Newbeeee™
-
Posts
3,419 -
Joined
-
Last visited
-
Days Won
39
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Newbeeee™
-
Don't forget to scale the screw to get the pitch diameter correct, and then add the appropriate root radius to the thread
-
Parameters for different materials
Newbeeee™ replied to Metals and materials's topic in Industrial Forum
3 thou and 7 thou DOC's? So that's where the name "ever lasting carbide" comes from? -
Alex's post now seems more relevant than ever with the glutenous b4stards around the big table squeezing us all ever tighter and tighter. And yes, this place was awesome, and we're all just passing through....
-
Tool Manager - Sorting Column Options
Newbeeee™ replied to SuperHoneyBadger's topic in Industrial Forum
Unsure now but if it's a few hunnerd it pays for itself easy https://www.gmccs.de/xplus.php -
Tool Manager - Sorting Column Options
Newbeeee™ replied to SuperHoneyBadger's topic in Industrial Forum
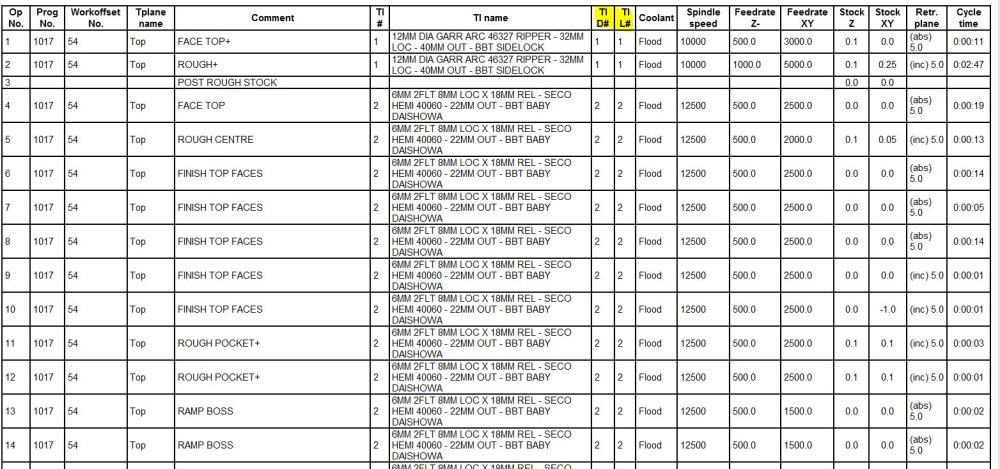
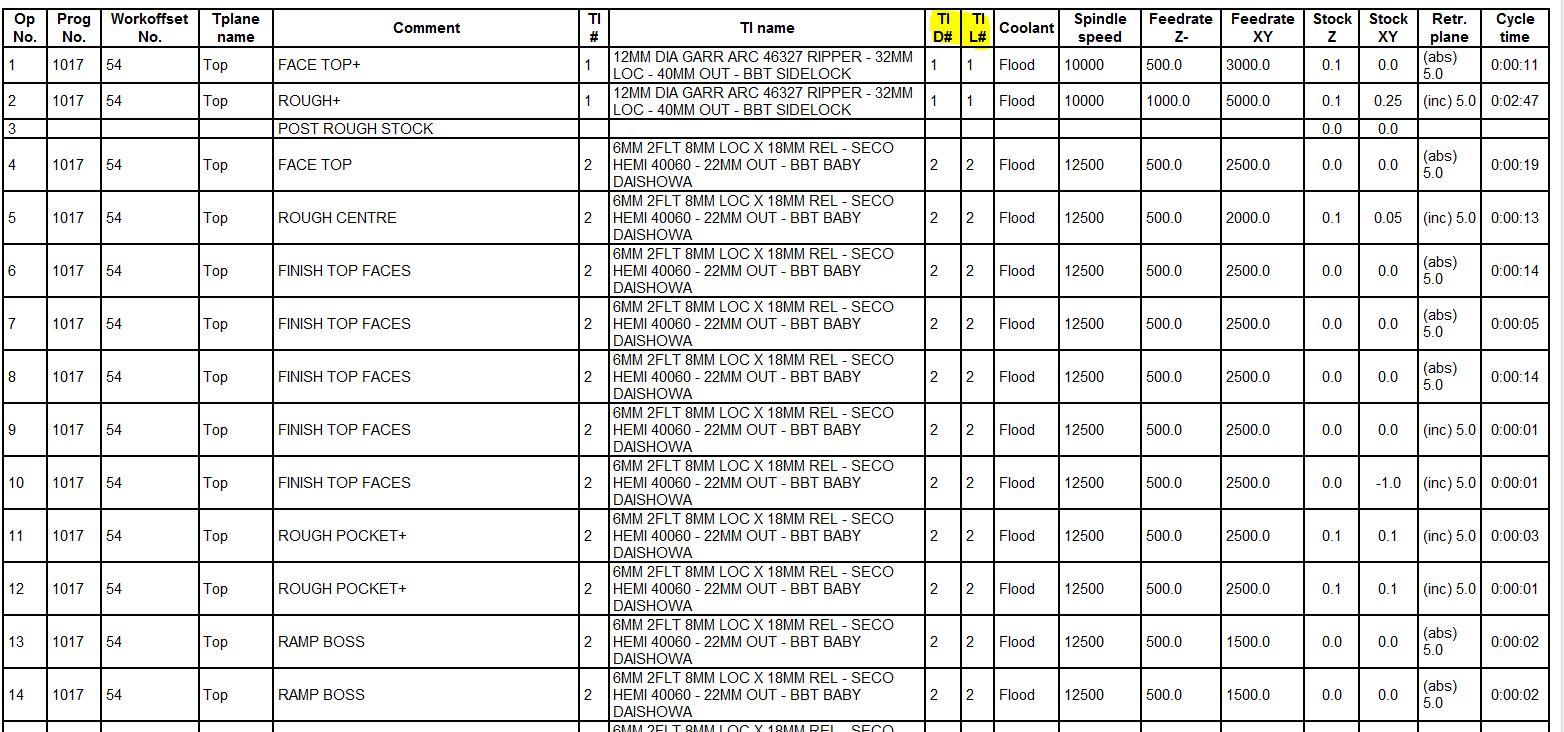
/swerve X+....1x click and it can tell you G54/55 etc, RPM, T=D, Coolant, etc.... -
....and a thread that's a through hole, but with the annotation stating the material thickness and a plus/minus on it!
