BCW
-
Posts
86 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by BCW
-
Another option would be to create a straight line thru the center of the slot and do a standard 2d contour move on it with cutter comp turned off.

-

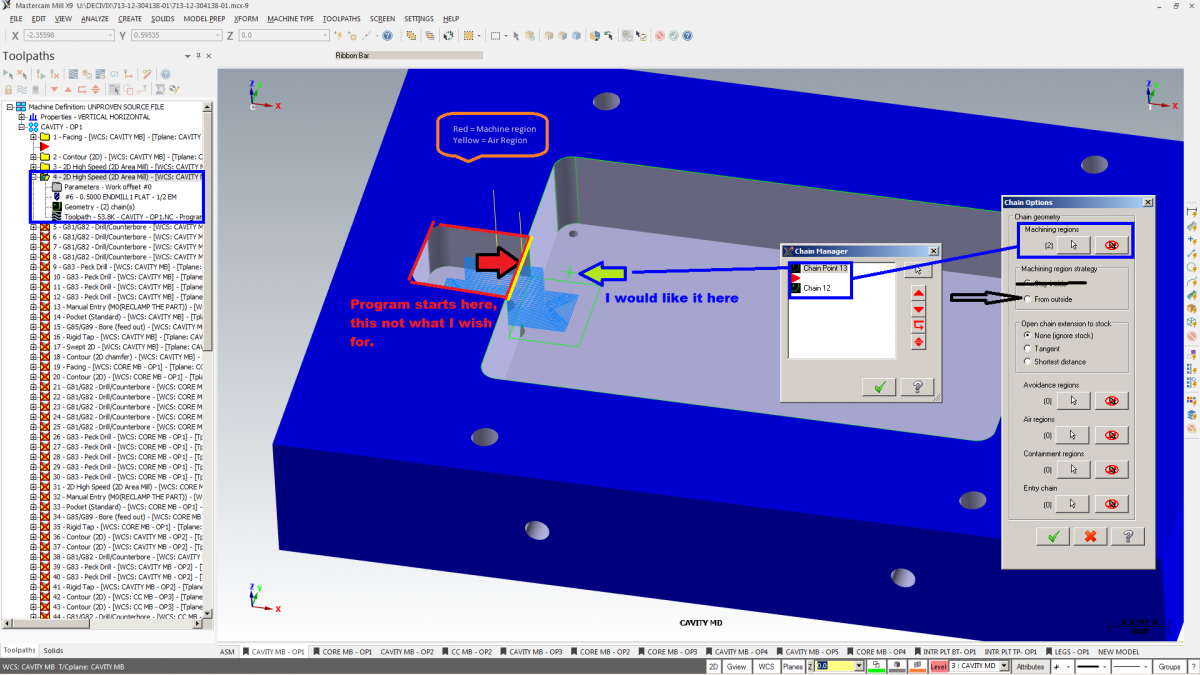
x9 Dynamic OptiRest cutting from the outside thinks it's pocketing
BCW replied to dvandewalle's topic in Industrial Forum
Ah, right. I guess I based my answer more on the picture and assuming you were optiroughing (my bad, it even stated optirest in the title lol). Usually when I do optirest roughing I will set my containment boundary much larger than the area to be milled and just let the computer do the work on analyzing whats leftover to cut. But in your instance it looks like you would be better off using optirough without a rest material since this is the first toolpath after facing, no need for rest material I would guess. In this pic you can see the grey area is the stock I want to mill and the containment boundary far exceeds where my cutter needs to go.
-
x9 Dynamic OptiRest cutting from the outside thinks it's pocketing
BCW replied to dvandewalle's topic in Industrial Forum
Make sure under "Toolpath Type" you have "From Outside" selected. I suspect right now it is set as inside. -
Try (re)installing the Visual C++ Redistributable Packages https://www.microsoft.com/en-us/download/details.aspx?id=40784 and disable antivirus during the install.
-
All those dirty operations send my OCD into overdrive. Thanks for that

