Guess_who
-
Posts
336 -
Joined
-
Last visited
-
Days Won
6
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Guess_who
-
Thanks JParis
-
It would be sure nice to see the "what's New" file prior to installing.
-

Force B Axis Output When Posting 1 Tool
Guess_who replied to DPARKS's topic in Post Processor Development Forum
It's because this condition statement is not being met. if index = zero & rot_on_x, It is trying to detect 3 axis only vs. 4th axis machining, so when you post multiple operation it can tell it's a 4th axis machining op. Seems like there is a lot of stuff in this post that you may or may never need. I would suggest maybe creating a copy of this post and modify it for stickly 4th axis horizontal work. What I did was... Changed rot_on_x = 0 to rot_on_x = 1 at line 1622 and changed if sav_rot_on_x = zero, rot_on_x = zero to # if sav_rot_on_x = zero, rot_on_x = zero at line 1647 by doing this though, it will post 'B' axis rotation in your 3 axis programs. The other thing you could do is change the condition statement From pfcout #Force C axis output if index = zero & rot_on_x, [ if use_rotmcode & (fmtrnd(cabs) <> fmtrnd(prv_cabs) | sof), *sindx_mc if absinc$ = zero, *cabs, !cinc, !cout_i else, *cout_i, !cinc, !cabs ] to: pfcout #Force C axis output if index = zero, [ if use_rotmcode & (fmtrnd(cabs) <> fmtrnd(prv_cabs) | sof), *sindx_mc if absinc$ = zero, *cabs, !cinc, !cout_i else, *cout_i, !cinc, !cabs ] Keep in mind, I do not use the MPMaster Post so I'm no expert with it. Others may, and probably will, have much better fixes. Either way, what ever you do, always keep your original post so you can go back to it if needed. Good luck Ray -
Force B Axis Output When Posting 1 Tool
Guess_who replied to DPARKS's topic in Post Processor Development Forum
I am downloading the MPMaster.pst now and I'll create a quick program with some -B- axis moves. You are using an Un-edited version of the MpMaster? -
Force B Axis Output When Posting 1 Tool
Guess_who replied to DPARKS's topic in Post Processor Development Forum
Can you show the post sections labled "psof0$" and "psof$" BTW - there are a bunch of people on this forum that are very familiar with the MPmaster.pst. Others will probably know exactaly what the issue is. So either way this seems like a pretty simple problem that can be sorted out quickly. -
Force B Axis Output When Posting 1 Tool
Guess_who replied to DPARKS's topic in Post Processor Development Forum
An * in front of a variable forces it's output in the post. For example *cabs would force the c axis rototation to post. That being said, your post may already have the function to force output by simply changing the "pcout" to "pfcout", but I don't use the MPmaster.pst, so I'm not sure how that post is structured. Am I understanding correctly that it does not post the "B" only when you post one operation? What if you post more than one operation? Does it still not post the first operation, but starts posting out at some point? -
The macro is actually something we wrote and added to our machines. The G13, we don't use here so I can't help you with that. But I'm sure someone here on this forum will have some ideas for you. Good luck.
