kccadcam
-
Posts
788 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by kccadcam
-
Was the Table at "0" or did it hit sideways with the table tilted? If it was sideways, I bet the outer support bearing was knocked out of place. There is an adjustment procedure we learned from Hass (it's happened to us twice) Part of tweaking and leveling the machine to make it square. One of ours hit so hard sideways in X, it has never been the same.
-
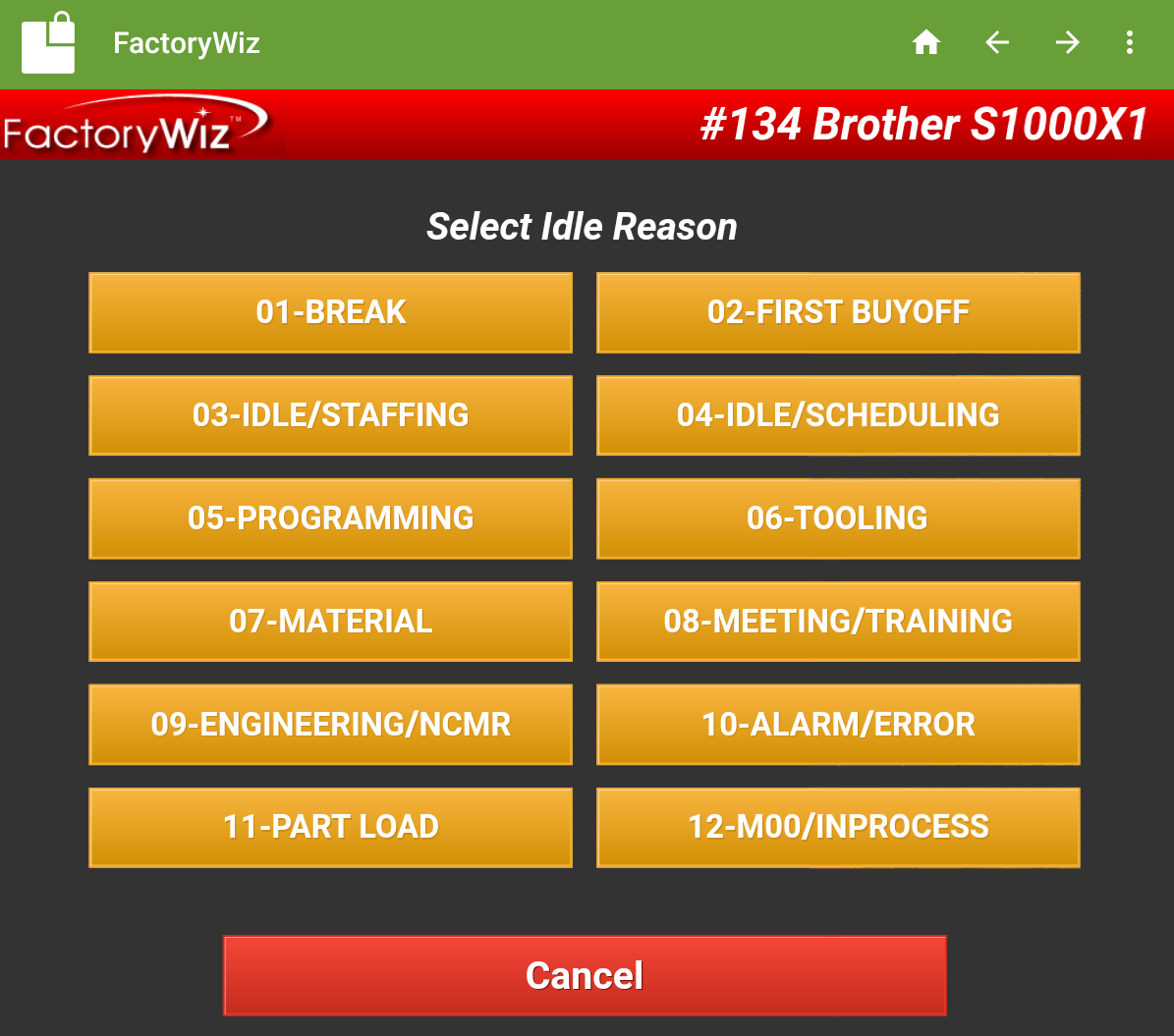
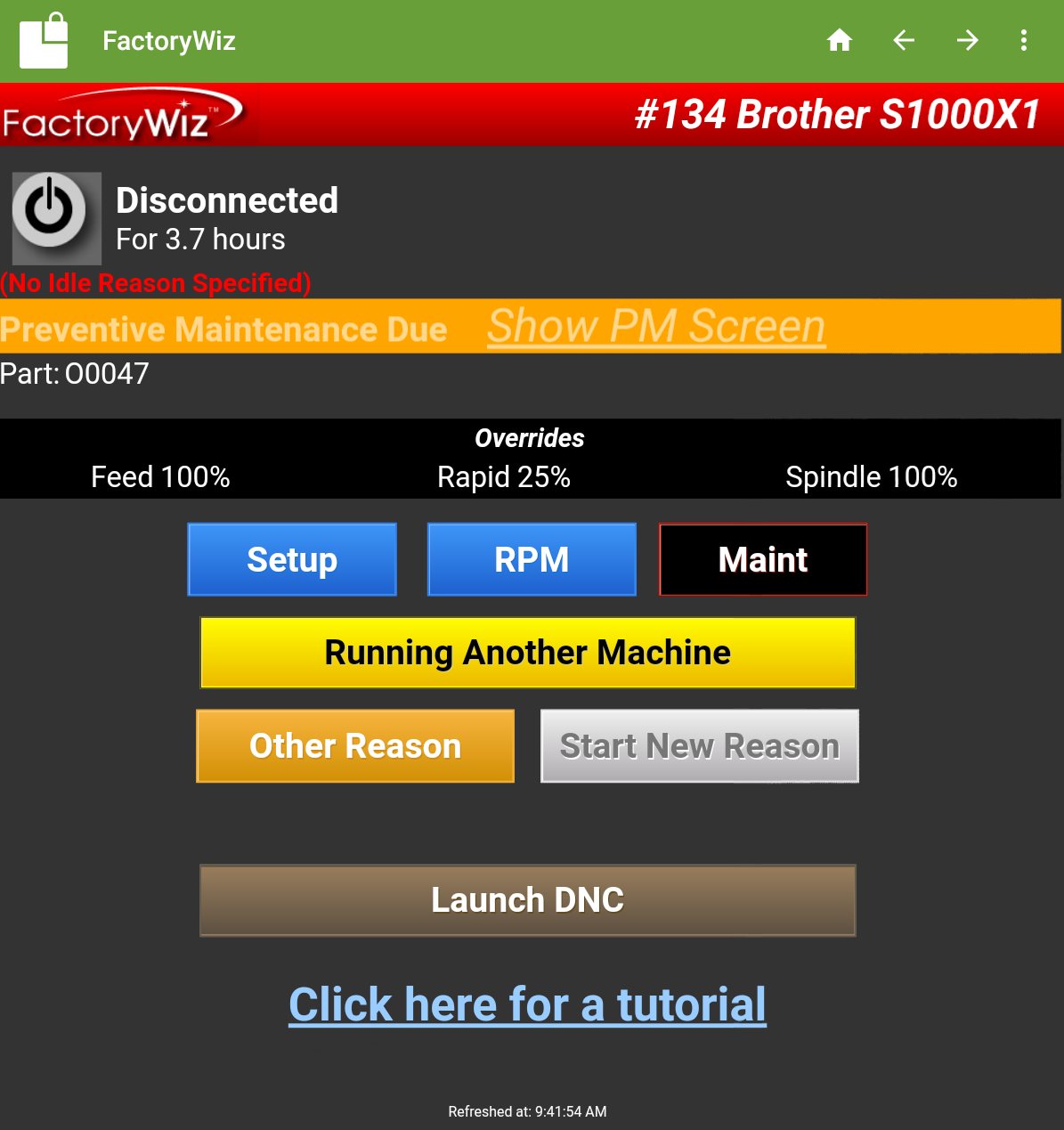
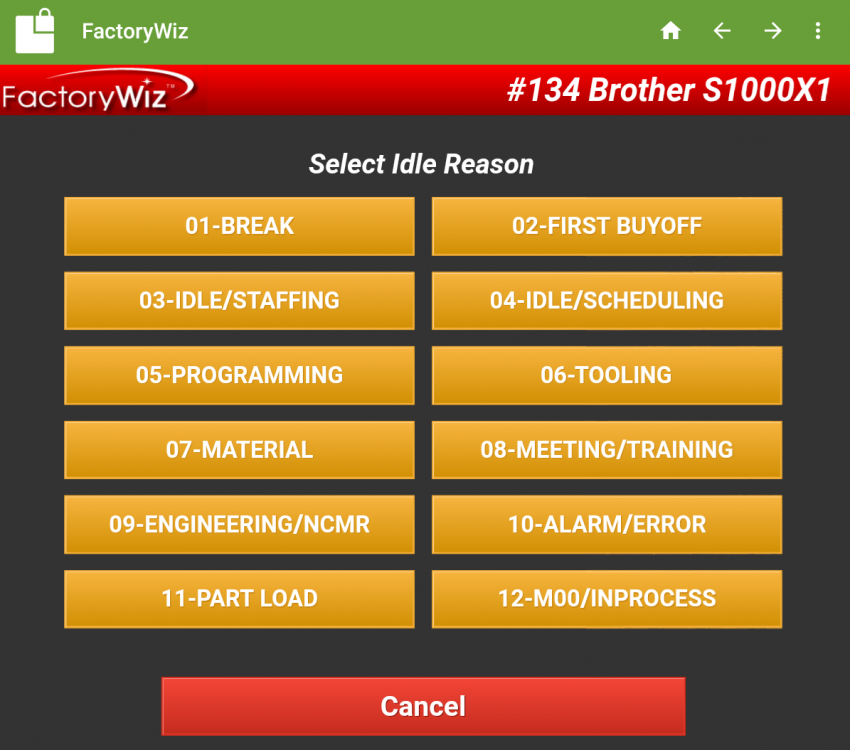
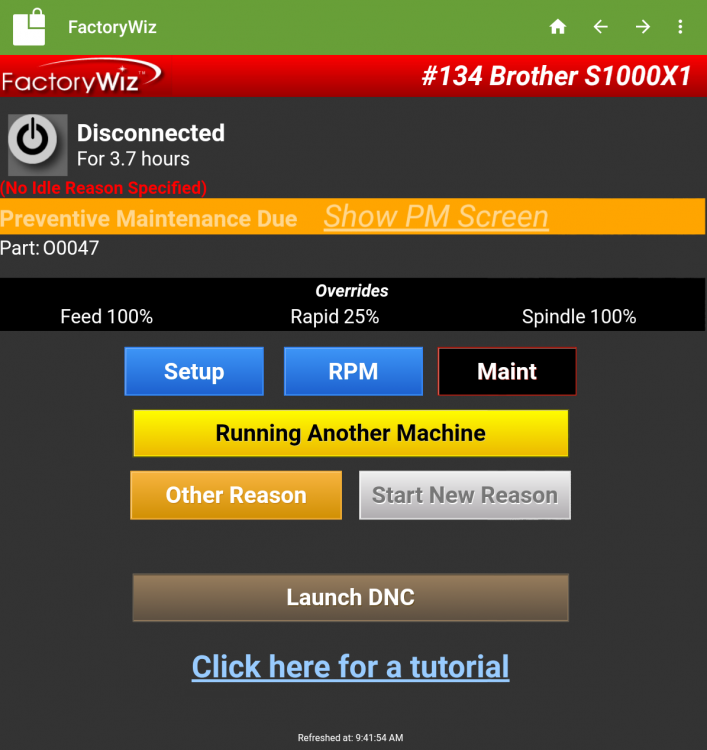
We are running FactoryWiz for data collection, Global Shop Solutions for ERP. When a job is clocked into, GSS pushes job/qty. info to the specific Machine/FactoryWiz Tablet. FW then tracks everything about that job. (Setup, runtimes, idle time, break time, running another