motor-vater
-
Posts
379 -
Joined
-
Last visited
-
Days Won
4
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by motor-vater
-
My Family thanks you to Ron. Emastercam community is true job place security.. lol
-
It is a production shop. I'm already shaving time by using my chair of Mcam vs. their oneCNC. But my goal is to improve my game, for the sake of bettering myself. Obviously my employer benefits aswell. Thank you for your insight, one thing I hate is rapid moves, but I am limited in my knowledge of how to eliminate them. I am constantly seeking improvement in my process but find the lack of material in these processes does not help. That is why I am grateful for yours and others help on this forum. I literally learn something new everyday.
-
Example? Are you saying just transform around instead of sub? Subing gives us the advantage of indicating each part at its own WCS vs. hoping the fixture is true, that and the memory on these machines is seriously lacking. But I might not be following what your are saying, and completely outed myself as in over my head... lol
-
That is exactly why I love this place! Thanks Ron
-
OK as always great info around here, I was able to modify the MPMaster to do alot of what I wanted but made an example just to proof it out. I would like to share my file as to get some pointers and tips to see if I am doing it right. With my example they are just simple tool paths. So I was able to use the 2 parts on the top for the main paths and then sub from there. In a real example their might be heavy code involved with opti roughs and surface toolpathe etc. So my question would be how to sub so that I only program one part then machining both parts, then rotate around the 4 sides. I am looking to keep the code as light as possible. I appreciate all the tips and pointers, looks like I'm gonna be doing alot of this kind of work and I am looking forward to kicking its xxxx! As a side not I have not tried to stick this in a machine yet so I am not even confident the code works the way I want it to.. lol but it looks Kosher, except the A goes past 360 but I'm not even sure that's an issue. Please feel free to critique my attempt, only way I will learn. tombstone exper.ZIP
-
Anyone know of a good place to acquire a lesson in sub programing with transform? The new job requires alot of sub programing and I'm not liking doing it manually. I have spent days and hours off the clock trying to figure it out, but always get mixed results, weird program numbers, etc. I am getting pretty burnt on the trial and error process and just hoping there is some material out there that can give me a basic understanding of how to correctly use the transform feature to do tombstone work. Like make one tool go all the way around, then change tools and move through the next op..... I have gotten them to work, but had to hand edit the file. Maybe its just a name the file correctly problem not sure really. In normal programs when I am setting up all the stock parameters, etc. I give a file a number like say 05000 when I post, it always comes out O00000 (05000). So maybe I just need a tutorial in properly naming my ops for the subs to work correctly...lol As always Thanks
-
yup double parenthesis it was.. Even the bad tool height was because of the same double parenthesis lower in the code... Amazing how the most simple things can drive you insane... I love machining...
-
I see this almost Daley. I seem to live in verify It also zooms way out. My work around has been to move my mouse courser up to the save icon then keep hitting enter after about 20 pop ups it will give you about 2 seconds before the next series of pop ups. Thats when I hit save. Some times it stops the madness right there, sometimes I have to open task manager and shut down and re open.... Its a PITA but atleast I can save my work...
