BBprecise
-
Posts
280 -
Joined
-
Last visited
-
Days Won
1
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by BBprecise
-
We've always used control here and I've been here for 17 of the 19 years they've had a CNC machine. The shop where the owner worked used control at the time and just carried it over when he started his own shop. The biggest benefit of using control (which I prefer as an operator) is the ability to see print numbers in the program and don't have to compensate for half the tool. Granted a lot of that depends on the zero position of prg and how the part is drawn. New machinists get training on this when they come through the door so no unexpected surprises. Neither style eliminates problems like the operator putting a bigger e.m. or forgetting to adjust the offset when a bigger dia tool is swapped in (only happens with regrinds which we live by). Plus changing hundreds of prgs as they are run would be a nightmare, the only thing I do differently now than we used to is I program to leave stock on, instead of relying on the operator to add to the CDC. This also allows me to see if I forgot to finish something when I use verify. Odd geometries sometimes require turning off look ahead, or messing with the optimize and roll cutter around corners options to get the right path, but that don't happen very often. JP and I discussed this a couple years ago because I couldn't get MC to backplot or verify a toolpath correctly although it would post correctly. My theory is "If it ain't broke don't fix it".
-
Jim, have any luck fixing this problem? My system does the same thing, but instead of white it goes black. I use the K350 keyboard and M510 mouse. Logitech has tried 3 times and can't figure out the problem. I just loaded new video card drivers and that didn't help. My pc's way behind on Windows update (if it ain't broke don't fix it) so I'm slowly installing the updates. Most of the one's I'm behind on are security updates though.
-
Jim, I assume when you created your planes you rotated your graphics view and saved the new view then went to planes and selected Planes = GView for each new view? Don't know why you would be changing the Rotary Axis Control options in the toolpath parameters. You should be leaving the Rotation type to "No Rotation". The machine definition and post processor will take care of any program rotations if set up correctly. As to the A's showing as A.09 in the control, this is because the program doesn't have a decimal point after the "A90." which will cause the machine to see it as A.09. The post processor should be doing this, I have 2 Fadals currently, one with the CNC88 control and the other has the Fanuc 18i control. We've had 5 diff. Fadals over the last 15 years (4 with the CNC88 control) so I'm quite familiar with them. The A330. posting as A30. sounds like you either have the axis rotation wrong in the machine definition or you rotated the graphics view the wrong way. I always go back to the top view when I create new views instead of going from the view I'm in 'cause it's easy to mess it up as the rotation amount is incremental from the current view you're in. You can PM me with any questions.
-
Deleted all files in regen folder and came up with 2:40 Dell Vostro 410 Core 2 Duo E4600 (2.4ghz conroe core) 4GB DDR2 800mhz (Windows is only showing about 3.2GB) Seagate 160GB Barracuda 7200rpm 8MB SATA HDD XP Pro x32 (SP2 with PAE) Quadro 600 1GB ram X5 MU1 I though it would be much worse. Still going to get a new rig for me and the other programmer. Also going to get 3 workstations for the engineers to run MC Design w/Solids, but I won't be putting as much money into their systems. Haven't decided if I'll build them myself so future upgrades will be easier or buy'm from Solidbox or Dell. For the programmers I want quality dual screens for each, and the engineers will each get a new screen, and possibly have a second. Any idea's on some screens? Programmers I'm thinking dual 22" Dell pro LCD's (would like bigger, but there's no room on the desks). All out files and most of the software is on our Terminal Server, so we all need to log in to view prints and create our setup and tool sheets. The only software installed on local pc's is MC. The server would cast her withers if I tried running just one instance of MC on it.
-
What's the distance from the highest point on the ear to the lowest on the point on the surface you need to machine? What I've had great success with in doing this type stuff is Harvey Tools line of long reach miniature endmills (page 34 in their 9/2010 catalog). I would rough out as much as possible with a standard endmill (smaller the better), then go in with an 1/8" ballnose and go right up to and finish the sides of the ears, then use an extended reach ballnose and just gently machine the extra stock from the corners. If your 3/8 e.m. is close to the same as the width of the slot you're not going to get a great profile but like David said you can get close. My idea would get you as close to a true profile as the accuracy of the machine, but you may not have those tools on hand. Good luck.
