





Joe777
-
Posts
67 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Joe777
-
Slot mills not working correctly for stock model creation
Joe777 replied to Programinator's topic in Industrial Forum
Thanks JParis, Yeah, I should have mentioned that I'm still using 2020 Most of my colleagues moved to 2021. I have noticed that when updating post from an elder version to a newer version: certain settings in control def do not retain. Also, I have noticed that using a stock model for "rest machining" is not as good as saving the stock model to .stl and then using .stl as cad file Regards. -
Slot mills not working correctly for stock model creation
Joe777 replied to Programinator's topic in Industrial Forum
Check that "Lead in/out" are correct , It's easy to miss on a back plot. Else, it could be "Rapid motion linear settings" in control def. Also make sure that all your rapid movements if possible are above the part. -
If you are after a quality toolpaths; most likely you will have to remodel everything from the drawing. Converting from one format to another does not help. If it's a simple part, remodel it to a drawing. If it's 3d complex, ask customer for a model that matches the drawing. My QA department keeps telling me that the Customer's drawings precedes the model tolerances. I agree, I tell them to adjust the model accordingly!
-
ALT+PrtScn, mspaint->paste, Save As.
-
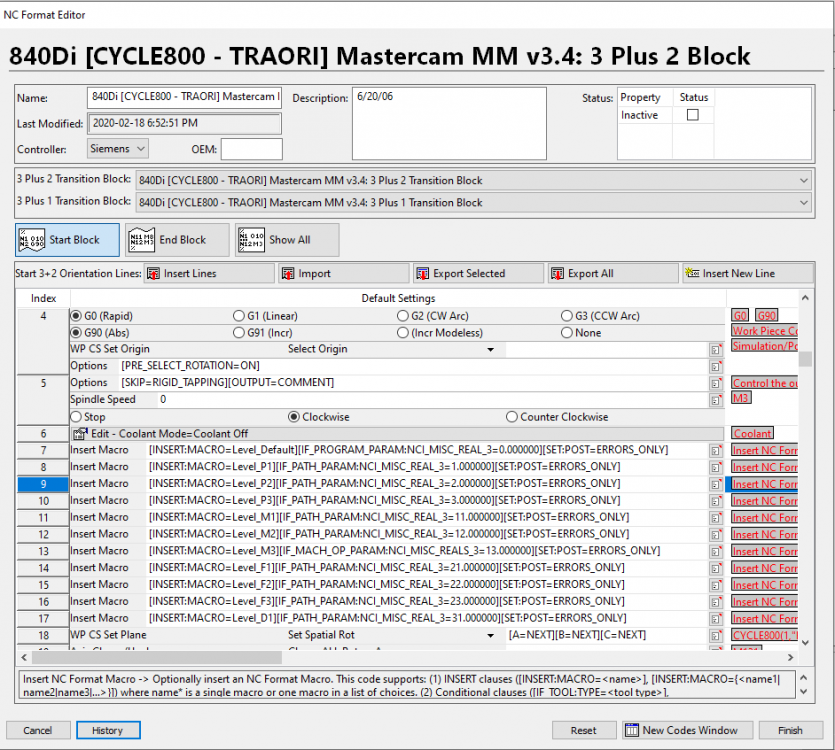
Leo, could you please shed some light on Cycle832? It's like Cycle800 and Traori was not enough. Seems to be zero reference to 832 in Camplete. Yet, it indirectly mentions HONRx.
-
From our Hypermill post, not related to Camplete: It seems to be HONRx . Hopefully it helps someone: on mam72-35 fanuc it's standard G131 P,M,F. On our's mam72-63 fanuc it's G131 R. On Cublex-42 siemens 840 it's HONRx.
-
Thank you Leo. I'll give it a try.
-
Excuse my frustration, but I have trouble any of these to get working. All I get is M131 without any further output, the finish looks like after chewed up splines.
-
Next time I'm to see Mr.Katsu: I'll will personally ask him about Simens Cublex-42 frankenstein!
-
Leo, Please pardon my ignorance. I understand what you mean by ME1 and ME2 labels and I know where " start path block " is. I just can't figure out the correct NC Format. Thanks.
-
I'm just curious, was anyone able to correct an issue with Camplete-completely ignoring "Manual Entry" from Mastercam. Dear Jesus! If you can hear me.
