All Activity
- Past hour
-
I'm sure Postability has a Machine Sim for this machine. It is not a replacement for Vericut, but it is a really good programming aid to test tool clearance and toolpath motion on the fly without have to launch a Vericut session. Ask for a trial license as see if it will suit your needs.
-
 Ian C joined the community
Ian C joined the community -
 So you mean to tell me Siemens has a 500 Block Look-Ahead limitation? That explains A LOT. Like why I was able to beat a Siemens 840 controlled machine by 18% on a 5-Axis project with a lowly FANUC 31i-B5.
So you mean to tell me Siemens has a 500 Block Look-Ahead limitation? That explains A LOT. Like why I was able to beat a Siemens 840 controlled machine by 18% on a 5-Axis project with a lowly FANUC 31i-B5. -
Thanks to <expletive> heads at Adobe, you can expect subscription ONLY model pricing for EVERY piece of software eventually. What was it that Klaus Schwab said???? Oh yes; [quote]... you'll own nothing and like it...[/quote].
-
Programmed these machines for years using Mastercam. Yes all the above expect Machinesim. I have Vericut so never needed the Machinesim.
- Today
-
I think the reality is that with any CAM title, you will either be in the deep end($$) wise for a single title or you're going to be in the deep end($$) wise for multiple titles.
-
Its really hard to beat NX machine sim. only thing comparable that i have used is vericut. I hear you on the license increase. they are really trying to drive people to subscription models. I know of two other companies that just stopped paying maintenance. and plan to re purchase about every 4 years if really need.... NX doesn't put many new must have features out each year. I'm still using NX1980 something and it handles everything just fine. I'm now a MC user as well so i plan to follow this thread in hoped of finding another solution while i try and push for VC here,
-
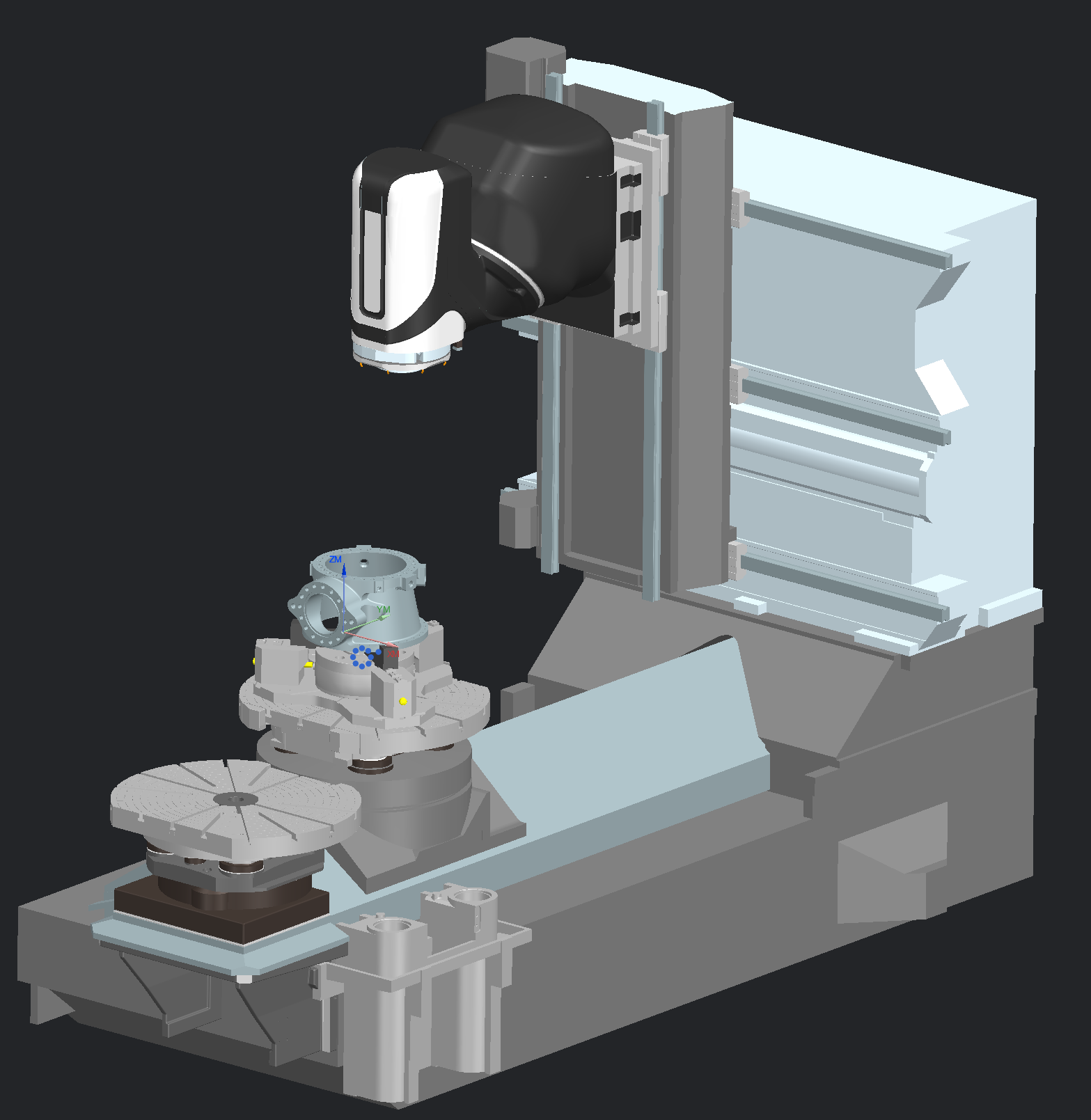
Hello Gentlemen, Former MC user from long ago, former forum member and Thee Circle member (Prismlead). Can't remember my login info so here I am again. Our shop is 100% DMG Mori multiaxis vertical mill/turn machines. We're currenly using NX to program. NX is extremely powerful and the SIM with these machines is as close as it gets. Due to our license/maintenance costs we're shopping for other CAM softwares. Esprit TNG is very limited IMO for machine SIM. Have seen it bite a fellow programmer. Curious as to anyone else who has experience with DMG Mori Machines, post processing to achieve the proper canned cycle masks, Cycle800, and machine SIM with MC. Any comments are much appreciated.
-
I believe the Mastercam.Workspace file is created when you first run Mastercam. If Mastercam has never successfully started the file might not exist yet. I think you should have a CONFIG folder though.
-
 jpity joined the community
jpity joined the community -

