





BrianP.
-
Posts
341 -
Joined
-
Last visited
-
Days Won
25
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by BrianP.
-

Off-Topic: My house and car were destroyed last night
BrianP. replied to Colin Gilchrist's topic in Industrial Forum
Hey Colin. Sorry to hear about the crash. From the pictures I know right where you are. Been by there a million times. Not far from me at all. If you need a hand with anything give a yell. PM me for my number. Tried sending it to you but it says Colin Gilchrist cannot receive messages. Can't get the link to work without downloading the app. Any other way to donate? Brian -
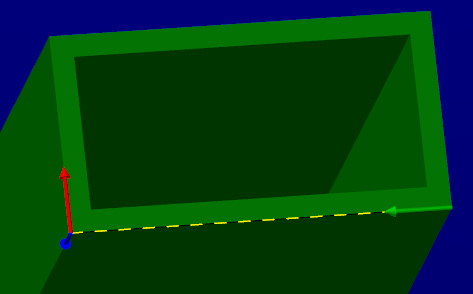
Did you move your part to system origin in Mastercam or is it up in the air somewhere? If you are at system origin you should be able to get your depth from clicking on the geometry. If it's not at origin Mastercam will give a depth or height of wherever part is sitting.
-
Just gave it a quick try and seems to work. 2021 seems to be a bit buggier than most previous versions on a few fronts. May go back to 2020 till they get some of this sorted out.
-
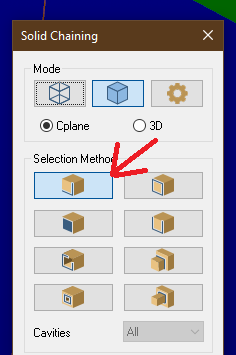
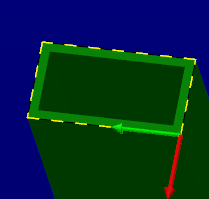
I do the same using a combination. I have the single edge only activated. Same as I have been doing right along. Result full loop. Same settings result in 2020.
-
I thought everyone tries to use solids as much as possible. I actually used to create wireframe and use that for chaining and changed to using the solid as much as possible. I though I got that from you JP. Of course I'm old and that could be my brain playing tricks on me.
-
In the code above I did not put on here. Just looking to minimize the post length. Did not want TLDR.
-
Have you also had any problems with chaining using solid single edge. When I try it loops instead of just the single entity.
-
How? i think I have done that once before but it was years ago.
-
So I have run into this a couple of times now and can get it to repeat. When doing multiple pockets with the same tool the cutter comp does not turn off when moving from one pocket to the next. I then get an alarm if my first roughing move on the next pocket is small enough that any comp interferes with the move. It seems this only happens if free pass is turned on. This doe not happen in 2020 or previous versions. Could it be my post? It is one I have continually brought forward from previous versions. Never have had an issue before. Code from 2020 comp turns off before move. G1 X-1.5 G3 X-1.5884 Y.8384 I0. J-.125 G1 G40 X-1.6768 Y.75 G0 Z.1 X1.163 Y.3138 ( move to next pocket ) G2 Z.063 I.087 J-.0713 Z.0259 I.087 J-.0713 Z-.0111 I.087 J-.0713 Z-.0482 I.087 J-.0713 Z-.0852 I.087 J-.0713 X1.25 Y.355 Z-.0904 I.087 J-.0713 X1.3286 Y.323 Z-.095 I0. J-.1125 G1 X1.421 Y.4175 X1.5792 Code from 2021 no free pass comp turns off. G1 X-1.5 G3 X-1.5884 Y.8384 I0. J-.125 G1 G40 X-1.6768 Y.75 G0 Z.1 X1.163 Y.3138 ( move to next pocket ) G2 Z.063 I.087 J-.0713 Z.0259 I.087 J-.0713 Z-.0111 I.087 J-.0713 Z-.0482 I.087 J-.0713 Z-.0852 I.087 J-.0713 X1.25 Y.355 Z-.0904 I.087 J-.0713 X1.3286 Y.323 Z-.095 I0. J-.1125 G1 X1.421 Y.4175 X1.5792 Code from 2021 free pass turned on no comp cancel. G1 Y.75 G3 X-1.25 Y.875 I-.125 J0. G1 X-1.5 G0 Z.1 X1.163 Y.3138 ( move to next pocket ) G2 Z.063 I.087 J-.0713 Z.0259 I.087 J-.0713 Z-.0111 I.087 J-.0713 Z-.0482 I.087 J-.0713 Z-.0852 I.087 J-.0713 X1.25 Y.355 Z-.0904 I.087 J-.0713 X1.3286 Y.323 Z-.095 I0. J-.1125 G1 X1.421 Y.4175 X1.5792
-
We do a ton of smaller stuff here. Ramp usually works the best. A few jobs I do are with a 1/16 or 1/32 endmills at 10x diam. no problem.
-
Don't have multi axis. Maybe that's why I could not find it. Not looking there.
-
That I have not tried, the ballnose for deburring. I do use the chamfer tool path all the time. When the tool is set up correctly you can control the chamfer nicely. Most of the times we just want to break the edge so there is no burr. Maybe .002-.003 edge break. Edit: When you talk about "deburr toolpath" are you talking about chamfer?
-
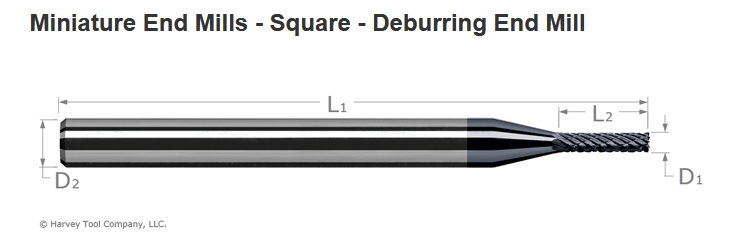
I guess my real question is how do they function? I mean they just look like a roughing end mill that would give you a crappy finish.