-
Scallop (constant-Z) with continuous ramping ability
Joe777 replied to SlaveCam's topic in Industrial Forum
Thank you for your effort. Perhaps this port was a bad example. I mostly use this toolpath for roughing purposes. The problem becomes more apparent when you try to rough an odd shape from the outside. -
Scallop (constant-Z) with continuous ramping ability
Joe777 replied to SlaveCam's topic in Industrial Forum
Imho, It's an issue of how Mastercam handles Moduleworks Triangular mesh toolpath's . The post is fine. -
Scallop (constant-Z) with continuous ramping ability
Joe777 replied to SlaveCam's topic in Industrial Forum
Mr. Bouman do you mind testing any of yours in-house posts through Triangular Mesh toolpath? -
Scallop (constant-Z) with continuous ramping ability
Joe777 replied to SlaveCam's topic in Industrial Forum
Try it. port.mcam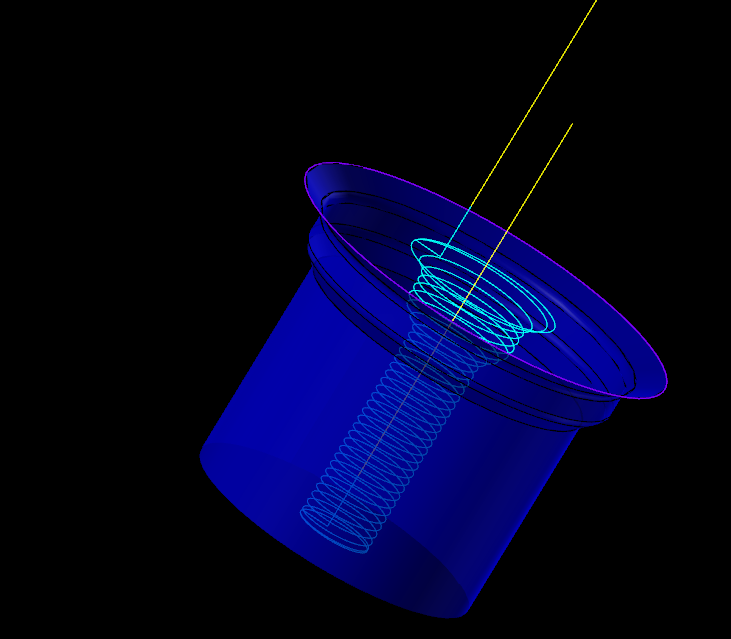
-
Scallop (constant-Z) with continuous ramping ability
Joe777 replied to SlaveCam's topic in Industrial Forum
It's an old proven Mam72-35 post done by the House. Everything works great expect for Triangual Mesh toolpath's: I modified the post to force the Lock through the misc op variable but I don't like it. It's clearly not a post issues. -
As, JParis said: If it's a compound angle that I want to machine on 4x. Create a plane or hole axis, post it with a 5x-post. Than you'll know the two angles are
-
Scallop (constant-Z) with continuous ramping ability
Joe777 replied to SlaveCam's topic in Industrial Forum
Apologies Mastercam for resurrecting an old topic. It seems that all of the moduleworks Triangular Mesh toolpaths are treated as 5-axis. None of the 4/5x posts would output axis M-lock codes. Let the cuttype be controlled by the tool axis control, post problem solved! Why waterline or surface finish contour does not have spiral cutting method. Most of the surface roughing toolpaths almost always leave more stock than specified anyways: not a problem for aluminum, yet a huge problem for Inconel. Am I missing something here? -
Program Organization
Joe777 replied to Joe777's topic in Mastercam C-Hook, NET-Hook and VBScript Development
Your help is much appreciated. Coding is not an issue. This topic is about agreeing everyone on some sort of standard that will suite everyone. -
Program Organization
Joe777 replied to Joe777's topic in Mastercam C-Hook, NET-Hook and VBScript Development
Next step is to sort all the geometry/surfaces used in each of this groups to its own levels, named accordingly. It will make everyone life so much easier. I want to be able to open any program: run through a hook and get it into agreed standard format that I can easily understand. -
Program Organization
Joe777 replied to Joe777's topic in Mastercam C-Hook, NET-Hook and VBScript Development
Something like this: The group name corresponds to the tool description, if the same tool is used later on in the program, the same name group name is used but with different prefix.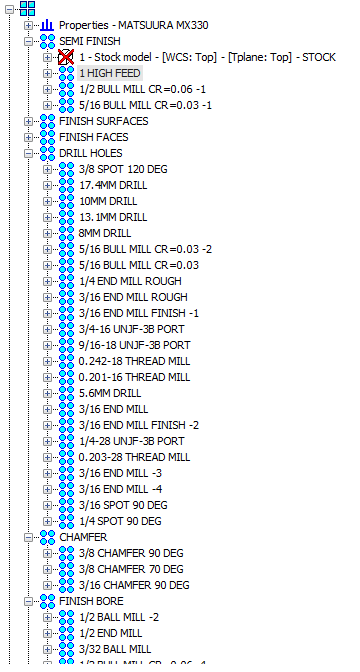
-
Program Organization
Joe777 replied to Joe777's topic in Mastercam C-Hook, NET-Hook and VBScript Development
I think we need to have a discussion about this but let's start from "Toolpath Manager". Having 250+ operations in the same group is not very informative. Let's group operations in sequence with the same tool into it's own subgroup. If the same tool to repeat later on we create another group with a different prefix. -
There is no standard on how the Mastercam program should be organized. It becomes extremely time consuming to understand someone else's logic. When it comes to revision changes: dealing with old school 250+ operations, all done on two color coded levels becomes a nightmare. I wish there was a hook to organize a program to an agreed standard.
-
Vericut v9 with it's updated graphics is amazing. You will find yourself sleeping a lot better at nights! Mastercam has done good progress towards machine simulation. Hypermill simulation is spot on. it takes hours of Mastercam cheating to replicate some of the toolpaths.
-
For these depth: you get a 4 flute HSS tool and bench grind 2 flutes off. Invest into some good ear muffs and it will do the job. Kennametal and Korloy has some indexable tools for these applications.