-
M01's are hard coded in my post processors to appear at the end of every tool, so I don't have to worry about it. If I want an M0 after a tool runs I use manual entry and type in the M0 and any text I want on that line and select "As Code" for output option (this keeps MC from putting parentheses around the hole thing. The only bad thing with this is that the canned text only outputs after the start of the next tool so I just cut & paste where I want it. The operators turn the OS switch on if they want to stop at the end of the tool.
-
Lathe tools can only be drawn in 2d as MC only sees lathe tools in 2d. You can't get an accurate representation of the tool in verify. For standard stick tools all MC does is take the tool as you see it in 2d and project it the amount you have in the cross section field. On custom tools it projects the holder the same amount as the width of the shank. If you drew your tool with a 1" shank, MC projects it 1". If you're trying to check for radial clearance behind the insert on an ID tool it won't happen, so you have to draw the tool from the end of the holder and use arcs to represent the part.
-
Allen, as you said I'm sure it's not all in the ballscrews some of it's in the tapered bearings, but getting the scheduler to give us the time to investigate is a challenge so we just use the backlash as a way to keep going. It's pretty bad when I was down there the other day when an operator was indicating a bore in to set his offset and he grabbed the end of the table, gave it a little yank and the indicator showed .001 movement. The owners moto is "If it still moves it ain't broke". Goldorak, .0002 at full rapid, must be nice, I've seen 5 new Fadals come through here over 15 years (latest one with Fanuc control) and I don't think any of them could hold that when new and feeding into position (ya get what ya pay for). I'll look in to the M46, I knew about the G60 for Fanuc controls, but don't remember the M46 in the Fadal books. Works slowing a little, so I'm gonna suggest a little PM to save some aggravation. These machines are great for what we used to do, but not with the stuff we do now. Just not designed for it.
-
If you absolutely can't find the manufacturer I'm with Leigh and just buy a new chuck. It's not pretty when chucks come apart. Had one of our 40" chucks come apart on a VTL about 3 yrs ago and the 800 lb part came out the side of the machine and this was an SMW Autoblock chuck.
-
I've used the Kennametal hydraulic system before and believe they are an exceptional system. I think shrink fits are better, but the added machinery needed really makes it difficult for the operators to change holders if needed. Especially since the only holder kept at each machine is a long nose 3/8" ema for edge finders and indicator shanks which the operators are always changing out. The shrink systems I've seen take several minutes to heat up enough to release the tool which is lost time.
-
We do this when we have to hold a true position of .004 or less. Sometimes it's in relationship to a datum surface we're locating on, but usually it's from one hole to another that are being machined at the same time. The mills are Fadals and maintenance is a running joke around here (we adjust the backlash ourselves, one machine has .004 on the Y axis in the center of the travel). You don't want to know what happens when you put an indicator on the table at one end of the X travel and move to the other end. A lot of our parts have .002 true position and even the machines when they were new would struggle to rapid into place and hold .003 true position so we do what we can with what we have. My theory is as long as you do it the same way it doesn't matter. I just kind of laughed though when one engineer said there's an industry standard when it comes to this.
-
Me and some of the operators are having a conflict. We don't agree on which way to feed in to direction when machining a hole that requires us to feed in to position to achieve the positional tolerance. I have always fed in the X+, Y- direction at the same time, another operator feeds in the X+, Y+ independently, and another says there is an industry standard to feed X-, Y-. What do you all do?
-
Sure am. Raced Slash's until October when I bought a FT SC10. Still race the Slash once in a while to keep all the Blitz's, XXX-T's and others in check when they get cocky that the Slash's just can't keep up. Once the outdoor track opens up at the HS I'll be racing a 2wd Slash and my brushless 1/8th scale buggy. My local HS. What do you run?