-
I know this doesn't answer your question, but if you're limited on space, you can use macros. We use a bunch of different macro for things like that and I use MasterCams custom drilling cycles to programs. For example this line " G65 P9996 Z-1.0 R.1 D.75 T.375 Q.05 F20. " would helical bore a hole. The arguements tell the macro, depth, tool diameter, feed, rapid plane, etc. And here is the macro in the machine. O9996( G65 P9996 Z R D T Q F S-W/OPT. ) ( Z = #26-FINAL Z DEPTH ) ( R = #18-RAPID PLANE ) ( D = #7-FINISH DIAMETER OF HOLE ) ( Q = #17-Z DEPTH PER DIAMETER ) ( T = #20-TOOL DIAMETER ) ( F = #9-FEEDRATE ) ( S = #19-SPRING PASSES ) ( W = #23-FEEDRATE OVERRIDE 0=OFF/1=ON ) IF[[#20*#7*#9*#17]EQ0]GOTO990 #104=#[13000+#4107] #100=#5003 #101=#5001 #102=[[#7-#20]/2]-#104( CALC. SWING ) #103=#26+[#17*2] #149=#19 #119=#9 IF[[#23*1]EQ0]GOTO20 #135=[#102*2]*3.14 #136=[[#102*2]+#20]*3.14 #137=#135/#136 #119=#9*#137 N20 G0G90Z#18 G91 G1G41X#102F#119 IF[#26GT#18]GOTO30 WHILE[#5003GT#103]DO1 G3I-#102Z-#17 END1 GOTO40 N30 #103=#26-[#17*2] WHILE[#5003LT#103]DO1 G3I-#102Z#17 END1 N40 G90 G03I-#102Z#26 I-#102 F[#119/2] WHILE[[#149*1]GT0]DO1 G03I-#102 #149=#149-1. END1 G01G40X#101F#9 G00Z#100 GOTO999 N990#3000=150(DATA LACKING) N999M99
-
4 axis simultaneous motion only
Guess_who replied to Guess_who's topic in Post Processor Development Forum
OK Colin, that's all I need to know. I figured I'd asked the question before hunting around for hours looking for an answer that doesn't exist. As always you guys saved me tons of time and stress Thanks -
4 axis simultaneous motion only
Guess_who replied to Guess_who's topic in Post Processor Development Forum
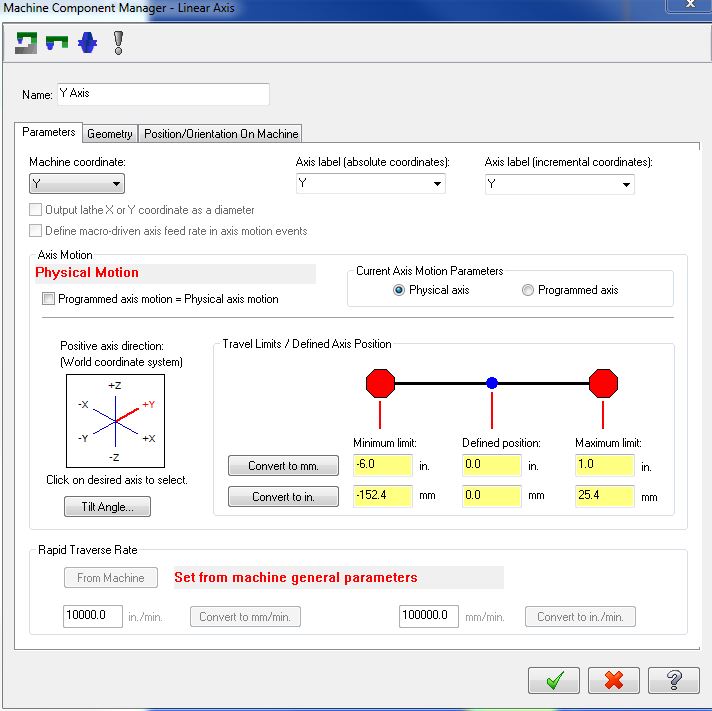
OK, so now my issue is that I am limited to the Y+ direction, and when I set the Travel limits in the machine definition and in the post, it's just ignored and moves to Y+5.0 anyway. Why is this not forcing my -B- axis to reposition to keep the move inside it's travel limits? Neither one of those methods prevent the -Y- axis from moving past it's defined limits. What am I missing

-
4 axis simultaneous motion only
Guess_who replied to Guess_who's topic in Post Processor Development Forum
Yeah, that makes sense. That's what we've been doing. Thanks -
our Mori NV-5000 is a 5th axis trunion, but only 4 axis’s can move at any one time. What I was wondering is, is there a way of telling the post that only four axis’s can move at any one time? I'm really just looking for a yes or no answer. I don't want to waste a bunch of time looking how to do this, when it's not possible, or if it would take a bunch of post re-writing. Thanks all.