machine, etc. - see attached pics) it also pushes scrap info back to Global Shop. We can then run OEE reports to improve processes. https://factorywiz.com/ https://www.globalshopsolutions.com/
-
In-process inspection and probing in Mastercam
kccadcam replied to kccadcam's topic in Machining, Tools, Cutting & Probing
Thanks Guys, Making more sense now. Message me Colin and let me know how to get training rolling.... -
In-process inspection and probing in Mastercam
kccadcam replied to kccadcam's topic in Machining, Tools, Cutting & Probing
Is this where the RenMF would control each machine type ? Our Brothers have Renishaw probes but there are differences in the macros from the Haas machines (which are all the same) The Makino cell will be a different animal. We will tackle this one after the verticals are dialed in. Our new Grob has a Siemens control and I have not had a chance to look at the probing yet. (still setting the machine up) -
In-process inspection and probing in Mastercam
kccadcam replied to kccadcam's topic in Machining, Tools, Cutting & Probing
Hi Colin, Thanks for the info, I have the configuration tool, just have not had time yet to play with it. Definitely want to measure/re-cut as well as inspection. Yes, we would like some in-shop help/training in our shop. -
We are running FactoryWiz on our machines to collect run data. Part of this is taking in-process probing data and outputting/formatting to an IPI (In-process Inspection) report. We have multiple machines with Renishaw probes (Haas, Brother, Makino, and Grob) Trying to decide which way to go for programming the probes,,, We have the Productivity+ add-on in Mastercam but have not implemented it yet. My concern is it writes ALL the macros into every program you post, this makes for huge files