-
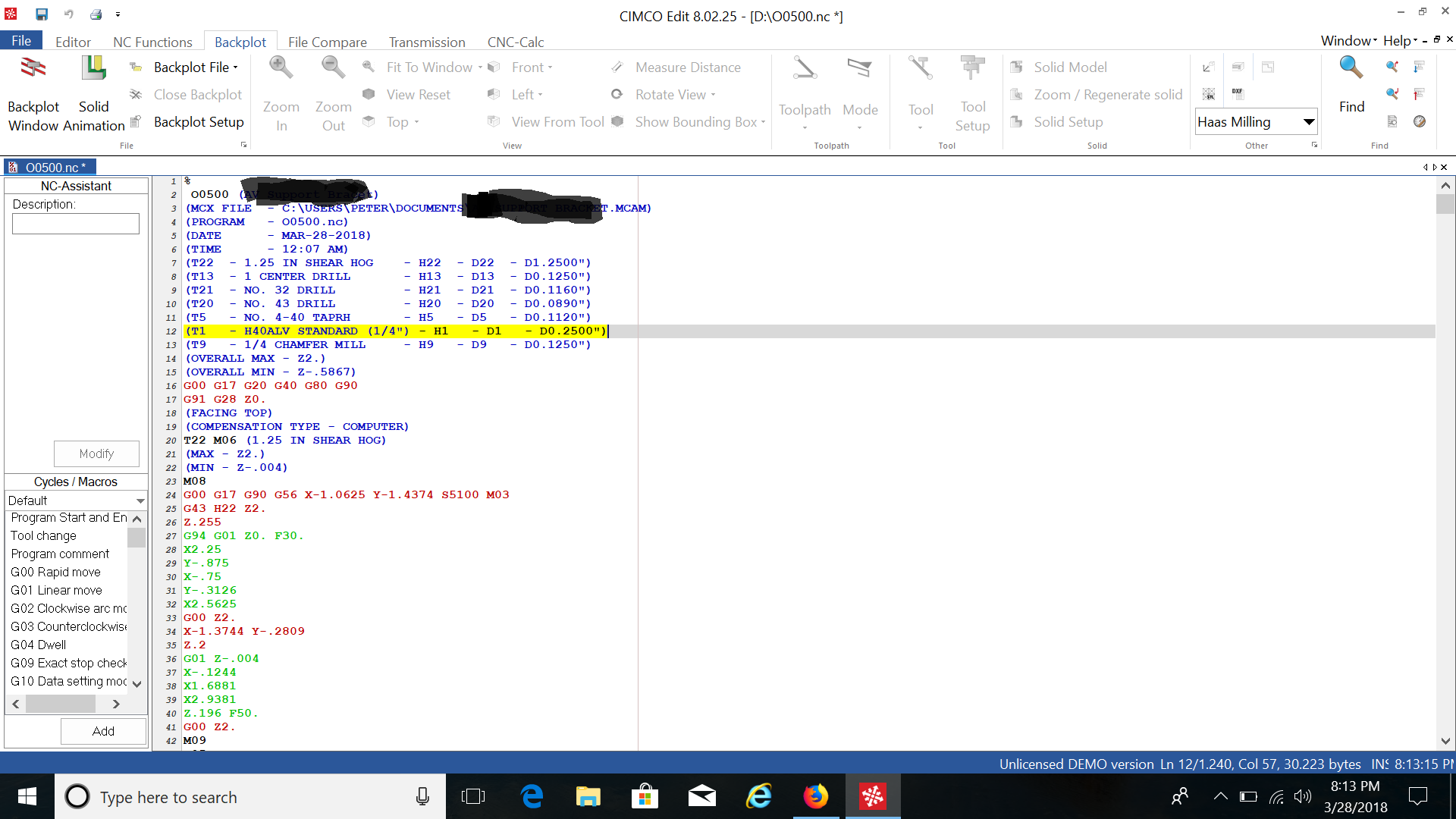
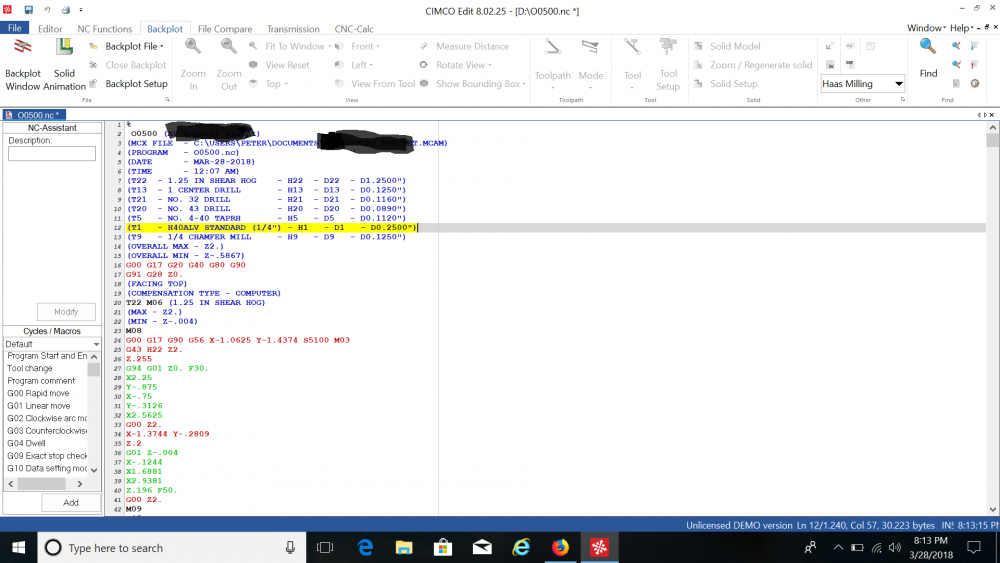
So went back through it, and all T values Match their H Values. I also went a head and removed the precalls for now. I Have a section in the middle of the program that optiroughs, rest roughs and has 2 contours, they all use the same tool, and in between programs it has a the comment from the tool selection page in parenthesis but never has a tool or height call out after the first one which makes seance, its all the same tool. So I Will try to feed it back into the machine tomorrow and see what I am up against. Also after doing some searching online seems a double parenthesis has been known to trigger the invalid code alarm. Low and behold I found one of them (See Pic) so Ill remove that too... Still open for suggestions, but I'll give this a go and see where it takes me next.
