Joe777
-
Posts
67 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Joe777
-
The problem is caused by "Dog leg rapid movement". As Josh had suggested. There is a bug in Mastercam X9, you have to double and triple check if the rapid motion has actually been updated. I bet the 4 tools that cause a problem are used to machine a number of operations at different planes before the tool change. Try to force a tool change in between operations.
-
Are we the only one to keep this conversation up besides the original question
-
I usually take RS232 cable and hook it up my rear. It takes 3 farts to setup up a COM3 Port. The Baud rate is a little more complex for Mastercam 2018. You should contact your Mastercam Reseller for the exact sequence..
-
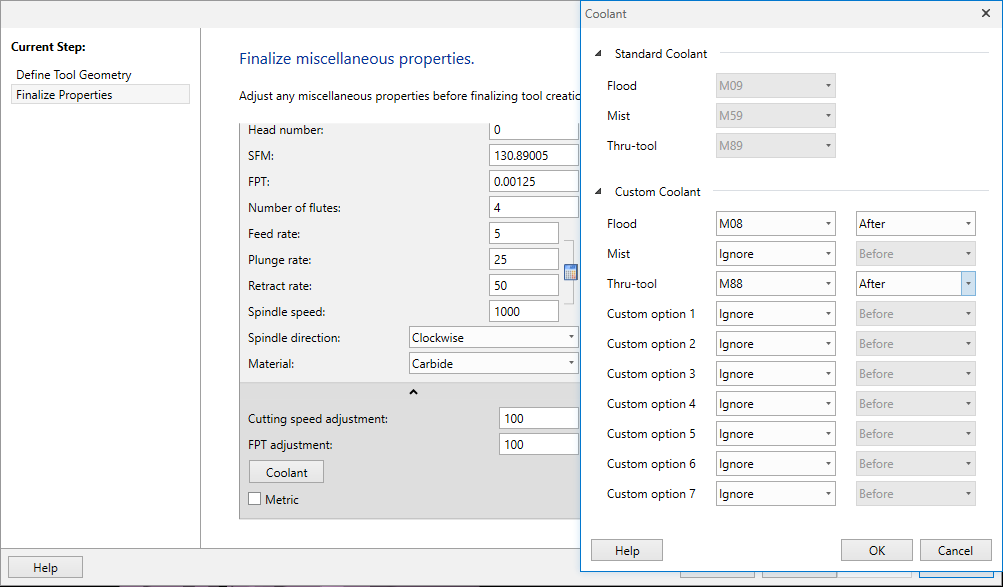
Separating Flood and Thru Spindle Coolant By Tool
Joe777 replied to cncgotoguy's topic in Post Processor Development Forum
As Colin had previously suggested, you need a different post. The "Standard Coolant" options in tool def are disabled. The Values are taken from Machine Def. None of these values are in the post.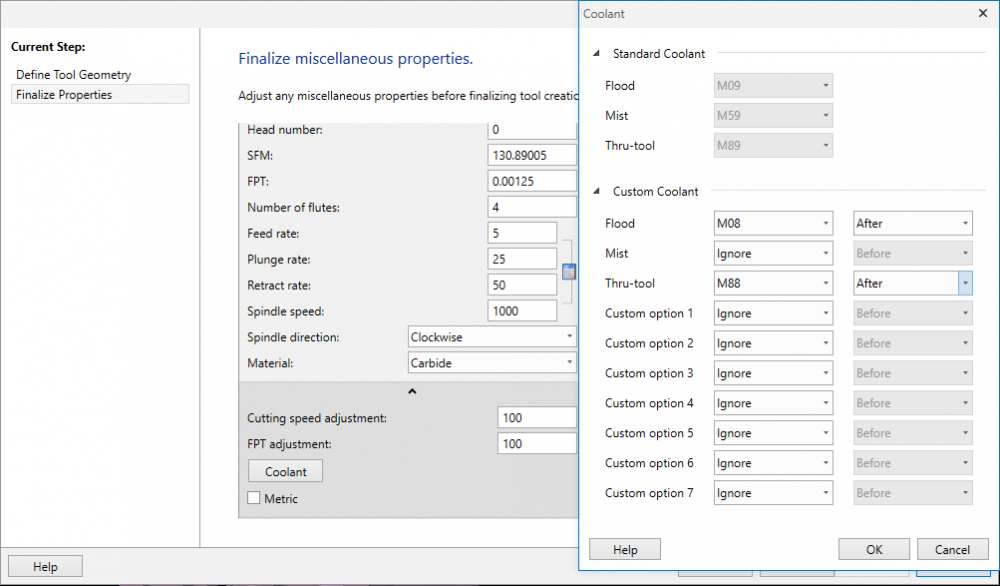
-
Perhaps, check if Positive axis direction in world coordinate system in machine def is set correctly.
