tonyjohnson
-
Posts
39 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by tonyjohnson
-
Something else to try is copy and rename your post like (no arcs mori seiki) and have your dealer turn the arcs off in that new post. Use it for 3 axis stuff. I have 3 moris with that control and have the same issue with small arcs. One MSX 501 control has a nice lookahead feature if I remember to turn it on. When cutting circle mill paths its nice to have arcs though (arc post).
-
Just a word of experience (BAD) here. I like to rotate my geometry or flip not mirror. Once I moved to mill-turns and drilling od holes and face holes mirroring got me in a lot trouble. OD holes in the solid models mirror also and parts needing a hole at 15 deg will end up at -15 deg . The utility is plus 1000 for this reason also .
-
Mori NV5000 needs the code right before the 1st G01 command and cancel right after the last G01 line.In other words cannot come before a G00 line.
-
2D Dynamic Core problem(s)
tonyjohnson replied to jerms's topic in Machining, Tools, Cutting & Probing
+1 YES. I had the same problem with a Mori dura center with a fanuc control.I never got an answer back to solve the problem with the tiny arcs.Go with lines all the way.You will have to change your config file to enlarge minimum arcs for the future.(just in case it might pop up again) -
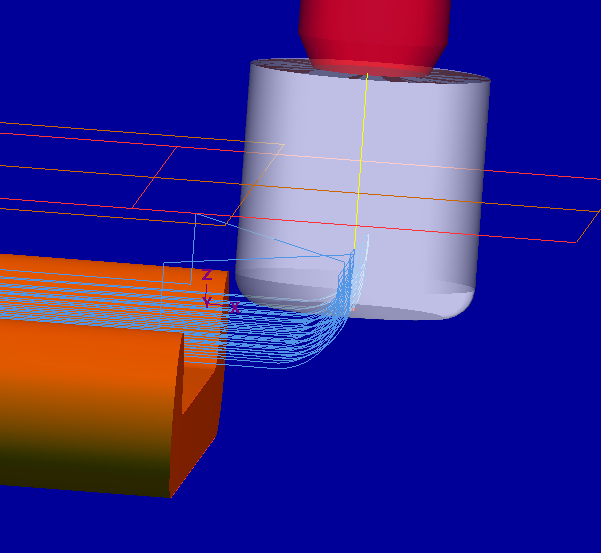
I was trying a method used with tough alloys and stainless sandvik had on a web site.Entering the part on an arc outside the part to cut depth. Just testing but it works nice.
-
Thank you
-
I WANTED TO ENTER THE PART INSIDE THE CURVE WINDOW BUT TRYING NOT TO LEAVE A CUSP ON THE PART.MAKE SENSE?
-
I USED CENTER BUT IM NEW AT THIS.I KNOW CORE STARTS OUTSIDE AND WORKS INWARD.I JUST GAVE IT A SHOT AND I LIKE IT.YOU HAVE TO PLAY WITH THE BOUNDARY TO FIGURE IT OUT.
-
TRY THIS ONE ,SORRY ROUGH LENGTH.MCX-6
-
HERE IS THE FILE
-
I USED SURFACE HIGH SPEED CORE ROUGHING AND ADJUSTED THE CONTAINMENT TO LEAD IN AND OUT WITH A FILLET.THE MATERIAL IS STAINLESS 304 SO THE FILLET HELPS WITH WEAR.THIS IS WHAT I GOT.
-
I have the same problem with small arcs.I had to set my post to (points only for 3d work).My dealer recommended this and the problem was solved.Sadly code is much longer.Certainly try above first.
-
That would be great Colin.I have looked here many times for the lastest post but found none.
-
Misc values must match.Sorry
-
I noticed the post added a G28 home move and repeated the work coor along with a B axis move(doesnt happen with rotation box left alone)for the turn move after facing.If I left the B rotation out (accidently because Im human)the B axis defaults to 90 deg.(not good)I tried to edit tool permanently but . (PROGRAM NAME - T DATE=DD-MM-YY - 23-04-12 TIME=HH:MM - 15:43 ) (POST LICENSE - IN-HOUSE SOLUTIONS INC.) (T1 | MCMNN- L-164C - CNMG-432 | DIA. - 1 | SUFFIX - 1. | INSERT - CNMG-432) G20 G69 G80 G40 G18 G90 G94 M205 (T1 | MCMNN- L-164C - CNMG-432 | DIA. - 1 | SUFFIX - 0. | INSERT - CNMG-432) (TOOLPATH GROUP - TOOLPATH GROUP-1) G20 G10.9 X1 N1 G91 G30 P3 X0. N1 G30 P3 Y0. Z0. M901 M202 T1.01 T1 M06 G91 G30 P3 X0. Z0. G90 M108 G0 G90 G53 B45. M107 G54 G90 G43 P1 X4.278 Y0. Z0. H#3020 G18 M239 G92 S6000 R1 G96 S500 M204 R1 G95 G1 X-.0625 F.01 G91 G28 X0.------here G28 Y0. Z0. G90 T1 G54------here M108 G0 B45.----- here M107 G0 X4.078 Y0. Z0. Z.1 G1 Z0. Z-2.3238 X4.2194 Z-2.2531 M205 G91 G28 X0. G28 Y0. Z0. G90 M30
-
Thks again.
-
Thanks for all the replies
-
[At least I think that is what you are after.] You read my mind.I want an M04 so I used a Left-164 tool and rotated it B180, comp right ( code and backplot) looked good.I guess it was straigt forward.Curious how to make this less redundant.Do I modify and save the default setting for face and turn ops or modify the post (rather not)?How did u get the T01.01?That would be nice.
-
Im using X5 mu1 with post from inhouse solutions for Integrex e 500h. thks
-
I have a new Mazak e500h and im trying to create a 45 deg face tool for face and turn operations with no success.Has anyone tried to create tools?My dealer and I thought it was strait forward but the m03 or m04 is posted wrong or the angle is doubled during posting.
-
Creating a new 45 deg tool using the Sandvik library (dsnn snmg) was easy enough then rotating to -45 deg in tool setup.The post ignored the -45 deg part.Inside the parameter page the (tool angle) option thats available is throwing me off.The post reads any angle in (tool angle)yet if that option is not set every time the B-axis will rotate during a face operation to rough turn operation.What am I missing.Thanks
-
Can this post help be sent to our dealer for osp users?We have the same issue.
-
Very sm radius on Mori Dura center
tonyjohnson replied to tonyjohnson's topic in Machining, Tools, Cutting & Probing
I have a SV50 mori with no problems with the same gcode.My MC reseller thought a parameter change might be needed.Im using I and Js.We tracked the error to a radius less than .001.The control takes a backward route when it sees the small radius. -
Very sm radius on Mori Dura center
tonyjohnson posted a topic in Machining, Tools, Cutting & Probing
I have a large loop radius happen when my MSX501 Fanuc control sees a very small G02 or G03 radius of say less than .001.Is this a parameter issue I can change?Changing the post to output only points works for 3D work but a bad finish occurs when interpolating bores. -
New Haas Machines and Grease vs Way oil???
tonyjohnson replied to Chris Rizzo's topic in Machining, Tools, Cutting & Probing
I just replaced all linear guides on a Mori Dura center 5 with only 250 hrs.Purchased used after sitting 3years.I was told it was synthec. coolant to blame.Watchout ! Tech said its too common now.I understood him to say Mori was using wayoil now. ???