MotorCityMinion
-
Posts
1,259 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by MotorCityMinion
-
 Backing off a boring bar then taking a cut, and adjusting afterwards was always common practice in the 3 larger shops that I worked at. Not every part, but definitely on the first piece or after indexing an insert edge. On tighter tolerance bores it was not unusual to clean the spindle taper and hand load the tool. Not every tool, just the fussy stuff. I've run iron and aluminum castings exclusively for over 13 years, using systems with filtration on HMC's and Boring mills. IMO, regular cleaning of the tool magazine and tool changing components is a no brainer. Whether you use air or coolant, chips and residue get into everything, period. Same goes for the pallets and locating pins as well as the pads on the rotary unit in the machine. Yes, it sucks unloading the pockets one at a time and cleaning them on occasion buts it's necessary. Throughly cleaning out a multi-pallet system is no fun either. I will admit though that most shops doing quantities do neglect this and run continuously until there's a problem. Your sister company either doesn't care, or they do not know better.
Backing off a boring bar then taking a cut, and adjusting afterwards was always common practice in the 3 larger shops that I worked at. Not every part, but definitely on the first piece or after indexing an insert edge. On tighter tolerance bores it was not unusual to clean the spindle taper and hand load the tool. Not every tool, just the fussy stuff. I've run iron and aluminum castings exclusively for over 13 years, using systems with filtration on HMC's and Boring mills. IMO, regular cleaning of the tool magazine and tool changing components is a no brainer. Whether you use air or coolant, chips and residue get into everything, period. Same goes for the pallets and locating pins as well as the pads on the rotary unit in the machine. Yes, it sucks unloading the pockets one at a time and cleaning them on occasion buts it's necessary. Throughly cleaning out a multi-pallet system is no fun either. I will admit though that most shops doing quantities do neglect this and run continuously until there's a problem. Your sister company either doesn't care, or they do not know better. -
No multi-threading in 2D high speed?
MotorCityMinion replied to left coast lefty's topic in Industrial Forum
"I just sent in a request for multi-threading to QC. Anyone else with this need.....please!" Everyone has this need for all tool paths. I think they are aware of it. -
No multi-threading in 2D high speed?
MotorCityMinion replied to left coast lefty's topic in Industrial Forum
I've been able to hit escape with some luck. Other times it seems like after a certain point in the calculation, it just ignores the escape key. -
"minion...is there any specific settings in core roughing that are key? keeping in mind that i need to maintaain that slope somewhat for better clearance?' I don't have experience with this type of material and if your doing this, "For roughing I use 2" stepdown with 40% stepover at 500ipm", and having good results with long tools, I wouldn't worry about a few air balls. BTW, those are not slopes, there stairs, lol. This sounds like it would make a cool video. I did do a mock up of your model and came up with some numbers using a 3' bull mill using HST core vrs a more conventional strategy, that wouldn't help much here. The HST core using full vertical retracts did the best by a wide margin, but I used climb cutting throughout the tool path and it does rapid quite a bit.
-
HST core should provide ample clearance. HST area should also work with containment boundaries and/or some dummy surfaces and might provide less air time. Left it fly without trimming or boundaries and it will waste some moves. "the sudden changes in direction within the paths are causing quite a lot of runout?" Perhaps adding fillets to the tool path will smooth it out some. You can also try to set your stock to leave on the walls at about 70% of the cutter then attack the remaining stock with waterline. Sometimes, one roughing tool path just doesn't get it. Runout?? Can you upload the file as a X_T or step?
-
"I've only been programming about 2 years so i have a lot to learn still!" That being said, the part appears to have quite a few steep sloped facesand I'm not so sure that rough parallel is the way to go here. IMO, HST core roughing with a trimmed tool path, should produce a more efficient tool path. "If you change the machining angle of cut from 90 degrees (Your tool path) to 0 degrees, theres a big difference in rapid moves." You can dial it in a lot closer. Find the angle that those faces are at and add 0.00 or 90. to that angle.
-
XFX ATI Radeon HD 5870 card for Matercam?
