guitar
-
Posts
415 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by guitar
-
Challenge: I would like to create shoulder bolts in MC quickly just like in NX. Can you?
-
Yeah, I remember the first time I used the Dyna Face op. The setup guy came in screaming because his finish facing path took thousands of lines of code. That was filtered at .03". Not just my opinion. Also the OP position as well.
-
I think you missed the initial post. He said dynamic facing caused code that was too large for his application.
-
That's not the point. I know how to contour. The point is the Facing op is next to worthless. Even on simple geometry.
-
You are correct. The X8 dynamic mill paths were better than the X9 optirough. At least X8 could process the depths correctly.
-
Realistically, you don't need to create geometry if you use the pocket ops. Just select the solid face (and maybe an entry point) and you are good to go. You guys are right. The facing op is simple. I just think it is too simple. Below is a picture of a VERY simple part that MC completely bombs on.

-
Please elaborate on how perfect the MC facing routine is. Maybe, after 10 years of using it, I am unaware of the proper use.
-
Yes, that is good. And, we are assuming that he is facing simple geometry in this case. If you get any more complex than a simple rectangle, MC facing always seems to fail. Then you need to start playing around with pocketing because the MC facing paths are severely limited and start demanding 50% tool overhang. One thing that really frustrates me is the inability to specify F/S and stepover over rides for the finish pass. So, your facing almost always ends up being 2 ops.
-
That is cutting air. The idea is not to leave the part.
-
Keep in mind that facemills are generally large diameters and clearing the part of the radius of a facemill can take alot of extra time for each pass. Yeah, if your are doing 5 aluminum parts it may be no big deal. If you are doing 1000 steel parts, that can be a huge cost.
-
pocket T.mcx-9
-
Actually, what you could do is program to cut 1 depth and then use transform with a negative Z delta shift on a pth that uses toolpath editor. This would be almost the same as using depth cuts.
-
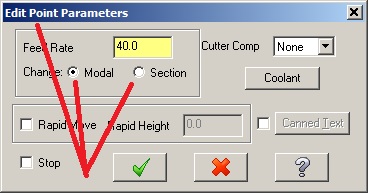
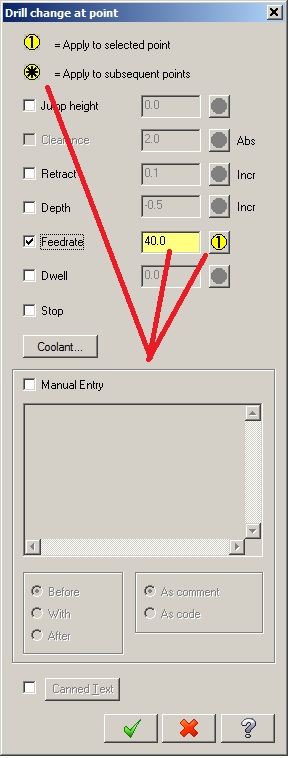
For drilling CAP use 1st picture "untitled" For contour use "toolpath editor" instead of CAP pic "untitled2"


-
I think you may want to go back and review your history. Starting with Surfcam
-
And, while we are on that subject. This form of milling process was NOT designed by Mastercam. This was an add on created by a 3rd party vendor...Nexion who initially created this to work within Surfcam. This process has been sold to may other Cam companies, including NX. So, don't go claiming some great achievement by MC for "creating" these paths.
-
This would have been done much easier and quicker in NX.
-
"Glad you got it figured out and you can define the exact entry and exit using that vertical line. " LOL. Why would you want to? Just create entry/exit points using 2d paths like everyone else on the planet. You can even control the entry feed over ride using this method. Creating vertical lines for entry/exit is non productive. It's like creating a 3d tool path when a taper mill can be used, and faster. Really, now. Teach him the correct way to do it. Life is much easier that way.
-
Yup. Look at the yellow icon within the CAP dialog. Look at the one you have selected then choose the other one.
-
Unfortunately, we don't toolpath with NX here
-
Most of our tool holders are circa 1970. Unfortunately, it survived. Just a stub, solid em holder.
-
Well, since it is an endmill made for aluminum I would say not very well. Maybe you can tell us.
-
I have always had to use a dongle in order for the linking to work. I could never get it to work from the network.
-
Dynamic optirough milling with a 3/4" Swiftcarb Rampmill with 3.0 extension. 40% Rdoc 1.25" Adoc 11000 rpm 350 ipm 7 deg ram at 170ipm @ .72rad Alum 6061 Pocket size 20" x 5" x 2.4"depth We ran hundreds of parts with this 1 end mill over the past 7 months. Yesterday I said, "sounds like your end mill is getting dull". Operator said "no way". Today, it finally broke. I love these Swiftcarb end mills
-
Poorly
-
Yeah, I knew that's what your mechanic would say to you.