All Activity
- Past hour
-
 IntoTheBreech joined the community
IntoTheBreech joined the community -
 I just downloaded the GetToolData sample and I cannot get it to run. I launch from Mastercam and this is all I get.
I just downloaded the GetToolData sample and I cannot get it to run. I launch from Mastercam and this is all I get.
-
KG5FCQ joined the community
-

DMU 50 machine sim
thienvu79 replied to Luis Eduardo Aleman R.'s topic in Machining, Tools, Cutting & Probing
Hello. can you please send me your machine haas umc 750 that I can simulate. I am very appreciate . [email protected]. thank you so much. - Today
-
Many times builder sell a 5 Axis machine without all the options. then people go to use the machine with those options only to find out they are not present. Then adding them can be a pain. for now will have to program from the Pivot point since it is a Head-Head machine. Need to get a hold of the dealer and see what options were purchased. Then if they were figured out why they are not working correctly. Also just heard of Okuma's with Faunc controls where the Mcodes in the book don't match the one the machine has. Took a seasoned veteran with a cheat cheat for one customer to get their Okuma VP machine running. Once the secret hidden codes were discovered and all the parameters dialed in the machine is running great.
-
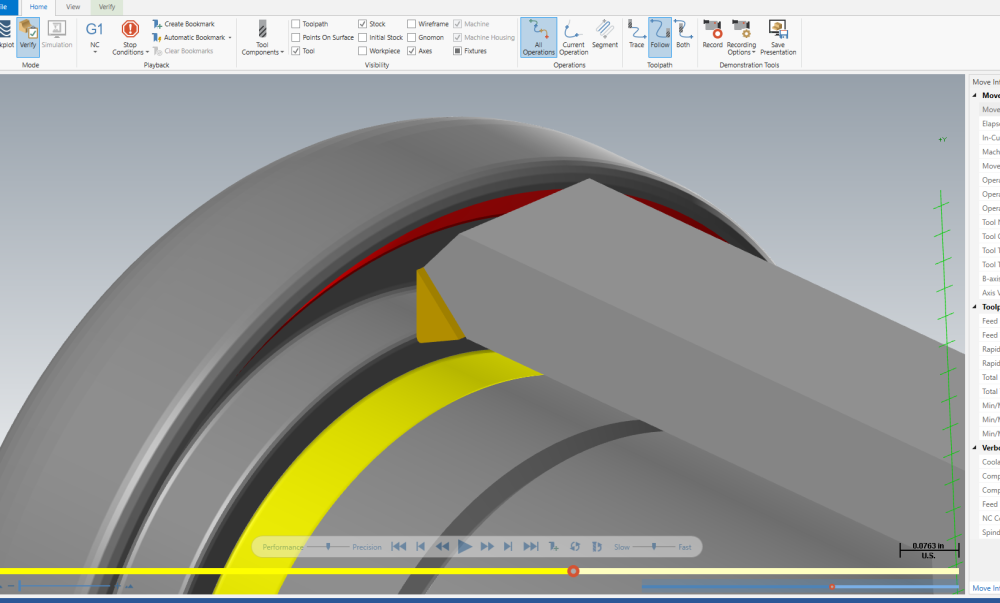
Make the tool into a solid and give it the relief it needs. All lathe tools in Mastercam can be easily converted into a wireframe through the lathe tool manger. Then from that wireframe make the solid. Now make a 3D tool from the solid and have the 2D shape still just a 3D model that matches what is on the machine.
-
 I'd say ditch*.stl also. Personally I use *.obj or *.3mf file types. *.obj files can get massive though. But do mess with the tolerances.
I'd say ditch*.stl also. Personally I use *.obj or *.3mf file types. *.obj files can get massive though. But do mess with the tolerances. -
"IMPROPER G-CODE" alarms nearly always indicate the option/function isn't present in the machine. Command the following in MDI; G68.2X0Y0Z0I0J0K0 G53.1 G4X5.0 G49G53Z0 G69 The ONLY way the #19700-#19705 parameters even matter is if you're using G43.x ("x" being different modes etc...), G68.x, or G54.4. If your code doesn't command those function, yiu could chance #19700-#19705 to all 0's and it won't make a bit of difference.