Old HAAS mills ignore G28 Z0. line of code
GibbsMachineCorp replied to GibbsMachineCorp's topic in Industrial Forum
I have modified a post to output G53 G90 Z0. but the mill is busy and I haven't had a chance to run it yet. Thanks for all the input guys. -

Old HAAS mills ignore G28 Z0. line of code
CNC CHRIS replied to GibbsMachineCorp's topic in Industrial Forum
i did the same. Mine goes up Z2.500. are you able to make it go G53 Z2.500 after a tool change as well? -
 VermontMaker joined the community
VermontMaker joined the community -

Old HAAS mills ignore G28 Z0. line of code
Colin Gilchrist replied to GibbsMachineCorp's topic in Industrial Forum
For the UMC machines, you "set" the G53 Z0 position at the Tool Change Height. Several of the Haas machines have travel "above" Z0. Typically, somewhere between 2.5-4.5" inches. This is not true for all Haas machines. Sometimes "G53 Z0" is the maximum travel height on the Z-Axis. For machines where there is travel above the machine Z0. position, I modify my Post Processors to output G00 G90 G53 Zxxx, where the Z is the highest position you can jog to. For example, the last UMC-750 I ran had a max Z Position of Z2.5311. -
 DMalott joined the community
DMalott joined the community -

Old HAAS mills ignore G28 Z0. line of code
Kyle F replied to GibbsMachineCorp's topic in Industrial Forum
All of the older Haas posts I've ever used output G91 G28, that is until around 2021 when we got the UMC-500, it switched over to G0 G53. I never really dug into the why or how, but here's a quick breakdown of the two from the haas site. G28 Return to Machine Zero Point (Group 00) The G28 code returns all axes (X, Y, Z, A and B) simultaneously to the machine zero position when no axis is specified on the G28 line. Alternatively, when one or more axes locations are specified on the G28 line, G28 will move to the specified locations and then to machine zero. This is called the G29 reference point; it is saved automatically for optional use in G29. Setting 108 affects the way that rotary axes return when you command a G28. Refer to Setting 108 - Quick Rotary G28 for more information. G53 Non-Modal Machine Coordinate Selection (Group 00) This code temporarily cancels work coordinate offsets and uses the machine coordinate system. This code will also ignore tool offsets. In the machine coordinate system, the zero point for each axis is the position where the machine goes when a Zero Return is performed. G53 will revert to this system for the block in which it is commanded. -
 You cannot it is a limitation of the look ahead function of the machine.
You cannot it is a limitation of the look ahead function of the machine. -
 FoxPores joined the community
FoxPores joined the community -
What were we talking about anyway?
-
Old HAAS mills ignore G28 Z0. line of code
GibbsMachineCorp replied to GibbsMachineCorp's topic in Industrial Forum
Just now watching a video on this code. Thanks -
Old HAAS mills ignore G28 Z0. line of code
crazy^millman replied to GibbsMachineCorp's topic in Industrial Forum
Try G53 Z0 instead. -
Hello all. We have three older HAAS mills built in 2000 & 2001 that will not execute the line of code G91 G28 Z0., they go to tool change height instead. Our newer HAAS mills, 2012 and newer, execute the line just fine. Here's an example of the code: % O0000 (O2473) G00 G17 G20 G40 G49 G80 G90 M31 G91 G28 Z0. G90 T1 M06 G91 G28 Z0. M08 G90 G00 G17 G90 G54 X4.3271 Y-.1479 S2500 M03 G43 H1 Z3. T10 Z.4562 I want the tool to move up to machine home in Z before and after a tool change. This insures I don't hit the part because the tool is below the top of part. I was wondering if there is a parameter or setting that would cause the mill not to execute G28 Z0. Thanks in advance, Jon
-
 Jeremy Spicer joined the community
Jeremy Spicer joined the community -
 NickGoodman1989 joined the community
NickGoodman1989 joined the community -
 Jaron joined the community
Jaron joined the community -
Do you have a Mastercam file as it will help in solving your problem?
-
I forgot something once, but I don't remember what it was.
-
Hiiii , how to combine more than surface to be easy machine by flow line strategy thanks
-
Thanks Aaron, exactly the answer I required, my reseller didn’t know and gave me a fluffy answer !
-
I mean it's entirely possible I am the ONLY guy on the planet that will forget stuff. Mmmm hmmmm.
-
Go to mastercam properties and change DPI setting. High DPI scaling change to system.
- Yesterday
-
I actually can't find that file at all. I also mentioned in earlier messages that I am unable to find the file path provided.
-
you are looking for a file named Mastercam.Workspace It sometimes becomes corrupt.... delete it ... the next time you launch, Mastercam will see that it is missing and create a new default file