-
Thank you for the suggestion, I will check it again just to make sure, but I have been through it line by line. Everywhere there is a T# shortly after is a G43H(same #)... But it wouldnt be the first time I found something hiding in plain sight... lol
-
So I am doing war with a VF2 SS a few years old, not nextgen. Anyway when transferring the file onto the control get an alarm, Invalid Code! I have ran the program piece by piece and it works but as a whole no go. I verified the program on the control and it faults out saying I have a different tool and tool height somewhere. I'm thinking that is the precalls cause it is all corect when manually verifying the code. So I'm sure that is not the invalid code. How in the heck do I locate where this is going bad. Why cant the control give you a dam line number. WTF. I ask because I know I am not the first to deal with these issues. If I had to guess I would think its in the optirough program cause I cant get past that in the verify, but if I post the optirough by itself it runs perfect.... I already weeded out the M29 in the tap cycle by isolating programs and just running them but that was the only thing that stopped the machine. Everything runs fine alone but again when combined bam INVALID CODE.... Could it be in all the notes at the top?
-
Whats the 5 to 1 rule. After I know that I'll consider the benefits...lol
-
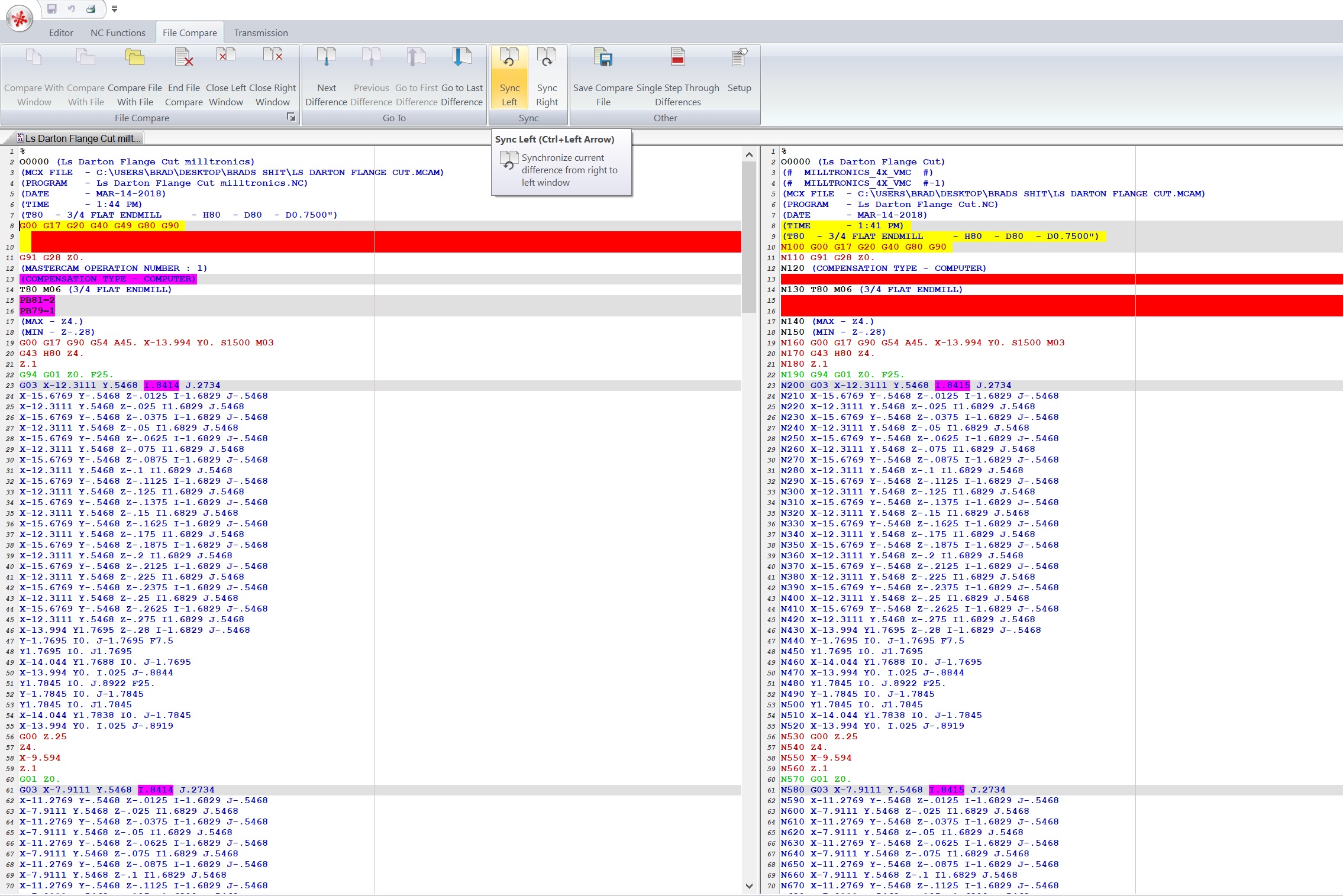
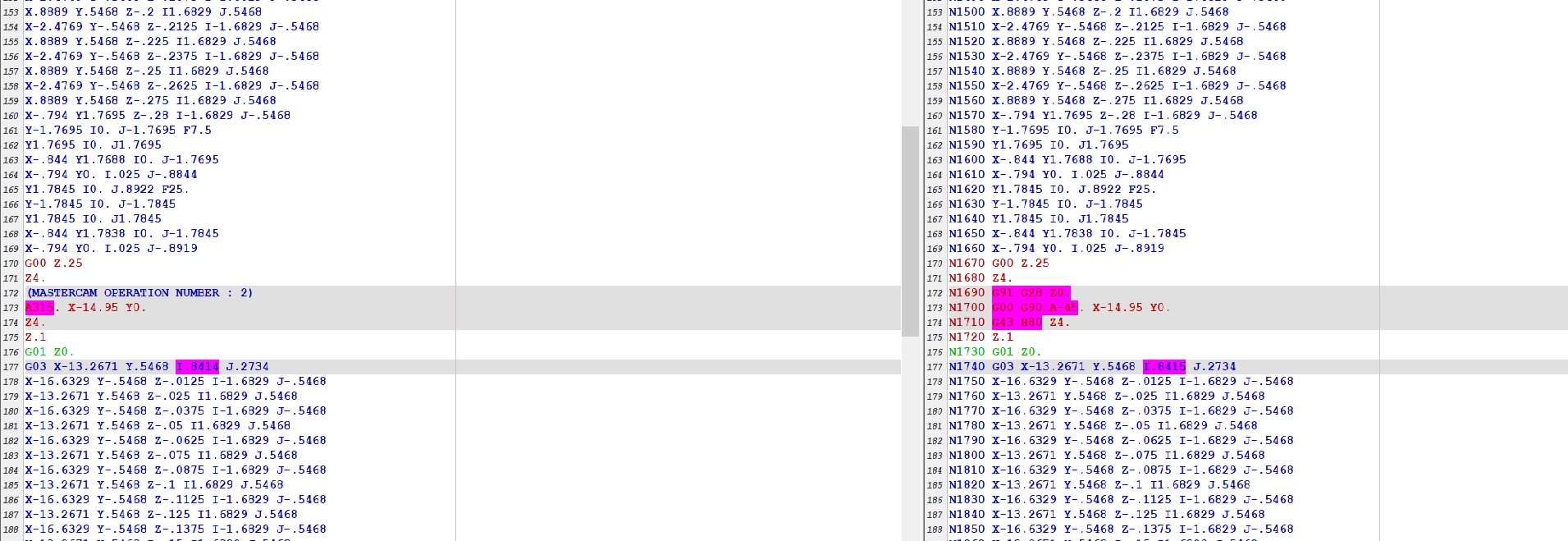
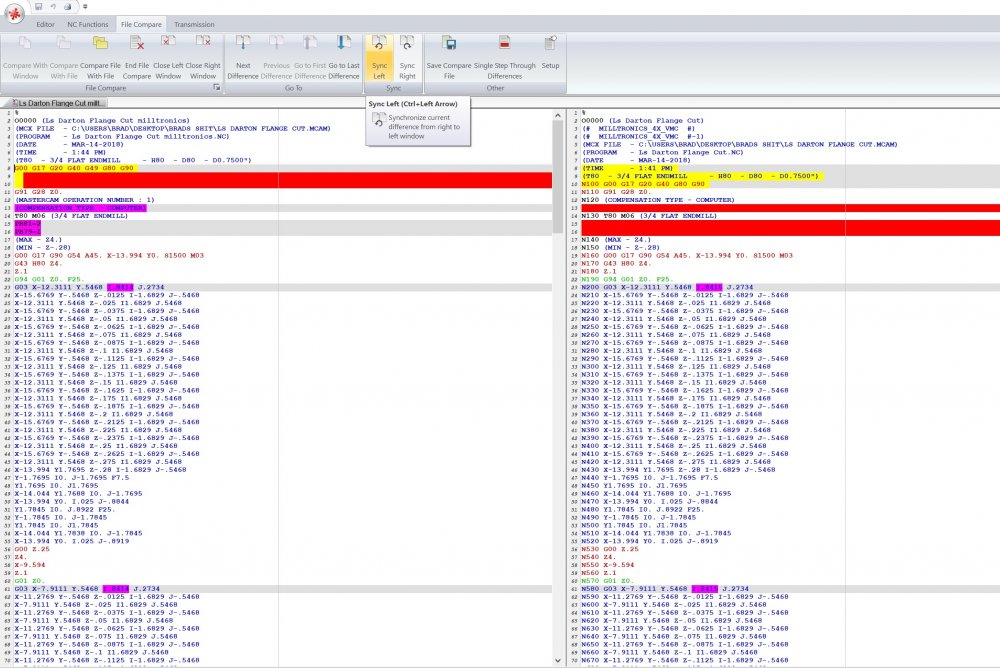
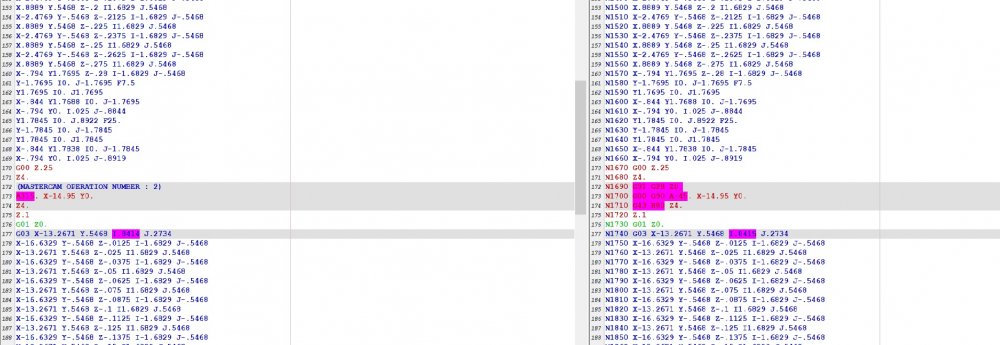
A few subtle differences Ill have to mess with. The new Old Post includes G49 in the first string, and the New MP Master throws a G28 Z0 in between ops and the I numbers are off by .0001
-
LOL I just change it to use the newest MPMASTER Post and that did it, Can it really be that ez? I have to still compair Gcode to make sure its good but hey I got A-45
-
For sure, I've been mostly dead all day! lol Already tried it Colin, that turned the 315 into a -315... Yikes! LOL it is a MPMASTER post... says so.