-
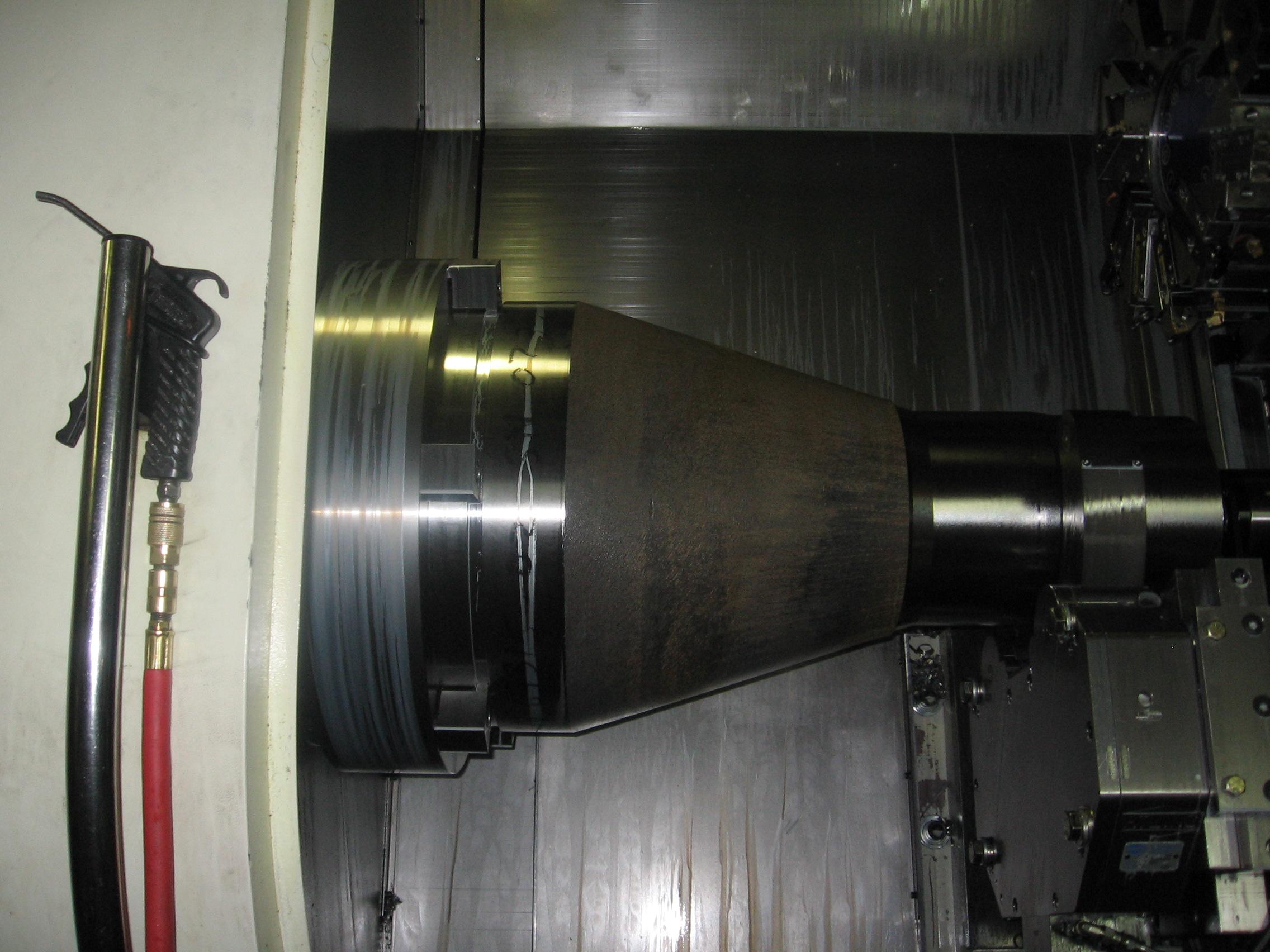
All of our 10" chucks are Kitagawa and we run them up to 3500 without problems. Our 12" & 15" are capped at 2500 depending on the size of the jaws, the 18" we stop at 1500, and our big 36" & 40" on our VTL's are capped at 350. Like what has been mentioned before a lot depends on the mass of the jaws and the pressure's needed to securely hold the part. If you need light pressure you need to keep it slow. Most machines have a label on the outside showing how much gripping force is lost at a given rpm. When we change chucks we actually alter the max rpm parameter in the control itself to what we consider safe for the setup for every job. The setup below is our 18" chuck (which is inside the part) with a ring that is 26" in dia, c'bored to fit over the chuck from the back with 3 bolts on the back side. The part is Ti6-4, 20" OD, 34" long and weighs about 400 lbs. Would you want to spin this at the chucks max rpm of 2000 as stated by manufacturer.