that seem unnecessary. I have seen other software out there: Camaix Probe Manager, Cimco Probing, and there are probably others. Looking for some feedback on what everybody runs and how they program probes in Mastercam (I need verification/simulation also)
-
Old Hitachi Seiki has lost parameters
kccadcam posted a topic in Machining, Tools, Cutting & Probing
Not sure if this is the correct place to post this, please move if not..... We lost all parameters on our Hitachi Seiki HT23J lathe with Seicos control. Board shorted out and lost everything. Yaskawa can rebuild the board but needs parameters to load onto it.... (of course we don't have a backup) Looking for parameters for Yasnac J300L Any and all help would be appreciated.......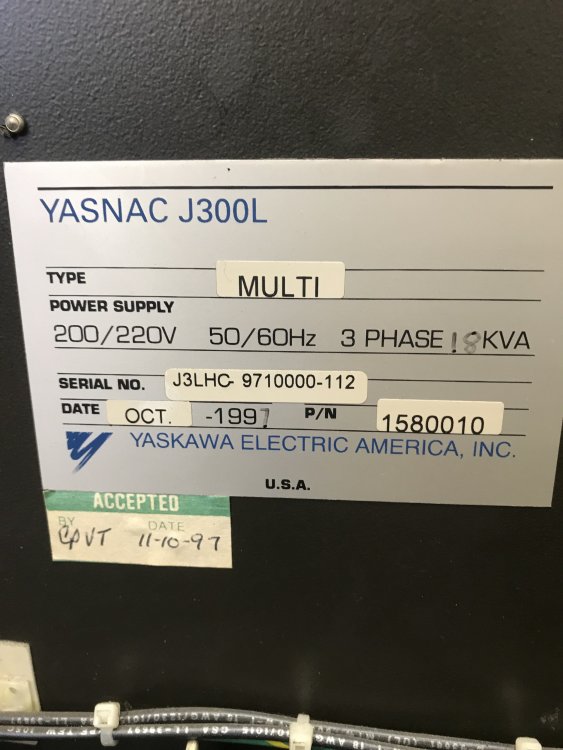
-
I've been through every setting I can find, (printer, Windows, and Mastercam) nothing seems to fix this.