-
Change post output from M88 to M18
Joe777 replied to TiBerious3791's topic in Post Processor Development Forum
Perhaps Mr. House Glenn.B can shed some light on the origins of the post. -
Change post output from M88 to M18
Joe777 replied to TiBerious3791's topic in Post Processor Development Forum
Yes, modifying the values of enable and disable labels does change the M code coolant output. -
Change post output from M88 to M18
Joe777 replied to TiBerious3791's topic in Post Processor Development Forum
If your have searched for "M88" in the Post and can't find it. Machine Definition is a place to look. -
Response to Mazak VCU 500A-5X post
Joe777 replied to AGreen5's topic in Post Processor Development Forum
$15,000,000 worth of Mazak equipment(Stacks of $100 bills several feet high). Can I get what he is having. eh? -
Change post output from M88 to M18
Joe777 replied to TiBerious3791's topic in Post Processor Development Forum
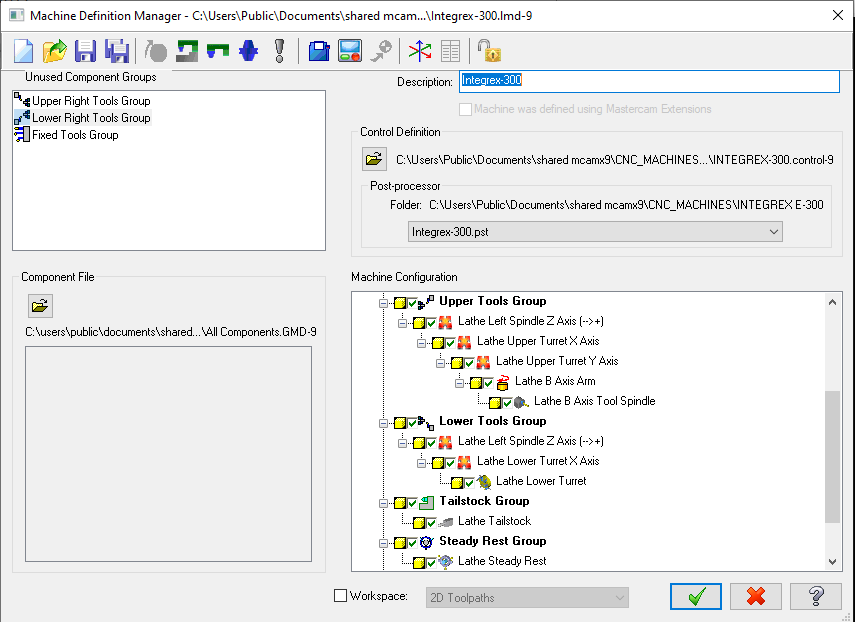
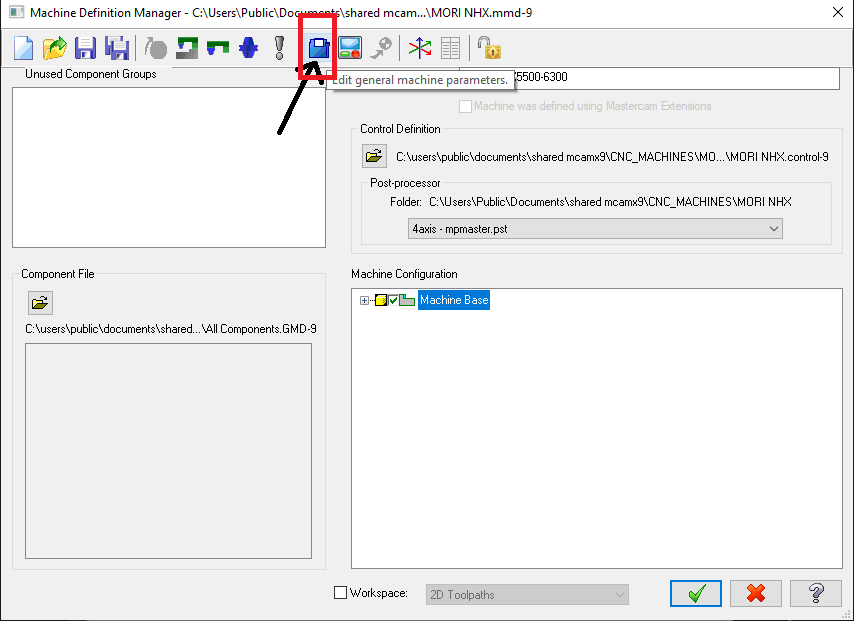
For newer posts the coolant M-codes are specified in "Machine Definition" Settings->Machine Definition Manger->"Load Machine Definition file"->Edit General Machine Parameters->Coolant commands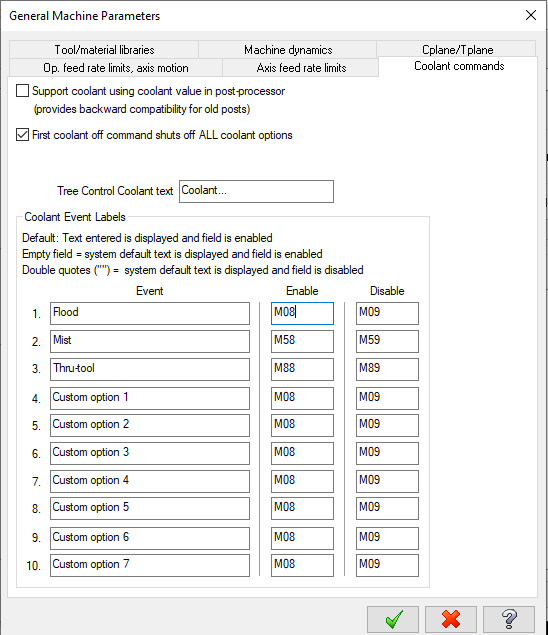
-
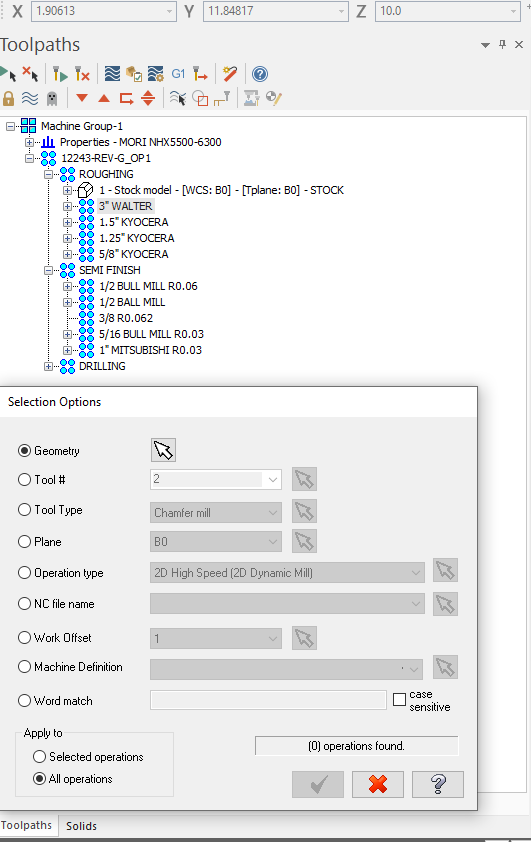