-
Has anyone ever used these? We do a lot of smaller parts with places that are difficult to get in with a standard chamfer tool. A lot of hand deburring. Trying to get a tumbler but not a high priority for my boss because hey he is not the one sitting here doing this PITA hand work. I was wondering how theses work and if anyone has experience with them?
-
+1 Usually because of the read ahead the alarm is on a line in front of where it alarms out.
-
Copy and pasted into editor put it on floppy and loaded into 25 year old VF0. Ran fine. Could be just a glitch once in a while I guess.
-
Welcome back.
-
Machine definition, control definition, operation defaults. Selecl all, edit common parameters, coolant off. Just winging it off the top of my head but I think I got it right.
-
Cutter Comp Beginning on Arc Move - How to Avoid?
BrianP. replied to Bill H's topic in Industrial Forum
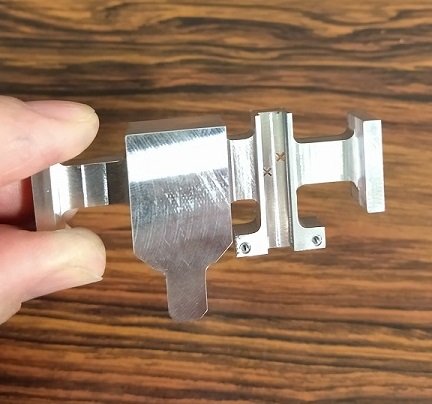
Sounds like a settings issue. I run a 3 Haas machines. A 1994 VF0, 2005 VF2 and A 2019 VF2. Use wear all the time and not an issue if your settings are correct. For circle mill be sure you have it set for perpendicular and 90 degree. Edit: If you want to contour an ID use the formula of ( dia. of hole - dia. of tool/2 * .4142 ) with a sweep of 135 and you will drop into the center of the hole and sweep on and off with no problems. Example 1/2 inch hole with 1/4 inch endmill. .500-.250 = .250/2 = .125*.4142 = .051775 Lead in and out line and arc .051775 with 135 degrees of sweep. Works great for slots also.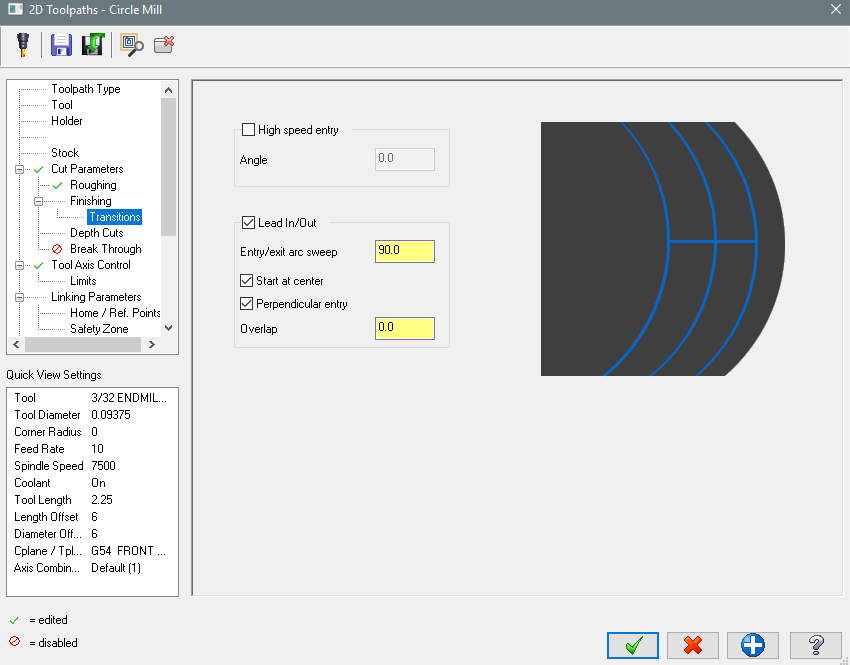
-
G98 will retract to your initial Z number whatever it is on your G43 line. A G99 retracts only to what your R value is.
-
Set your retract to incremental of something like .1 and clearance to .100 absolute. Be sure you uncheck use clearance only at start and and of cycle. This will rapid your drill to -.400 drill your hole and then retract to .100 over your zero before moving to next hole. ( 3/16 SPOTDRILL ) ( SPOT HOLES ) T1 M6 G0 G54 G90 X0. Y0. S5000 M3 G43 H1 Z.1 M8 G98 G81 Z-1. R-.4 F10. G80 M9 M5 G28 G91 Z0.
-
AB Shear hog - shop staple, or obsolete relic?
BrianP. replied to Ewood42's topic in Machining, Tools, Cutting & Probing
They are also really good on copper and brass. As a microwave component company everything we do is aluminum, copper and brass. I use the Shearhog on all 3 with great results. -
Used Kennametal years ago at one place. https://www.kennametal.com/en/services/carbide-recycling.html
-
Save and save often. Nothing is more frustrating that having an hour or two into programming a part and having Mastercam crash or something else happen and you lose all the work you have done.
-
So a few weeks in use and I would give it a big . The amount of tiny chips floating in the coolant has dropped almost to nothing. Can slide it out from under the drainage chute easily without moving the coolant tank. Cheap enough that it is well worth the cost. Still running the first 2 filters so the life on them is pretty good and they are not expensive to begin with.