-
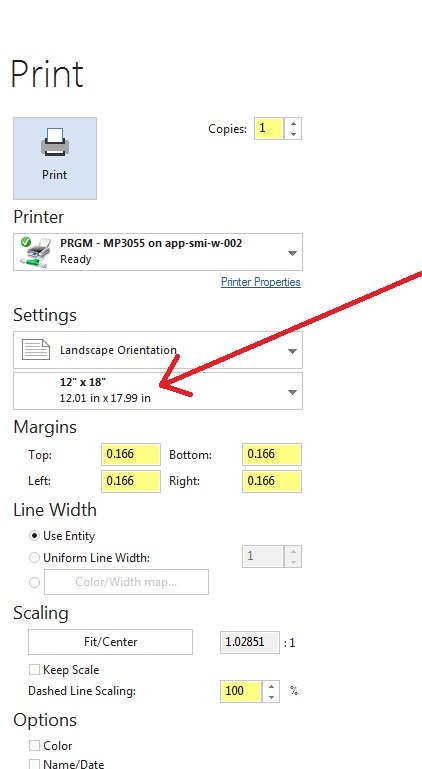
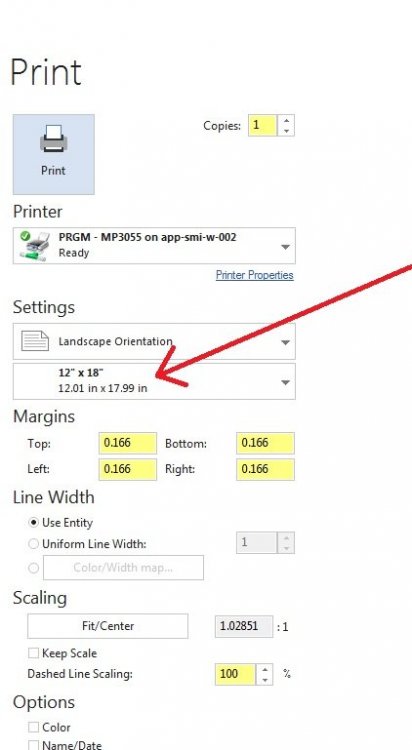
This is a strange one.... Starting in mcam 2018, the print function started defaulting to 12x18 paper every time. (very annoying) Just got mcam 2019 installed and still the same... Is this coming from mcam or the printer settings? Anybody else see this???
-
Thanks Jeff, works perfectly... I knew it would be something simple... if ttblend$, "T2" else, next_tool$, pe
-
At the last operation/tool in the program I don't want to stage the first tool, I want to stage T2 so that the tool is ready and waiting when M6 is called. It will always be T2 as the last tool stage/pre-call.
-
It would pre-call the first tool, and then have to go stage T2 at the end of program. Basically, 2 tool changes. This takes time.
-
Howdy Folks, it's been awhile..... Makino A51nx with Postability Post processor. We want to pre- call "T2" as the last tool (coolant ball for washdown) Current end of program forcing T2 M806: G49 G91 G30 X0. G91 G28 Y0. G90 T2 M06 M806 (COOLANT BALL) T0 M06 T0 M99 % How do I call Last tool? I've tried : pbld, pn, *sgcode, [if gcode$ = 1, sgfeed], *sgabsinc, [if not(tiltplane), pwcs], pfxout, pfyout, pspindleout, [if gcode$ = 1, *feed], scoolant, pcan3, strcantext, pe if next_tool$ = first_tool$, "T2" <-------------ADDED THIS LINE else, next_tool$, pe pbld, pn, pdyndatum, pe pbld, pn, ptlen, pfzout, pe if machsimflg, But if you use the first tool more than once, it pre-calls T2 each time. I'm sure it's simple logic but it's stumping me.... I've been out of posts for awhile..