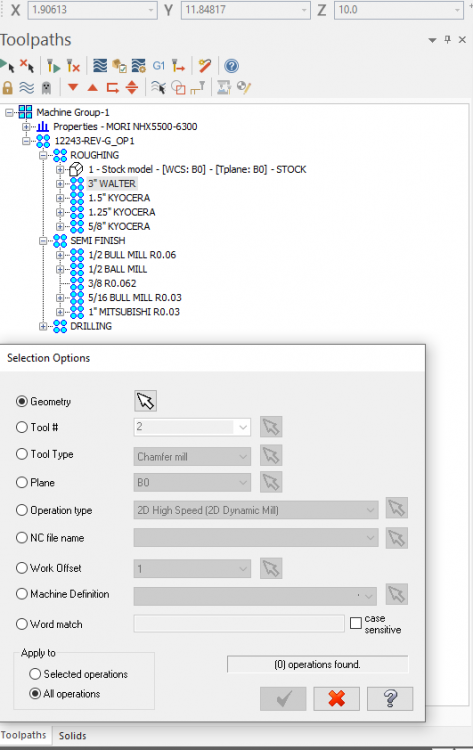
You can group operations. Instead of the color you have a group name. What you might be looking for is: select all operations by the tool number.
-
Well: have you successfully cut this part on any other equipment before? What is the total length of the bar? What is your clamping pressure?
-
Just curious: what equipment are you using? Rectangular part, x and c axis in g-code. Well: make sure that the geometry you are cutting are lines and not splines. G code seems to be consistent with the finishing results that you are seeing. As others have mentioned: your feed is too high, how is the feed calculated for rotary axis?
