Leaderboard



Popular Content
Showing content with the highest reputation on 01/18/2024 in all areas
-
I know this post is a little old but I'm bored today and can't help but add my $.02. We inspect on the machines all of the time and our machine results (Makino) match the CMMs to .0002" typically. We do this for process control because we might be running 5-10 identical parts overnight and if the second part is bad we will end up with 4-9 bad parts in the morning. If a part checks out of spec it will alarm the machine and text our production manager along with the rest of the brass. The raw material on these can be from $200-$1000 per part so it gets costly quickly. We also have the measured results stored in a macro variable that gets exported to a database via MT Connect so we can see trends pretty easily and monitor the process remotely. I know the goal is to have spindles produce chips but we want them to also be producing chips while making GOOD PARTS, not scrap. Having the machine self-check also reduces the operator skill level because they don't have to know how to use a bore mic or other tools that require some skill to use well. We typically inspect features requiring tolerances tighter than +/-0.001", because we can see that much drift over night if we are making several of the same part, depending on material. We also have automatic tool comping in certain instances. Our ultimate goal is to reduce the span and WIP between machining and inspection but this isn't always practical and we might have 8-10 parts that have been machined but not inspected. Surprises can really suck when this happens and in-machine inspection can reduce this dramatically. Like was said earlier in this thread, the efficiency of a shop is a result of the process as a whole, not just the capability of one department. Machining 10 parts and ending up with 10 good parts is worth a lot, even if it is a little slower.4 points
-
I'll steal Bob's thunder, by simply quoting previous Bob wisdom. Here's a thread where he replied to me a few years ago: How I would interpret that is if you can't get your manager onboard with processes and procedures, you basically have no shot at true stress-free success. All you can do is document everything, have meetings, make sure everyone from the owners down (say they're) on the same page, then pray3 points
-
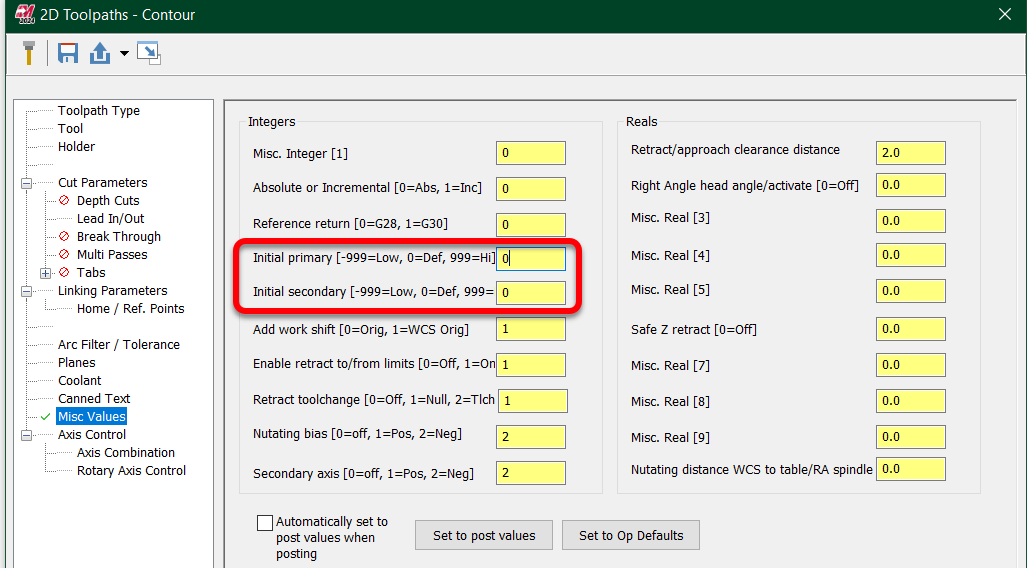
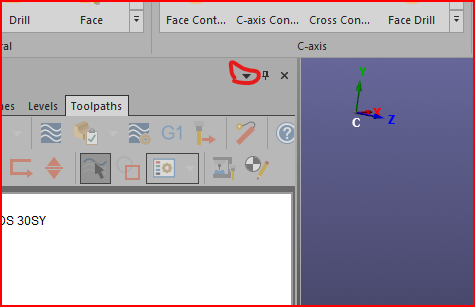
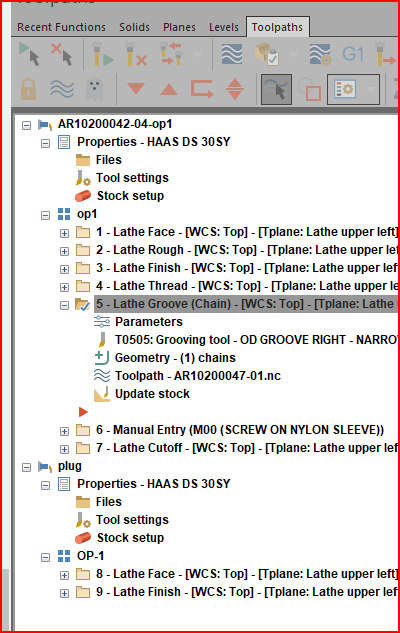
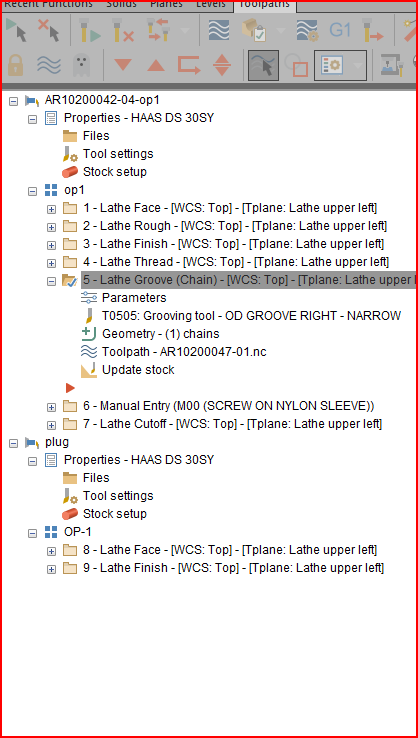
Look at the options under this dropdown
 3 points
3 points -
@Bob W. Great post, thank you. At my job shop we are about to embark on our "lights out" journey. As with most stuff, everyone around me is saying "now that we bought the machines, we can run lights out" without *really* understanding all the variables. 100% of our multiaxis mill parts have been set up and ran by me, and now I'll probably be programming full time trying to keep these two pallet mills fed with parts. (but I'm sure if a tricky 5axis part is in the pipeline I will want to personally set it up) I have operators at my shop who load drills into dirty er collets with rust on the taper, and don't even bother doing a quick S200 runout EYEBALL check haha. These are the guys going to be setting up my stuff?! oh lawd I also have setup sheets with specific holders and specific stickouts and it baffles me that sometimes they just straight up ignore it. Yeah, go ahead and put that 1/32 endmill stuck .500" out in a side