Leaderboard




Popular Content
Showing content with the highest reputation on 04/03/2024 in all areas
-
Every day goes by, is a day too long. Both DMG and your reseller need holding to account....5 points
-
Sorry for the late reply... I was locked out due to being a newbie lol. Here's the update so far... We have had these machines in the shop for just under 4 years. Originally was going to be setup to run g-code but we had a few DMG guys come in and tell us to run it with their structure or conversational programming. We are at a point now; we need just basic code and was told this Mill Turn software was the way to go! The salesman has since retired, and we are still on the island waiting for help! My co-worker aka other programmer has been working on this project since December 2023 when we purchased said software. He has made some headway but just keeps getting the runaround. I can't tell you how many people he has had conversations with, or shared screens with etc. but I know it's quite a few. Ok now for my input. I took the file @Aaron Eberhard uploaded and was able to see the changes that should have been made. I was able to fumble around enough to get the software to output the separate files; however, the main program still dumps both channels in one file. I then cut and pasted each channel into its own .MPF file and loaded those onto the machine including the appropriate subs. I tried running the machine this morning and although we finally got some movement we ran into a few alarms. For the time being, I have block skipped them and have the cycle in simulation working!!! We are a long way away but seems promising, especially with the help of you guys. I need to get back to @scottm085 regarding the process as it sounds like he has a workaround that might help us. As of right now our Mill Turn license only works for 2024 version and I'm not sure who we are to get ahold of now since our reseller has retired. Maybe we could share screens when you have time and give us some help? Thank you all for taking the time out of your day and helping us! I know my boss appreciates the progress we have made just in the last 24 hours.4 points
-
You can also just add .WPD to the folder name where the .MPF and .SPF are and cut/paste straight from the key without chancing something getting borked. MCAM -> posted MPF/SPF files -> Part CH1/CH2 .WPD folders on key -> into the control Only times I've done anything with .ARC is controller backups/parameter dumps and firmware upgrades.2 points
-
Nothing says "easy to machine" quite like putting a tool to Silicon Carbide. Try 6 C. https://6c-tools.ch/en/produkte/2 points
-
Something to watch out for, when you post your file, it should be a .ARC then when you read it into the controller it converts the file to a .WPD at this point the controller breaks up your program and puts each file into its appropriate folder. Also, in the sync manager make sure to rename your file to whatever you want to call it otherwise I think it reverts to the name "SAMPLE CODE" and you will have to go in and rename each program file individually on the controller.1 point
-
The machine support from DMG is pretty top notch, they moved some mountains when my old shop was getting through the commissioning of our CTX. App support was decent, really good with anything controller related, absolute pants with CAM/post things. Overall, I really liked that machine. The only post solution IHS was willing/able to offer was an M/T environment that would post bare bones ISO. No Cycles (rough turning, threading, etc.), just good old line by line, "re-post if you need to change something at the machine". I ended up just adding a ton of modifications to MPLMASTER and made a CHOOK to generate the MPF and SPF files after being told by the post department that they couldn't do it. Hopefully there's better options available (doesn't sound like it from your post), but you guys should be all over them if the provided solution isn't coming close to expectation, it certainly wasn't provided cost free.1 point
-
Didn't Bob W have issues with DMG and MillTurn dating back a few years or more?1 point
-
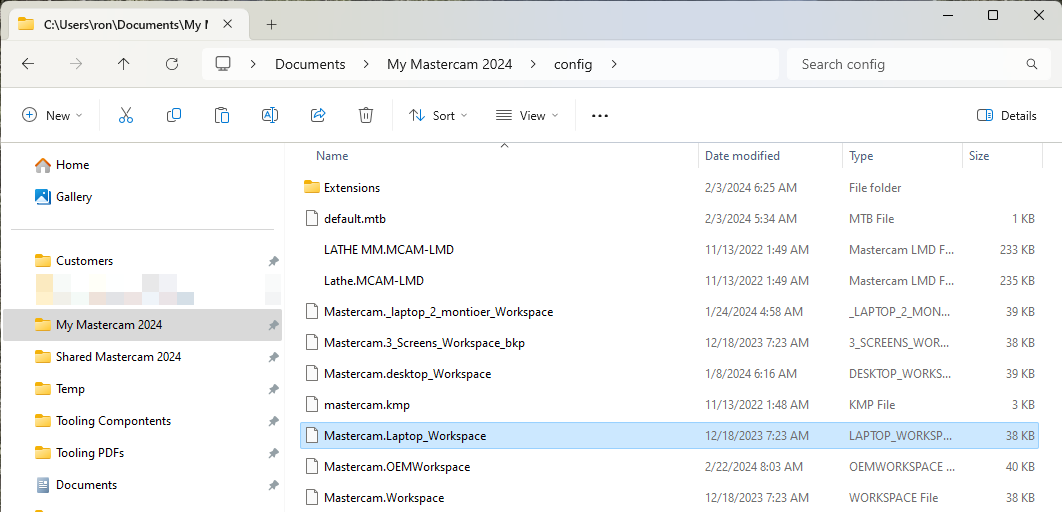
