k or maybe more. -
Can I ask why do you want to prevent this? This can cause some issues. For example, if you're at 350 deg, and want to take the long way around to 10 deg, how would the machine know which way to go? With wind up, it's never a problem But, that being said, in the control definition there is a section under the c-axis that looks like this. Or there is a section in the post that looks similar to this; sang_output : 0 #Angle output options, secondary #0 = Normal angle output #1 = Signed absolute output, 0 - 360 #2 = Implied shortest direction absolute output, 0 - 360
-
Angle parameter breaking to get the value output
Guess_who replied to KORLOY's topic in Post Processor Development Forum
So you can create another variable with the correct preceding characters and transfer to that when needed. Something like below. Format section: fmt "B" 11 cabs #C axis position fmt "PC=" 11 cabs_calc #C axis position calculation fmt "PA=" 11 aabs_calc #A axis position calculation Then before you use it you can; cabs_calc = cabs ( this transfer the value into cabs_calc with the PC= preceding letters ) aabs_calc = ???? (this does the same thing for the A axis but I wasn't sure how your axis is defined, hence the ????) Then; pcan1, pbld, n$, "CALL 0088", *cabs_calc, *aabs_calc, "PH=1 PP=100", e$ Does this make sense? There are other ways to accomplish this, and many people on here that are way better at this than me. Maybe they can give you another way or explain this better. -
Angle parameter breaking to get the value output
Guess_who replied to KORLOY's topic in Post Processor Development Forum
I'm not sure why you would want that, but you need to change the format. For example, the below example will change the 'cabs' variable to NOT post a 'B' prior to it. fmt "B" 11 cabs #C axis position To fmt "" 11 cabs #C axis position -
Well I think it's working as intended. If it kicked people off when other logged in, then you would constantly get kicked out when someone else logged in. And I know of know way of kicking someone out remotely. But there is a software that can at least identify who is logged in. We use it here. It's called nethasp Monitor and it can be downloaded from the mastercam site.
-
My Custom Engraving Cycle Comment Bug
Guess_who replied to Guess_who's topic in Post Processor Development Forum
Paul, Thank you for the fix Added this and all fixed. commvar$ : -1 #Disable automatic conversion of numeric comments -
Custom Macro B Ideas
Guess_who replied to cncchipmaker's topic in Machining, Tools, Cutting & Probing
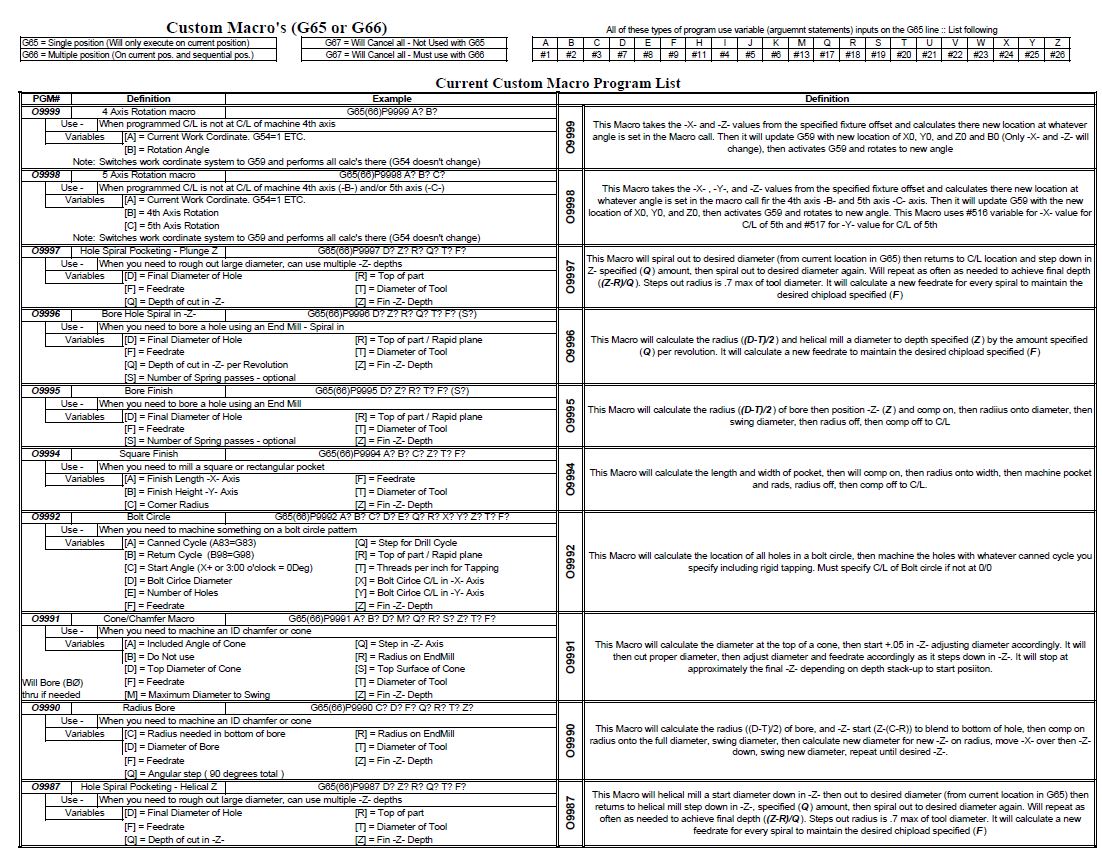
If anyone is interested, here is a cheat sheet of some of the macros we use.
-
Custom Macro B Ideas
Guess_who replied to cncchipmaker's topic in Machining, Tools, Cutting & Probing
We use custom macros for just about everything here. For example, Engraving, Helical Bore, Bore, Hole Chamfer, Thread mill, back spot face, etc. As well as common machine functions, 4th axis rotations macro, 5th axis rotation macro, home position macro -
C axis post for mori lathes
Guess_who replied to rayhall12's topic in Post Processor Development Forum
Looks like to me you need every 'C' move that was posted. As far as feed rates, are your Feed, Plunge, and retracts rates set all the same? -
My Custom Engraving Cycle Comment Bug
Guess_who replied to Guess_who's topic in Post Processor Development Forum
Colin, I went back and started messing with the supplied posts that came with MasterCam and tried to use just numbers in my comments. Apparently MasterCam will not post a comment that doesn't contain a letter in it somewhere. Could this be a bug? It does not appear to be related to our engraving macro, but an issue with how MasterCam handles comment without letters. Maybe someone else can verify this? In the meantime, I'll go through and try a few other supplied posts to see if I can find one that works. Thanks