-
Fissy. Saves the cat
-
Also....surfaces give the easy ability to manipulate (the drive) by extending/trimming etc....
-
Back to this then Bobbo!
-
Outta likes - I'll have to approve your post tomorrow!!!!
-
To be specific o, we must mention Pacifico.... Anyway - where's the OP? Is it too early to start drunk posting
-
As i said John - talking levels primarily but also as Matt said. Anything to stop the fat finger fudge!
-
I just blew the cobwebs off the 'ol memory bank and bashing the abacus I reckon a max for me is between 10,000 to 15000. But I am TheeNewbeeee and prolly spent most my time in OT
-
It would be great to be able to lock levels etc to stop any accidental movement etc....vis a vie Autodesk and yr 2010 enhancement requests....
-
LMAO again! Certainly "grade A" for Attitude
-
LoL We know bugfixes and enhancement requests have always taken a back seat to the sales department's new shiny best sellers etc which has always caused many frustrations. But life is a compromise.... OP says "They happen to run conventionally slow, shallow, and heavy cuts so I don't want to use mastercam's dynamic toolpaths for this. " without knowing what the dynamic paths can actually do.... many more hours of reading the books, watching youtube videos and reading this forum (search "whatever") and asking many more questions will be of massive benefit. As we know, to be competent will take a lot longer than a few months, but the wonderful thing about mastercam is there's many ways to do the job, and you can get exactly the output that you want. Whether that's the "best way" or not though....
-
#1 LMAO. #2 In all my years here, I can't recall anyone of prominence saying "it's good enough for me so quit whining". The older guard here, are both VERY critical, but also VERY defensive - ultimately they all collectively want a better product and are VERY proactive #3 LMAO again
-
Linking imported solid models in Mastercam
Newbeeee™ replied to Thee Rickster ™'s topic in Industrial Forum
Irrespective Ron....Those of us that know, know. -
My peeve....was in the DO days, you'd produce prints and someone else would check your work. There was job stability and through cross-project working, we all knew all about all the company products.... Now the beancounters have got involved....in companies that should know better (looking at Aerospace OEMs), a contractor appears and produces xxxxe with little idea and not working to customer standards.... So you (we did many times from different customers) get a part to make, with ATF material spec, or unusual treatments that the company has never before used, thread depths to the same depth of the drilled hole, let alone general tolerances that have everything tied right down for no reason whatsoever. Make, produce the FAIR, the part is then approved, and is then expensive forever more because no-one has the balls to change anything. A part that should be cheap is 50+% expensive than it should be...EVERY time it's made. World Class huh!
-
In the halcyon days, there was training in the drawing office and a "draftsman" was a respected trade....Nowadays everyone can switch on a computer and be a "designer"
-
Surely....those files couldn't have been THAT bad....
-
Linking imported solid models in Mastercam
Newbeeee™ replied to Thee Rickster ™'s topic in Industrial Forum
Unless I misunderstood which is most possible, post 6 from Ricky Hey John, when i close and reopen the file, the tracker removes the .stp files Ref never upgrading windows....yes you are 100% correct! By design My place had XP when the doors were opened in 2005, and around 2009 upgraded PC's and then 7 was installed on everything and stayed till I sold in 2017. 6x PC's all networked and not connected to the interwebs. Zero issues in 12 years. No "overnight updated graphics driver" issues, no nothing. Absolutely flawless. Look at all the time I saved and the many less headaches I had! And just the 1x standalone pc for internet and emails. -
Linking imported solid models in Mastercam
Newbeeee™ replied to Thee Rickster ™'s topic in Industrial Forum
This is exactly how I had my shop and the place I worked at previous. Customer folder, Part number and Issue folder, and within this an OOI folder (Out of Issue). Everything to make the part (master job card, drawing/print, cad file, mcam file, NCprogram, setup sheets, emails if important etc) within. When the part was raised in issue, rename the folder to correct (new) issue, move all contents into the OOI file. Then put into the newly named folder new print and cad model. Then when priority/time came, sort the changes and create a new master job card, copy/then update to create a new mcam file, prog etc.... Worked like a charm. Call me a luddite, but it would frighten me to death mcam potentially hosing files automagically....imagine upgrading a release and it "upgraded" every one of your cam files.... -
Honestly, X+ every day and twice on Sundays! 1x click to check THD, G54/55etc status, Coolant, etc - it's a fantastic double check. Because it's the hot job when someone is on your back that always bite, and we all know whose fault the bang will be....