-
Like others have said... .06 rad isnt that big, but going square may help. But with it attached to the rotary like that I think you are not going to get much better than what you have. Seems fine to me.
-
Associating a .stp file to open in Mastercam X9?
BCW replied to Scott Lent's topic in Industrial Forum
You could do this method without involving the IT dept. No admin rights required. -
I don't know if this is standard elsewhere but here in Maryland at the few shops I've worked we prefer wear mode. IMO it leaves less room for error having all 0's in your tool offset page. What is easier to look at and/or spot a mistake for you? Wear mode: -0.0000 -0.0005 -0.0000 -0.0002 or Control Mode: 0.2500 0.1245 0.5000 0.3748
-
It sounds like you have it right, although I would normally maintain a constant depth of cut instead of going deeper on the final pass. What do you put in your D value for a 1/2 endmill? This will determine whether you want wear, control, or computer. Computer = Cutter comp is hard coded in the program and cannot be controlled outside of mastercam, G41 is not posted. Wear = D value starts at 0 and if you have tool wear you would offset your D value -.001 for example. Control = D value starts at your tool radius as a positive number.
-
I am also wondering the same thing regarding the switch. I evaluated edgecam but found mastercam to be more flexible.
-
Check out Harvey tool speed and feed chart, they include stuff like recommended passes and feed calculations for internal & external threads. Should have everything you need to get started. http://www.harveytool.com/secure/Content/Documents/SF_54200.pdf
-
X9 Tool diameter change also changes spindle speed and feed rate
BCW replied to tony1001's topic in Industrial Forum
I know this is a while ago, but if you are still looking, I think what you are looking for is under Config > Toolpaths > Lock Feedrates
-
FWIW: I just tested it and it will in fact jump to a previous LBL 1 line.
-
Thanks this worked for me as well with a minor modification since it didnt like the "SKIP" i changed it to a 1 without quotes: TCH PROBE 586 Q356=+1 Q357=+0 Q359=+0 FN 9: IF +Q199 EQU +0 GOTO LBL 1 STOP ;TOOL BROKEN LBL 1 My question is this; If I have multiple tool break checks in the same program will the goto command only search forward to the next "LBL 1" or does it have the possibility of jumping to any of the other LBL 1 lines?
-
You are mowing your lawn and you wonder if you should cut using zigzag or if the newer dynamic path with 80% step ever would be more efficient.
-
Edit: Post removed since it did not reflect my views, but instead a co-worker posting under my account.
-
Good morning all, I wanted to see if I could pull some opinions from the MasterCam community. We currently have older Matsuura's (Horizontal and 5 axis) and are looking recapitalize our shop with new machinery and are considering using Okuma Mills specifically the MB4000H. I wanted to hear if any in the MasterCam world have had experience with the more recent Okuma Mills and opinions about build quality, rigidity, function and control ease of use and reliability? I would appreciate it if anyone could spare a few minutes to offer an opinion, thanks.
-
It was Verisurf! Thanks.
-
even pressing F9 doesn't get rid of it. Obviously its way too big lol
-
Sorry I should have specified! I found the gnomon for the dynamic settings but for some reason its right on the main screen. Doesn't seem normal.

-
Looked through the configuration several times but I cant find it!!!
-
Looks like the new Quadro driver fixed us up as well Thanks fellas!
-
We are having this same exact issue! Have you found a fix for this Dfedwards? We are also updating our video card drivers right now. Although I'm doubtful that it will help since this has been sluggish ever since the implementation of the advanced multiaxis and an upgrade to a new video card over the span of a couple year. I thought it was supposed to be sluggish like that just because of the different UI it uses, until I seen how quick it ran on a friends setup!
-
Out of the 10 computers Ive installed X4 on 2 of the computers have the same exact problem. When loading our Shoplink DNC software it also triggers a .msi file for some kind of mastercam x4 configuration (this never happened before, v9 thru x3mu1). There are some other programs we use which are also completely unrelated to mastercam that cause this configuration to be launched.. I cant figure it out!! A little bit of research says that it could be related to the users having limited rights, but all the other computers that are working fine have the same rights. Here are a couple pictures, if any of you tech-heads out there can figure it out.
-
I tried posting my suggestion about the coolant options over at the suggestions forum and it said I don't have access to post in that forum. Which makes me assume most people are also blocked from making suggestions.. Kinda funny how that works.