lock holder, sure. Wonder why the finish sucks? My *manager* was running my machine while I was programming and I gave him a torque wrench and told him the spec I was using,... I walked out 30 min later to see him using a regular wrench on the vise. makes me want to pull my hair out. Yeah, it's an OP10 and the part would be fine, but it's the principle... Sooner than later he's going to do that and it won't be fine, or the parts will vary in flatness/thickness/whatever. I could go on for hours lol. Needless to say it's got me excited, and equally nervous. So I'm watching this thread like a hawk looking for tips and tricks2 points
-
A Macro would be the choice for this.2 points
-
First of all, huge thanks to everyone who contributed on this thread back in 2022. I learned a LOT from this thread. Last couple days I've been digging into "dynamic work offsets", which 3 days ago I knew almost nothing about. End goal is to load a fixture into the machine within +/-.030ish of where it is drawn in Mastercam. Then pickup the fixture and let the machine compensate to the exact location without having to reprogram/repost. Matsuura HPlus630 4-axis HMC with Fanuc 31i control. Almost all our work is 3+1 (programmed from COR), but if we figure out how to use this successfully we can introduce it to our 5-axis team. Here's what I've learned: 1. G54.2 is workpiece error compensation in x/y/z (no rotation comp). This seems to be for when you're fixture is off a bit to where it was programmed to so you can compensate for the error with the numbers in G54.2. So the x/y/z would be numbers the machine would take into account (along with the rotation?) when reading the standard G54, and it would offset in whatever direction it needs. 2. G54.4 is G54.2 but with rotation comp. This is what I think we would want to use. 3. G68.2 is tilted work planes. Define a point to rotate around and some angels (euler angles or yaw/pitch/roll) and the machine can do the math to get the new plane you want to machine in. You'd use this instead of programming from COR. I don't think we need this. Here's my questions: 4. Is it reasonable to use G54.4 on a 4-axis machine? or will this just overcomplicate things? 5. Do I have to use G68.2 with G54.4? Or can I use one without the other? 6. Does anyone have a better resource to learn about G54.4? I read thru the manual and watched a couple videos but I don't have a good understanding of it yet. It still feels like I'd be punching in some numbers and the machine would automagically make adjustments. This video was super helpful explaining G68.2, but I don't think I need G68.2: G68.2 YT Vid I apologize for the lengthy post. Any information is appreciated.2 points
-
Don't think that's possible at this time, But once you change the sort it should stay that way until you restart MC 2024... Hope this helps Ron1 point
-
Pretty sure you can't unless you define a point in Operation defaults. And don't do that. ever.1 point
-
Through that drop down, I changed the font to bold (left) compared to regular (right
 1 point
1 point -
Do you have a link to that thread? Looks like you quoted a snippet from a post with other good information, would love to read the whole post and thread. Edit, found it: https://www.emastercam.com/forums/topic/103732-whats-everyone-using-for-tooling-management-as-in-inventory-usage-etc/page/2/#comment-13274571 point
-
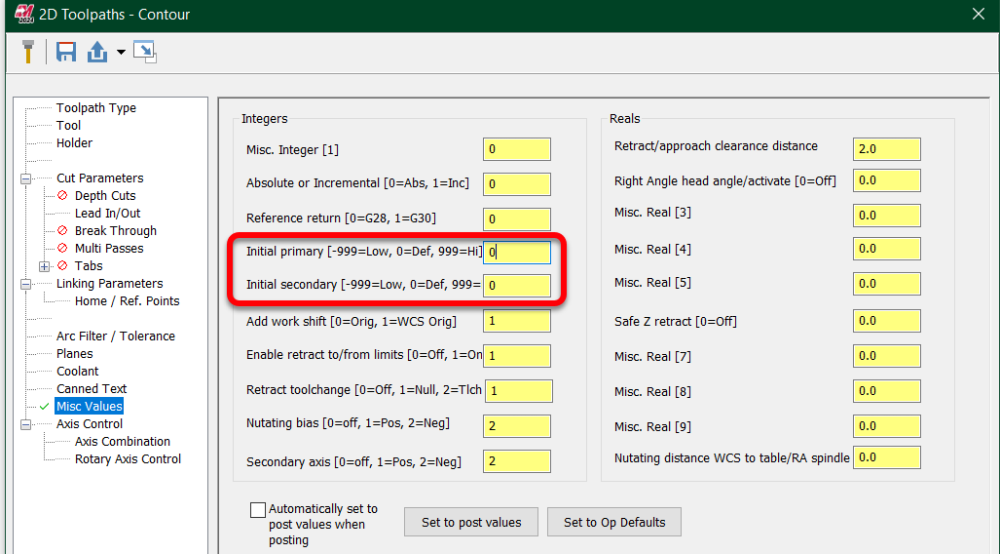
