



Leaderboard



Popular Content
Showing content with the highest reputation on 11/26/2021 in all areas
-
Bumping this topic since someone liked something mentioned in it. Hopefully this thread will help those of you learning some tricks to better your programming efforts. Dylan congratulations and think Aaron would agree they made a good choice in filling in his shoes. I personally know everyone that has been in this position over the years and they are some big shoes to fill as each of them has my deepest respect. You will do each of them proud with how you carry this part of the product forward. You know how to get a hold of me and if you ever need anything please don't hesitate to reach out and I will do everything I can to help it would be my honor if ever needed.2 points
-
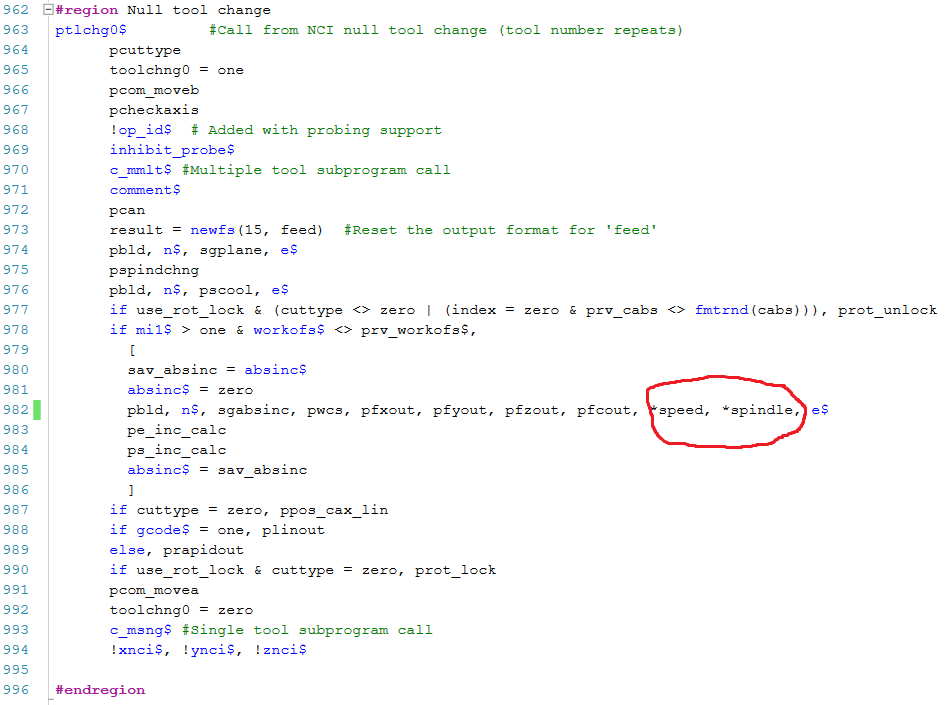
I added (*speed, *spindle,) to the pwcs line in the Null tool change region and it worked. Thank you Leon82 for the help.
 2 points
2 points -
You do not need the op_id$ in this case; your only concern is how many operations are between the current operation and the next physical tool change. In the below example, I set up a postblock to populate the s_next_20002 variable; p_get__s_next_20002. This postblock takes one parameter by reference and loops through the upcoming operations looking for the next physical tool change. Once the next physical tool change has been found, the lookahead_index variable contains the number of operations needed to look ahead for the next 20002. The parameter p_get__s_next_20002 modifies is a bool telling the caller if a valid 20002 was found or not. This is as much as I can help; your reseller and the official forums are great resources if you have follow up questions. Implementation example: lookahead_index : 0 next_tool_change_gcode : 0 invalid := -99999 s_next_20002 : "" s_invalid := "-99999" is_valid_arg : no$ p_get__s_next_20002(!is_valid_arg) lookahead_index = 1 next_tool_change_gcode = opinfo(92, lookahead_index) while next_tool_change_gcode <> invalid, [ if next_tool_change_gcode = 1002, [ next_tool_change_gcode = invalid ] else, [ lookahead_index = lookahead_index + 1 next_tool_change_gcode = opinfo(92, lookahead_index) ] ] s_next_20002 = opinfo(20002, lookahead_index) is_valid_arg = (s_next_20002 <> s_invalid) Calling example: psof$ #Start of file for non-zero tool number p_get__s_next_20002(!result) if result, "Next 20002->", s_next_20002, e$ ptlchg$ #Tool change p_get__s_next_20002(!result) if result, "Next 20002->", s_next_20002, e$ Output Example: ( T1 | 0.5 FLAT ENDMILL | H1 ) ( T239 | 1/2 FLAT ENDMILL | H239 ) Next 20002-> Tool code 2 N100 G20 N110 G0 G17 G40 G49 G80 G90 ( FINISH OUTER WALLS ) N120 M8 N130 T1 M6 ... N280 G91 G28 Z0. N290 A0. Next 20002-> Tool code 1 N300 M01 ( CONTOUR 2 ) N310 T239 M6 N320 G0 G90 G17 G56 X-2.8424 Y-.789 A0. S1069 M3 N330 G43 H239 Z.25 ... N570 G91 G28 Z0. N580 A0. N590 M01 ( MANUAL ENTRY TEXT COMMENT ) ( FINISH OUTER WALLS ) N600 M8 N610 T1 M6 N620 G0 G90 G17 G56 X-2.8424 Y-.789 A0. S15000 M31 point
-
Yes you can ad it. In the line that has the pwcs. The asterisk will force output1 point
-
Yes, one of the benefits of axis sub is the extremely clean code, motion-wise. Ron, I shot you a PM as I'd like to explore this topic further with you.1 point
-
Long time ago, in a beautiful summer day, on a side of the road, one guy lay down a big sh_t. It looked like a Indian turban in size, with the sharp tip, and a nice brown color and good texture…and it was smelling very bad. Lots of people passing that sh_t commented and covered their nose as they pass along. After a while the sh_t got dried, like a crust formed on the exterior. Couple of days passed and no one complained anymore …until… one guy, ( jlw™was his name), passed by …poke it with a stick.... and all hell breaks loose again0 points