-
When I placed G68.2, it gave me the illegal G alarm. What I don't understand is that when the machine failed, it was out of nowhere. I'm starting to believe that some operator changed some configuration, but I checked my parameters and I didn't find anything strange.
-
 Chaser joined the community
Chaser joined the community -
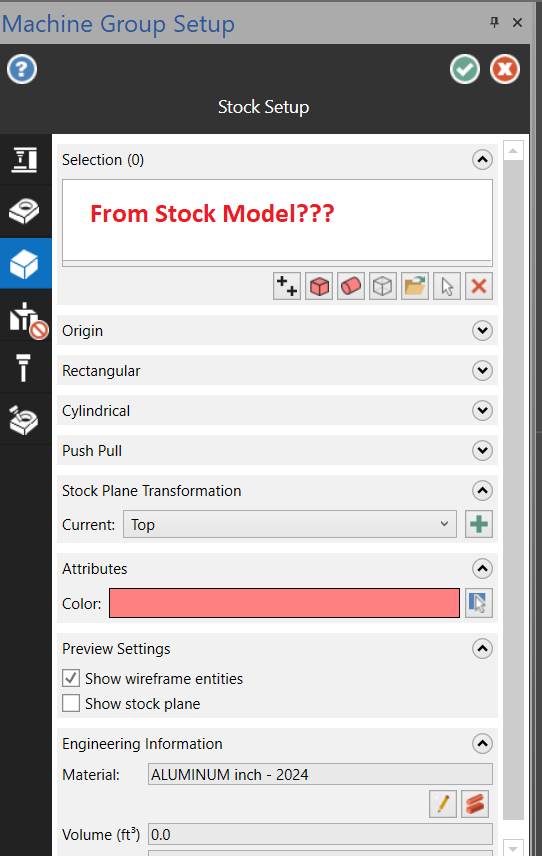
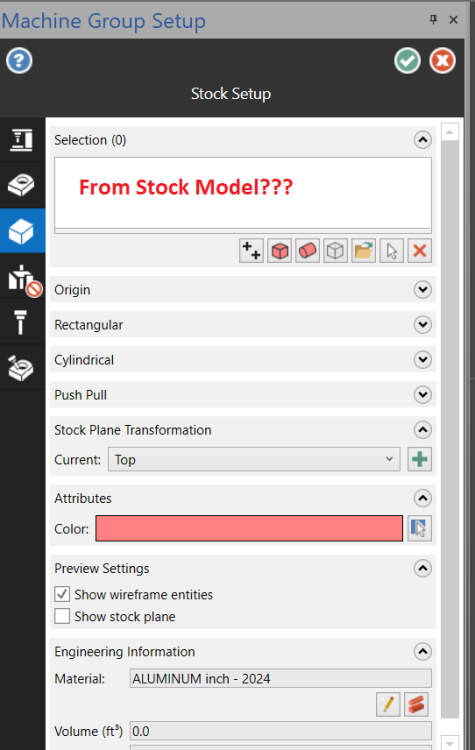
In 2024, when performing solid cutting verification, the first operation among the selected operations specifies a stock model, which is stock... There is no need to specify it from the stock setup.
-
Download a model from a tool supplier and build a 3D tool
-
Hi All, I've just created a custom 2d lathe tool, but verify shows a collision on the backside. How do I adjust the relief/thickness of this tool for the simulation?
-
 andrewhan joined the community
andrewhan joined the community -
If the Machine has TCP then you are correct, without TCP which is probably the case on a Horizontal both options will work. I would use the TLO but shifting the common will also work
- Yesterday
-
In MDI G43.4 and G68.2 don't show illegal G code do they?