One way that would absolutely work would be to put a manual entry op between the two operations, that was just G0 C0. B0. to index it that way. Without your specific post it's hard to test if this would work, but you could try playing with these misc values You'd edit the second op and set these to a value. What they're supposed to do is tell the post processor "start thinking about this toolpath as if the B & C are already at X degrees. In your case, you can try putting a 1 in both of them and see if that adjusts your output. It may not be hooked up correctly for your use case, though. I've used it when I wanted it to do the opposite of whatever it was doing, i.e., it wants to go C+90, when I wanted it to go to C-270.
 1 point
1 point -
1 point
-
Throwing away dollars to save dimes, doesn't sound as efficient as he believes!1 point
-
This all depends on the ratio of flute length to diameter, and hardness of material, softer materials can be machined with higher stepovers. With a tool of 2.5xD or less, I run around 10 to 12%. Over 2.5xD and I run more toward 7 or 8%. Two examples of this would be 6061 Aluminum and 1018 Steel. In aluminum I usually use a 1/2" 3FL 1.25LOC endmill at 15% stepover, 7500RPM, and 135IPM. In steel I usually use a 1/2" 7FL 1.25LOC endmill at 10% stepover, 5300RPM, and 120IPM. Also, remember, tool holder runout is your enemy in HEM, not only will it sound like hell, it will prematurely destroy your tool.1 point
-
We typically do a modified NAS979 (we had to buy the obsolete standard from NIST IIRC) combined with a feature from the ISO TC39SC2 - N2185 standard (that we also bought). We had a customer requirement for machine tool buy-off one time so this particular test file was the result of that effort and expense. Along with the ANSI NCITS 37-1999 APT Standard because a CAM vendor with a massive superiority complex told me they "strictly" adhered to the APT standard <laughter>. I said yeah, you adhere ot the APT standard like everyone adheres ot the IGES standard. I was LOL he was not. <more laughter> When proven wrong... #crickets Smug bastid. The reality So Not A Guru is you do not need anything complicated to test/check #19700-#19705 parameters on a trunion machine. A 2" x 2" x 2.5" cube with uniform pockets width, length, and depth on the 5 Exposed Sides. Face the top with the end of the tool, do a contour for the 2x2 with the sideof the tool. Mic it and adjust cutter comp to get the perfect size, then mill all the pockets. The individual walls will tell you which direction (if any) you need to move things. Remember kids, kinematic numbers are not necesarrily the same numbers as COR work offsets. I made that mistake once. <laughter> Work offsets CANNOT compensate for the 1/2 Offset Error(s) (#19703-#19705)1 point
-
Great video. Except for the upbeat inspiring music (which my shop doesn't have playing), it looks like every other modern machine shop, enginerds designing things, cam programmers 'grammin away, and the CNC machines doing the work (grinding in this case) At my failed attempt to buy out a machine shop a few years ago, the old school owner very smugly showed me how much more efficient it was for him to spend 4+ hours grinding a tool to cut a small feature on the lathe instead of "wasting" $100 to just buy it off the shelf from Micro100... That was a valuable lesson, just not the one he thought it was teaching...0 points
-
Without thorough documentation your journey is all but Doomed. DOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOOMMMMEEED I say.0 points



.thumb.jpg.15afa8dbfcde0167893a4a297d335e0b.jpg)