-
Method for calculating workoffsets for 4th axis?
Guess_who replied to Sticky's topic in Industrial Forum
We use a rotation macro inside the machine that calculates where the zero is in relationship to the zero on the part. Then at every rotation, the macro does the simple trig, and puts the new offset numbers into G59. This way we program everything assuming the part zero is always at centerline of rotation. Makes things very simple to program and to setup. But this will only works with positional rotations, not full 4th axis. -
contract mill turn programmer in Phoenix Az
Guess_who replied to falcon954xxx's topic in Industrial Forum
I'm in Phoenix. I can program for our Mori NTX3200. Similar configuration. But for anything difficult, we usually use Esprit, not Mastercam. We do have a post for MasterCam, but it won't do pinch turning type of stuff. -
Crazy_millman, thanks for the example. I think my filter settings must not have been allowing arc output. I am now able to get arcs buy just using the filter setting slider. Something I never really messed with before. It makes sense to me now. Thank you, You guys are the bomb.
-
Thanks for all the replies. As far as arc outputs, when I've done simple flowline for chamfers in X6 it always produced arc. Doing the exact same thing in X7, does not produce arcs. The work around that I found was to check this box and set it to .010, then arcs are produced. Simple unchecking this box will give me a series of lines regardless of my setting for total tolerance. This makes no sense and seems to be backwards to me. I am surprised no one else is having this issue. Here is the check box I'm talking about.
-
1 / pitch = TPI for example 8mm X 1.25mm is approx. = .315 diameter x .0492 pitch 1 / .0492 = 20.33 TPI
-
Has anyone else noticed that in X7 when you do surfacing that should create arcs, it actually creates point to point instead. Just pick a cone like a large chamfer and try to surface it. In X6 flowline would output arcs, but now, no matter what I do, X7 outputs a bucket load of lines. And I can't get it to create arcs. And just to vent for a minute, maybe I'm dense but what's the point of MasterCam treating my check surfaces as drive surfaces in all of the surface high speed cycles . I just want to tell the endmill not to hit some surrounding surfaces. but it insists on surfacing all my check surfaces. I have to use the old cycles to avoid this. How does that make any sense. Maybe I'm missing the point. MasterCam X7, MU1
-
Tool number change doesn't post 25 % of the time ?
Guess_who replied to Fred @ Slate Industries's topic in Industrial Forum
Regen the operations even though that don't go dirty. I had similar issue with X7, changing tool information and the operation that used the tool never went dirty so I didn't regen it. Try regenerating the operation. -
Nice trick. I'll try to get used to that.
-
ok, I have one more. How about be able to customize this menu. I hate going to hit backplot and I hit verify on accident.

-
Thank you. That's where it was. Thanks.
-
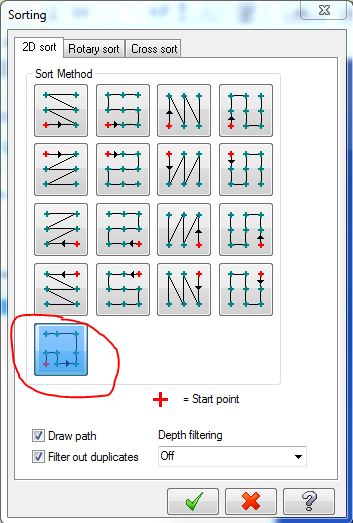
This just started happening since X7, but every time I start a new file, and do my first drilling operation it prompts me for a start point because the sorting option is turned on. Once I shut it off it stays off until I start a new file. Does anyone know how to turn this off by default?

-
+1000 Also, how about the ability to change the text color in the operations manager using individual colors. Some of my files have 300 operations and sometimes it would be nice to designate what operations are roughing vs finishing, and so on using different colors.
-
I would cut the flat with some type of face mill, then finish the rads with a simple parallel surface cut RECEIVER AFT MOLD SURFACE1.MCX-7