-
2002-2011 atleast according to the log at the top
-
What should I throw in there
-
Its a Milltronics post
-
No go on that, any other thoughts? and Thank you
-
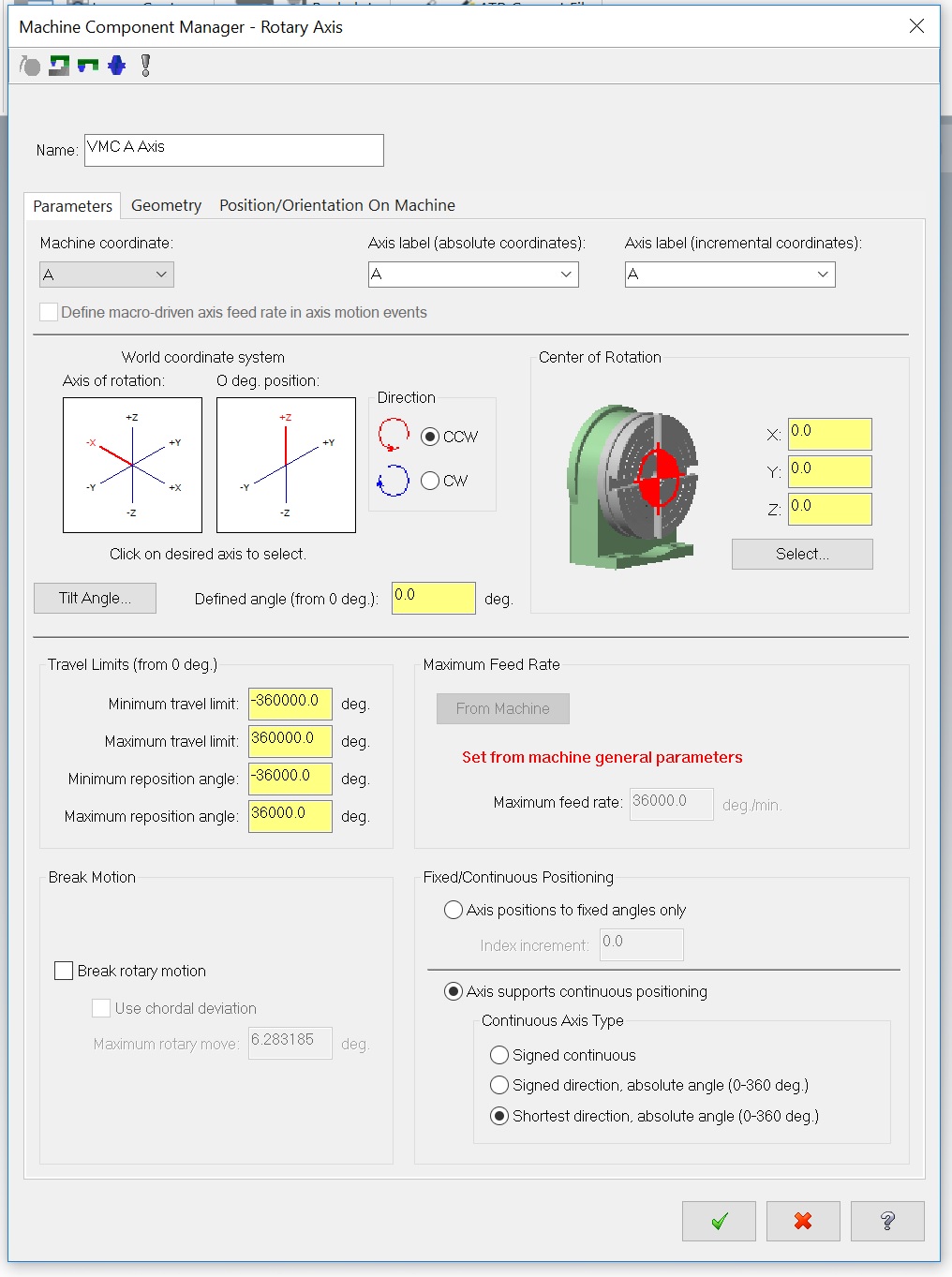
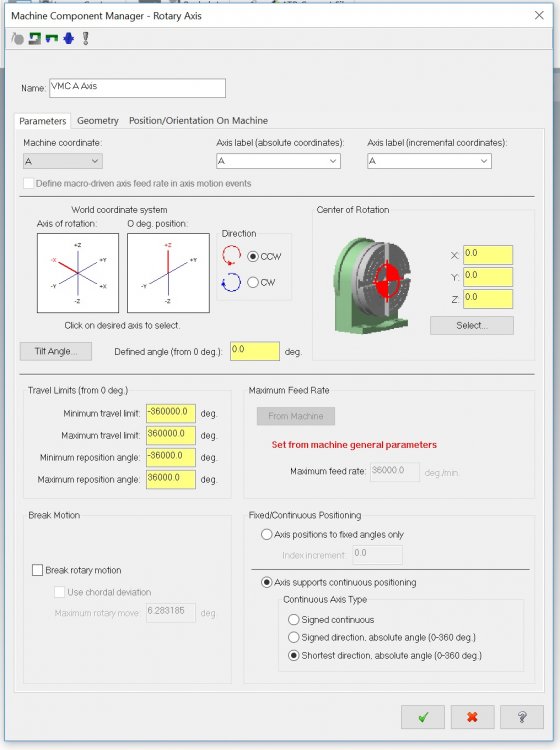
I am a little stuck, not sure if its in the post or config. I have a part, engine block I need to machine at A45 and A-45. I set planes for each etc. but in the post it goes from A45, then to A315. Which is fine in theory except this block is to tall to rotate all the way around. I can manually edit the 315 to -45 but thats getting old. How do I fix this
-
X100for Cura. EZ PZ. Why reinvent the wheel.
-
Guess who you r the man! That did it perfectly
-
So I'm playing with the MPMaster 2018 and I want to get haas offsets. I am no post expert but seems straight forward enough to figure out with your help. Right now its set up to output G54-G55-ETC until it gets to the P's but the post is outputting G54.1's instead of G154's Looks like somehow I must tell the post this is a haas. Is that something in the machine def, or control def? I'm preety sure the IF/Else Comments are trying to do what I want allready? pwcs #G54+ coordinate setting at toolchange if wcstype = two | wcstype > three, [ sav_frc_wcs = force_wcs if sub_level$ > zero, force_wcs = zero if sav_mi9 = 1, workofs$ = sav_workofs if workofs$ < 0, workofs$ = 0 if workofs$ <> prv_workofs$ | (force_wcs & toolchng) | sof, [ if workofs$ < 6, [ g_wcs = workofs$ + 54 *g_wcs ] else, [ if haas, [ p_wcs = workofs$ - five #G154 P1 to P99 "G154", *p_wcs #g_wcs = workofs$ + 104 #G110 to G129 #*g_wcs ] else, [ p_wcs = workofs$ - five "G54.1", *p_wcs ] ] ] force_wcs = sav_frc_wcs !workofs$ ]
-