-
 R Spencer joined the community
R Spencer joined the community -
 corky1992 joined the community
corky1992 joined the community -
pretty sure you can do this now the arrow lets you pick a stock model from the screen if it is visible it does however create a mesh out of it and would need to be reselected it changed
-
I have a problem in my OKK Vp400 machine which I try to adjust my center of rotation however I cannot move it, I use the parameters 19700 to adjust but by placing random numbers it reaches the same position, I checked the parameters however I still cannot make my machine work with 5 axis
-
 Christian Mora joined the community
Christian Mora joined the community -

Posting 2 different B0 machining operations, no rotation commands.
Tim Johnson replied to JB7280's topic in Industrial Forum
I have a pstopcomment segment that I use for part clamping/unclamping, inverting material, adding cap screws, ect and use variables to pick the particular code that I need. You just pick the mi7$ choice pstopcomment #pallet rotation macro "G91", "G30", "X0", "Y0", "Z0", e$ if machine = 300 | machine = 800, *sunlock, "(PALLET UNLOCK)", e$ "G91", "G28", "B0", e$ "M60", e$ if mi7$ = 1, "M00", "(ADD CAP SCREWS THEN REMOVE CLAMP)", e$ if mi7$ = 2, "M00", "(REMOVE WASTE MATERIAL)", e$ if mi7$ = 3, "M00", "(RESET PART TO POSITION 2)", e$ if mi7$ = 4, "M00", "(MOVE CLAMP TO BOTTOM POSITION)", e$ if mi7$ = 5, "M00", "(ADD CENTER CLAMPS TO PALLET A)", e$ if mi7$ = 6, "M00", "(UNCLAMP AND RECLAMP PARTS)", e$ if mi7$ = 7, "M00", "(ADD CLAMP)", e$ if mi7$ = 8, "M00", "(ADD CAP SCREWS)", e$ if mi7$ = 9, "M00", "(ADD CLAMPS)", e$ if mi7$ = 10, "M00", "(INVERT PARTS PER SETUP SHEET)", e$ if mi7$ = 11, "M00", "(ADD CLAMP THEN REMOVE CAP SCREWS)", e$ if mi7$ = 12, "M00", "(ADD OP1-2 CLAMPS THEN REMOVE OP1-1 CLAMPS)", e$ if mi7$ = 13, "M00", "(REMOVE ANTI-VIBRATION BLOCKS)", e$ if mi7$ = 14, "M00", "(REMOVE CENTER SCREWS THEN ADD CLAMP)", e$ if mi7$ = 15, "M00", "(ADJUST CASTED SLEEVE WITH 1.97 DIA SHAFT THEN REMOVE)", e$ if mi7$ = 16, "M00", "(ADD THEN REMOVE CLAMPS PER S/U SHEET)", e$ if mi7$ = 17, "M00", "(ADD CAP SCREWS THEN REMOVE Y STOP BLOCKS)", e$ if mi7$ = 18, "M00", "(CLEAN AND DEBURR PART BEFORE PROBING)", e$ if mi7$ = 19, "M00", "(REMOVE CLAMP)", e$ if mi7$ = 20, "M00", "(REMOVE CLAMPS)", e$ if mi7$ = 21, "M00", "(REMOVE ANTI-VIBRATION BLOCK)", e$ if mi7$ = 22, "M00", "(DEBURR HOLES AND EDGES BEFORE FINISH CUT)", e$ if mi7$ = 23, "M00", "(CLEAN OUT HOLES WITH DRILLS)", e$ if mi7$ = 24, "M00", "(ADD CAP SCREWS AND INSPECT Z LOCATION)", e$ if mi7$ = 25, "M00", "(ADD CAP SCREWS AND INSPECT FOR FULL CLEANUP)", e$ if mi7$ = 26, "M00", "(ADD CAP SCREWS THEN REMOVE ALL CLAMPS)", e$ if mi7$ = 27, "M00", "(ADD CLAMPS THEN REMOVE CAP SCREWS)", e$ if mi7$ = 28, "M00", "(ROTATE PART PER SETUP SHEET)", e$ if mi7$ = 29, "M00", "(ADD FLAT HEAD SCREWS AND REMOVE CLAMPS)", e$ if mi7$ = 30, "M00", "(ADD FLAT HEAD SCREWS)", e$ if mi7$ = 31, "M00", "(CHECK 28.084 DISTANCE AND 2.00 DIAMETER)", e$ "G91", "G30", "X0", "Y0", "Z0", e$ "G91", "G28", "B0", e$ "M60", e$ "G91", "G28", "B0", e$ if machine = 300 | machine = 800, *slock, "(PALLET LOCK)", e$ " ", e$ Note, this segment is the way that we modify our clamping and any use of this code is the user's responsibility to make sure no crashes occur. We've been using this segment for at least 20 years on 12 horizontal machines, (5 different makes). -