-
Oh, I agree on being faster with the ball. Thats why I bought it. You just use your thumb so much more than I think the muscles are designed for. I did love my trackball dearly and will take it home for occasional use. I had to buy a laptop because my wife was on Facebook so much I never had a chance to get on the pc, so no need for a mouse on a laptop.
-
That was my problem. It was like it didn't want to move . I've always had to buy my own. They don't realize how much time and pain a good mouse saves. I've held the Rev. at Staples before and it doesn't seem to fit my hand any better than most other mouses I've tried. I've looked at the vertical mouses, but Staples doesn't have any to try.
-
Had a Logitech track ball for 2 years and got rid of it because it was aggrivating my tendonitis and causing discomfort in my thumb.The speed at which I could move the cursor was great, but small movements were difficult at least for me anyway. Plus having to clean the pads the ball sits on every few days is a hassle. I just had someone from our workers comp. insurance come in and do a ergo. eval. and he mentioned he doesn't like the trackballs because you arm is stationary and doesn't expell he lactic acid buildup in your muscles (my O.T. said the same thing). Right now I'm trying the M510 from Logitech (bought it with the wave wireless keyboard). I've thought about the Revolution, but the company wont pay for a mouse (definitely not a $100 one) or anything if the plain Jane ones I have work. Now the problem is the Logitech software is messing with MC. I have to run the hardware acceleration in Win one notch above disabling it in order for it to work without black screening. It worked fine with my trackball, but not with my new mouse and keyboard .
-
I've got the Explorer and love it. Makes it a lot easier dealing with solids. Best way to get it is direct from 3dconnection. Get it on a trial basis for like two weeks, then they'll call you up to see if you're interested and take $100 off if you buy it. That's how I got mine, but they may not be doing that promotion right now. The company wouldn't buy it so I paid for it myself so the $100 off making it $199 made it to hard to refuse. I looked at the Pilot, but wanted some programmable buttons and wasn't sure if it would be heavy enough to stay on the desk (was never told I had a gentle touch ). Now if I could just find a mouse I liked I'd be happy .
-
I'll talk to the powers that be and see what they say. I've been looking at getting the new Quadro 600 card, but for only $40 more your's would be a better deal. Starting to work with customer supplied SW files more and my GeForce 8300 with 512MB isn't cutting the mustard. I'll let you know.
-
gcode, how much you want for that FX1800?
-
Me too, although the generic 1-3 axis machine will work for the most part.
-
Yeah, heard that before
-
The only info you need to draw the rack is the PA, CP or DP, and the basic tooth thickness. On prints that have a spur gear, this info is supposed to be in a special block on the print. The machinery's handbook has a lot of info pertaining to spur gears. The rack teeth are angled except for the 14-1/2 degree composite system and look like acme threads. Depending on how you're holding the part, you can buy gear cutters and all you need to know is the PA, DP, or industry standard number. Used to do a lot of spur gears (mostly small stuff so we did it on the EDM).
-
Depends on the tool radius. I use a chart I have for turning that I use and it comes out pretty close. It's actually from a Greenleaf catalog. A 1/8" radius tool with a .03 step over should get you close to a 250.
-

is disable hardware accel in verify NOT in x4mu3 confi?
BBprecise replied to Chris Rizzo's topic in Industrial Forum
Do you have a MS mouse with Intellipoint? I had one and it caused great problems with verify and backplot. It's in the screen options, under graphics support.