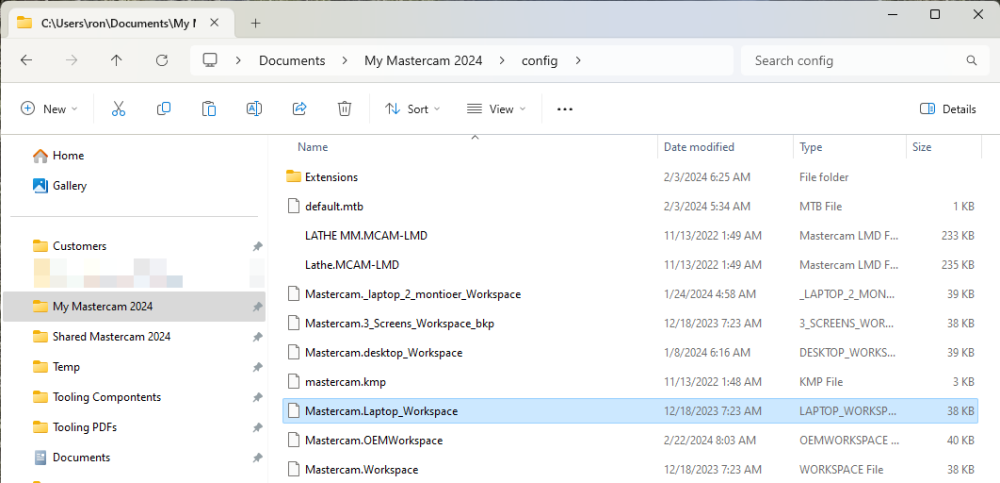
I have been doing a ton of traveling this year and have had many different screen setup to deal with. My home setup is (3) 27" Asus Monitors using a dell docking station. One the road I may have to mirror my laptop screen with a TV or monitor to teach Mastercam. Other places I have 2 monitors I can use. This can be changed each time and things moved around or I can just different workspace files. This is my current process by having backup copies of the different screen layouts and then just delete the current workspace file and then copy the one I need and rename back to mastercam.workspace I could write a BAT file to do this, but in less than a minutes I can make the change and so just do in all manually. HTH
 1 point
1 point -
This is a simple option in the System Configuration File. File > Configuration > Toolpaths Page > "Get defaults from previous operation". Uncheck that Checkbox, and when you create a "new Contour Operation", the Operation Defaults will be used, for whatever type of Operation you are creating. You can always re-enable the checkbox, if you ever want the behavior to go back to 'from the previous Op'. Also, while you are in there, do these two things: Disable the 'automatically calculate the HST Defaults'. This makes it so that when you switch tools in a HST Operation, it won't mess up all your settings. You can always use the 'Reload parameters from defaults file' button, at the top of the Operation Dialog Box, to reset to the Op defaults. Set the Memory Buffering to '80%', from the default of '50%'. You'll likely never hit this threshold, but might as well configure your system to the best it can be setup. Now, there is another box you should be aware of how it functions. Then you can decide if you like to work with it enabled, or not. There is a checkbox for 'Lock Feedrates'. This box tells Mastercam that 'once you have finished generating an operation, do not change the SFM/RPM/Feed values, even if the Tool changes'. The reason for this box, is to allow you to have 'Rough Ops' and 'Finish Ops', using the same tool. In these cases, you'll typically want to setup your Tool Definition with the 'roughing' speeds and feeds, and manually change the Finish values for those particular Ops yourself. When 'Lock Feedrates' is enabled, and you start a new Operation, this Op will be 'open'. As you change Tools by selecting a different tool, in the Tool List. Once you have pressed the 'Apply' Button, or generated the Operation, those Speed and Feed values will now be 'Locked' to that Operation. Also, when you are using a Locked Operation, you can still 'reset' to use a Tool's Speed/Feed values, by Right-Clicking on that Tool (in the Op Tool List), and selecting 'Re-Initialize feeds & speeds'. This will reset all the Feed, Plunge, Retract, and RPM values, to whatever is set in the Tool Definition. I personally always leave 'Lock Feedrates' enabled, and just choose to 'Re-Initialize feeds and speeds', when I want to use a Tool's speed and feed. That way I don't get an Operation's values changing when I least expect it. I work from the premise of 'I want my Operations to not ever change, unless I am consciously attempting to change the Operation. But that's just a personal preference. If you work in a shop where you 100% always 'Use Tool's feeds & speeds', and always have a Roughing and/or Finishing tool, with Feeds/Speeds that are dialed in (and stored in the Tool Definition File or Tool Library), then you wouldn't want to use that option. I'm a big fan of trying to figure out how the whole system 'works', that way I can pick and choose how I want to use the tools that are available to me.1 point
-
Wait....you mean Mastercam ISN'T malware?????0 points
-
I'm afraid at over 2 years....it's so long ago....it'll be seen as "not a problem". As Aaron said - see if you can get direct contact into HQ and see what's the score. The problem with these situations, is machines are often more expensive than homes....but don't get treated accordingly. The old saying of he who shouts loudest, is very true, when you need a response Damn Machine's Garbage....was by memory....0 points