I see what you mean. I am pretty sure that is not (yet) possible in mastercam. It is definitely an arduous task and one of the reasons why I dislike rev changes I have done a decent amount of searching on this topic and have only found the workaround that we both seem to be using. If anyone would know for sure, it'll be @Aaron Eberhard
-
 hot_brass17 joined the community
hot_brass17 joined the community -
the work offset will either move the slot up or down or out position
-
Thank you for stating the obvious,
-
THE OPERATOR IS SO RIGHT AND THE BIG MOUTH @crazy^millman YOU ARE THE BIG MOUTH AS USUAL
-
Thanks for the reply! This is the method I've been using but it seems like a bunch of extra work. I just had a file with 5 separate machine groups (5 OPs) and I had to make an adjustment to OP2. This caused me to have to recreate and reselect the stock for OP3-5. I was wondering if there was a way to avoid all the recreation/resection. Like a stock model how you can choose another stock model as the initial stock, and if the "initial stock" stock model goes dirty, so will the stock model that uses it. So, in the situation above, I could make my adjustment to OP2 and just regenerate all my stock models.
-
You can create another level, label it "stock model stock" or whatever, and then while that level is active, right click the stock model--mill toolpaths--stock model convert to mesh. Now the level will be populated with a model that you can then select from the little mouse icon under 'stock selection' What is really nice about this, is that you can have multiple pieces of stock selected, if you're trying to prove out a tombstone program with toolpath transforms, etc. Definitely comes in handy. Just gotta remember now if you change a strategy (that would change the stock models shape/size), you'll have to go back and delete the old stock model mesh, and re-do the process to update the stock to reflect the true stock model
-
When selecting a main model, and fixture models, and a stock model in the "Machine Group Setup" I'd like to select a stock model op as my stock. Can this be done? Any help is appreciated. MC24. TIA
-
 moreno3022 joined the community
moreno3022 joined the community -
The operator is wild, I would love to see his train of thought that led him to this conclusion. Sadly I am lacking in understanding of exactly how a lot of machine control functions actually work LOL, but I get the gist of G68.2 (G54.4 I definitely need some reading material) Now, tool length offsets, and how changing the offset will effect the part/program? that's about as F'ing basic as it gets. Apprentice level stuff. Should be an easy choice IMO, and to understand it you don't have to worry about euler angles and rotary toolpaths and center of rotations, etc. With that being said,... more than a few operators at my shop have suggested much worse
-
 Snaphook changed their profile photo
Snaphook changed their profile photo -
Machine probably doesn't have a probe if it one of the ones I think it is at their shop. If it does still would be hard to get them to accept using the probe.
-
Currently doing something similar right now. Adjusting the TLO is the right call assuming a couple things. My findings are that the raw G-Code, if set to 0 stock will always cut the same Ø50. regardless of tool offset. All the tool offset does is position where that diameter will be. Now, if you were to run that toolpath all the way around the part then your TLO will affect your final size. My opinion is that the probe/pickup sets the work offset and then it is my job to get the tools to cut correctly TO that offset.