-
Have you looked at Blueswarf? You tune the tool instead of the machine. http://blueswarf.com/ Modern Machine Shop Webinar - Machining Dynamics: Using Science to Optimize High Performance Milling in Your Shop http://blueswarf.com/train/webinar/player.html http://player.vimeo.com/video/91954755
-
http://www.harveytool.com/cms/News20150827PressRelease_383.aspx
-
X8 - Surface High Speed Hybrid : Keep getting "Reporting Computation Error" when regenerating the toolpath. Seems to be tied into the Arc Filter/Tolerance page???? Happens randomly and today have one I cannot get to regen no matter what I try... Is there a way to track down what's causing the error????
-
If your tool is defined as a facemill with corner radius, (as it should be) dynamic facemill WILL leave a nub. Why should you have to define a facemill as a bullmill? Tool and holder definitions need a TON of improvement, but we've been saying that for years to deaf ears.... Define a holder? Oh you have to do that in an operation?!?!? Are you kidding me???? Sorry,,, ranting.......
-
If your facemill has any radius on the inserts it treats it like a bullmill. Dynamic facemill will not compensate for this......will always leave a nub.
-
Custom Tool and Holder profiles in X8
kccadcam posted a topic in Machining, Tools, Cutting & Probing
Building tool assemblies in X8 Tool Manager.... Working on slitting saws, have a Command C4G4-1000 semi-flush arbor. The cap is below the saw, I have been unable to create this without the cap showing as Cutting. I first tried "stacking" the assy. (holder, cutter, and then cap) no-go.... This is how Vericut builds assemblies. Then I tried defining "CUT" and "NOCUT" levels with the proper geo. (saw and cap) still no-go.... Anybody have success with this??? dxf tool data.pdf
-
Flat Bottom Tooling
kccadcam replied to The Cathedral's topic in Machining, Tools, Cutting & Probing
http://www.nachiamerica.com/download/1/Aqua-Drill-EX-Flat-3D-5D/ -
Send email at M30 - Fanuc 30I
kccadcam replied to Greg Williams's topic in Machining, Tools, Cutting & Probing
Also,,,,, http://www.memex.ca/ -
FTS, Mastercam, Vericut, Speroni, Makino's
kccadcam replied to kccadcam's topic in Machining, Tools, Cutting & Probing
We are also toying with the idea of RFID on the tooling. (VERY expensive to implement!!) -
Advice, Opinions, Thoughts................ We have just installed FTS (Future Tool Systems) Tool management system. It will keep track of inventory and re-order based on a min-max system. I'm in the process of stocking the cabinets with the current tooling in the shop and tying it to the master tool library. There is a master tool list in Mastercam and Vericut, T1 thru T615 and growing. We only need one library for all the machines since they are all Makino's. Currently, Vericut is The "Master", all tools match what is in the machines. (tool length, holder, total gage length, etc.) Trying to figure out the best way to exchange info between softwares. (I'm new to Vericut so I still need input on that end.....) My experience tells me to drive everything from Mastercam, 1: Extract tool info from FTS to build tool assemblies saved in Mastercam Tool Library. 2: Export assemblies to Vericut with all length and holder info, (is this possible?) ( the holder profile tool in X+ works great for getting "exact" holder info, Vericut looks similar) 3: Export assembly info from Vericut to Speroni Presetter. 4: Push offset info to the machines from Speroni to Makino's via network. What would it take to make this happen and is anybody already doing this??
-
That's because there is absolutely no comparison......... http://www.emastercam.com/board/topic/80080-titan-american-built/ Enough said..........
-
Oh, and I ran across this little tidbit that looks very cool: http://www.mmsonline.com/blog/post/united-technologies-optimization-tool-added-to-vericut