-
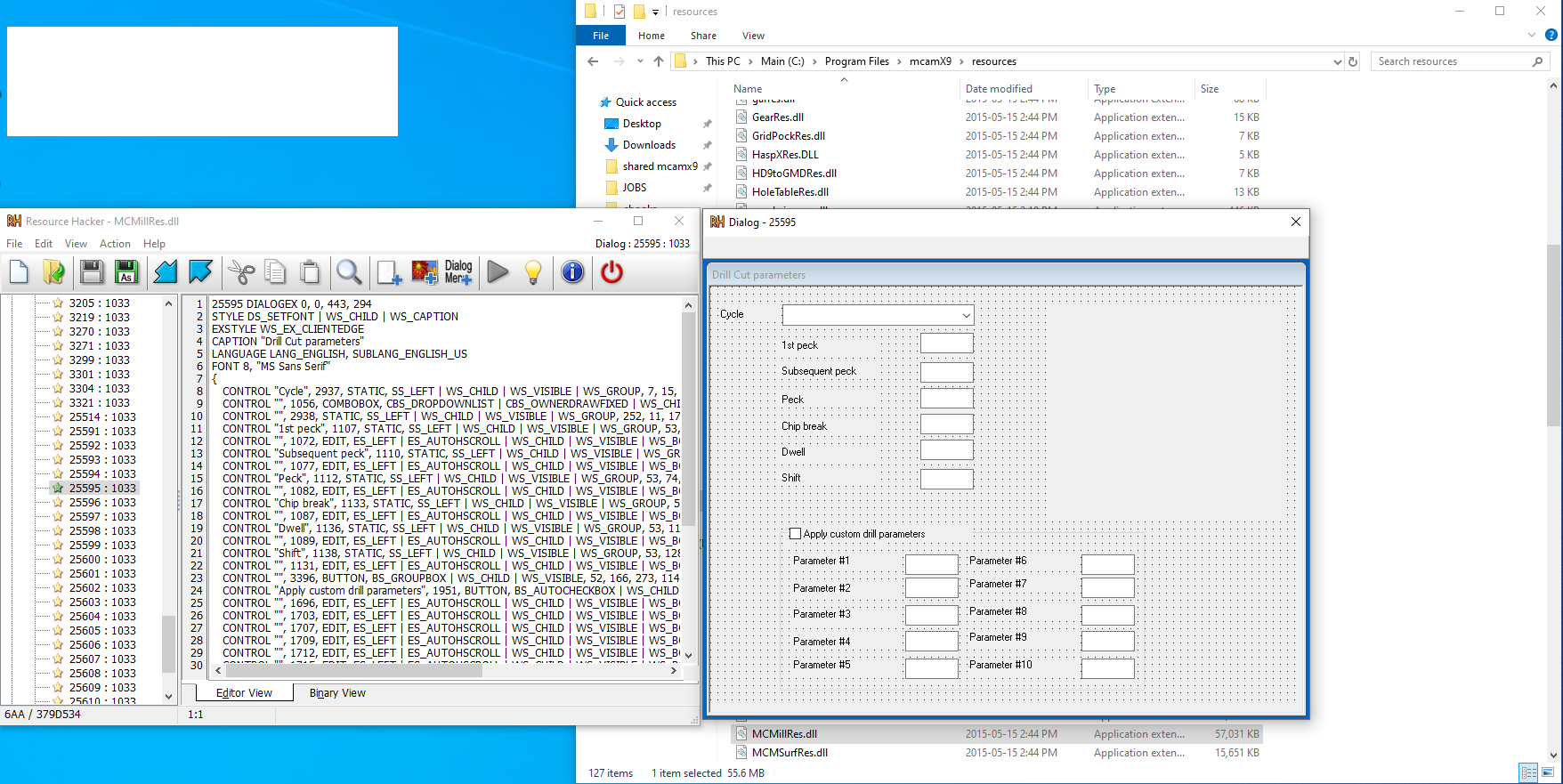
How do I change words in the DRILL CYCLE?
Joe777 replied to PcRobotic's topic in Post Processor Development Forum
As someone has already mentioned: Please note: That I don't advice on editing of any of Mastercam files as it will void your user software agreement!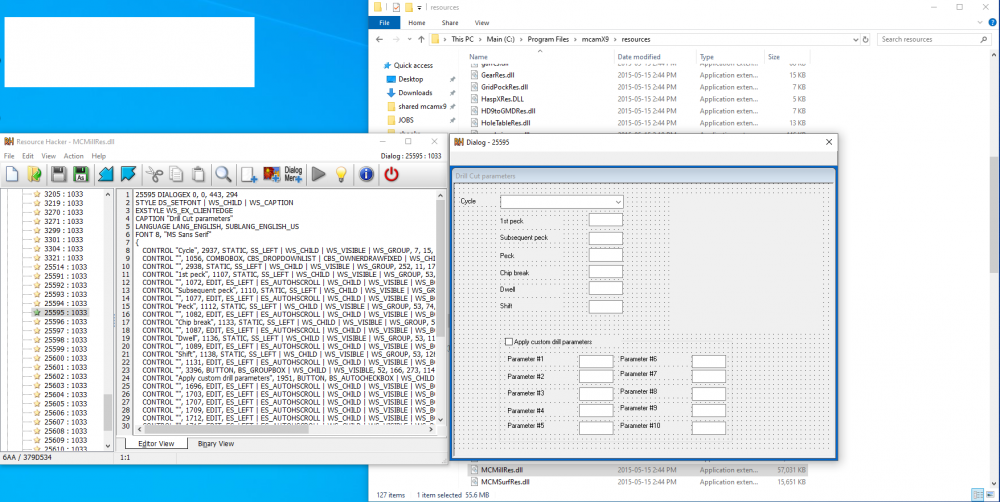
-
You can also set your keyboard mappings to ALT+ and ALT- ... just in case you want show/hide additional elements.
-
Try, Surface finish pencil, save tool path as geometry, delete unwanted geo and contour 3d.
-
Varsal+Ultrasonic almost always solves my tool run outs.