Man I am the worst at this! I do alot of design work before I even start to toolpath and things get messy quick. But I have been making it a point for the last year to get better. So these days I do all my design work in one file then save some with finished geometry. Being able to have two files open helps me alot to because if I have a toolpathing challenge (you know where you try every single toolpath to get what you want) I do it first on my hoarder version. Then I will just redo it in my archive version. I am careful to actually name my levels and put comments in the tool section, etc on this version... So now if you see my actual program file you would get the impression I'm pretty organized, but in reality I am friggen wreck!!! lol Does it take a little more time? sure maybe, its debatable, but I know if I open these files 3 years from now I will be happy vs. when I open files from 3 years ago, YIKES! Everything gets backed up on a 1 TB seagate, to cheep to not have this option. So I have programs in 2 places Computer and back up, and NC code in 3, because all my machines have memory with hundreds of programs on them. But now that I think of it I could probably stand to get a back up for my back up. I have had external hard drives fail in the past.
-
So I downloaded and installed X+ on 2018 and am playing with it. But I have an issue with the add fixture stuff. I am sure it is me and has been covered somewhere but Ill ask anyway. When I try to bring in a clamp it pops up asking if I want to convert to imperial... Obviously I do But then the clamps dont land where they are suppose to be. I really dont want to convert my file to metric for this to work right. Whats the fix?