MotorCityMinion replied to Darin's topic in Industrial Forum
"google for invidia quadro Hacks.' I may be mistaken , but I think the hack he's referring to required a bios update for the video car and a app called Riva Tuner, which according to my recollection was only valid up to the 7900 series of Nvidia cards. After that, the crack failed. Monkeying with a video card bios can get you into big trouble quickly as well. -
"that being said i still dont like the way it makes sharp corners." That's why I use scallop as a last resort for finishing in most cases. Even with a tight machine, those sharp moves are just bad news. "is there a way force mastercam to work from the top down instead of top to btm then middle? Trim the tool path, then create another one, and so on. I will admit that with a little hocus pocus, I can get a scallop path to give better results than blend or contour in certain situations, by trimming the path, then applying a different type of path to finish when scallop starts spiking like that or changing directions.
-
Rest waterline? is this an X5 path? Are you just referring to waterline and leaving some stock for the hybrid path? BTW, that looks like a decent path from the pic.
-
Drove me nuts for a while. Simple SF contour and Flowline tool paths taking WAYYY too long till I figured this one out. I never had that problem before and I think it's something I installed after MC thats causing this, can't prove it though.
-
Do certain video cards make verify faster?
MotorCityMinion replied to Darin's topic in Industrial Forum
Sure does make a difference. Almost anything is better than on board video. Get a Nvidia Quadro or ATI Fire GL. Unfortunately, gaming cards at the same price point as their CAD related brethren outperform them by a huge difference but can cause graphics issues in a CAD environment and are usually not supported. (Sounds like a money grubbing scam or a lame excuse for performance issues if you ask me) If you want decent speed, your going to half to step up into the mid level cards. The 380 you mentioned is pretty much entry level and may leave you wishing that you had a better card. It really depends on the type of work you do as well. All 2d contouring? Entry level cards work fine. Serious surfacing? Get a mid to high level card. -
creating 2d geometry out of 3d solids
MotorCityMinion replied to TennisGuy's topic in Educational Forum
"Just to find out the solid dimensions is different from blueprint" I've been seeing quite a bit of solid modeling where the model does not match the print. The engineer models the part, makes a print from the model then dimensions it different. 40mm dia -.01 to -.02 tolerance. Or they do the opposite, take a print, make a model using the 40mm dia and not model it at 39.985. nominal. This gets costly very quickly. -
I've had the same issue arise with XP32 and this helped, don't know why though. Open MC, start with design, blank sheet. Do not minimize. Go to task manager, processes, sort by mem usage and check MC, keep task manager open. Now, minimize then full screen MC again and check the mem stats. Is there a huge difference?
-
Haas Machine Question
MotorCityMinion replied to Jeff the haas_guy's topic in Machining, Tools, Cutting & Probing
I have not seen an OSHA rep in Michigan in over 20 years in the past 5 shops I've been in. Even insurance reps don't look around. Put your glasses on and smile they tell us. EPA? Never seen them. Must be a west coast thing? -
Sounds like your running Back plot, not verify. Look closer at the icons.
-
IMO, and I'm wearing beer goggles at the moment... (Nope, can't see any PBR in the vicinity, need thicker goggles?) "They told me they don't use solids because there is no benefit for it so it will be wire frame 3D surface stuff. " Pure BS, as "They " don't know their a$$ from a hole in the ground. "They" do not realize that the wire frame surface stuff they speak of is created much faster and accurately when it's derived from a solid. There are too many situations where a simple solid can be made very quickly in MC and usually machines excellent when created in this environment. Think of it as the home team advantage. Need more sophisticated solids?, then move on to a stand alone , mid-level CAD app. Next , visit the Store, located in this forum, and purchase some tutorials, they are relatively cheap and will give you the biggest bang for the buck quickly. A decent employer should pick up the tab or at least reimburse you when positive results materialize. That being said, it's understood that when in Rome... Looks like you have a well rounded background, and your experience as a tooling rep should yield some positive results within any Machining environment. Wishing you well in your current endeavor, MCM
-
Depth cuts while surfacing
MotorCityMinion replied to Steve007's topic in Machining, Tools, Cutting & Probing
The question is a little strange and more detail is required here. Sounds like your talking about a contour style tool path (z level machining). If thats the case, the number of surfaces is irrelevant. 1 face or 200 faces all the same. The Z depth from top to bottom is what matters. Your depth cuts is either going to be equal to what your tool and machine can handle, or your finish requirements. The slope of the surface will influence the type of tool path to choose as well. Are you using mill level 3? -
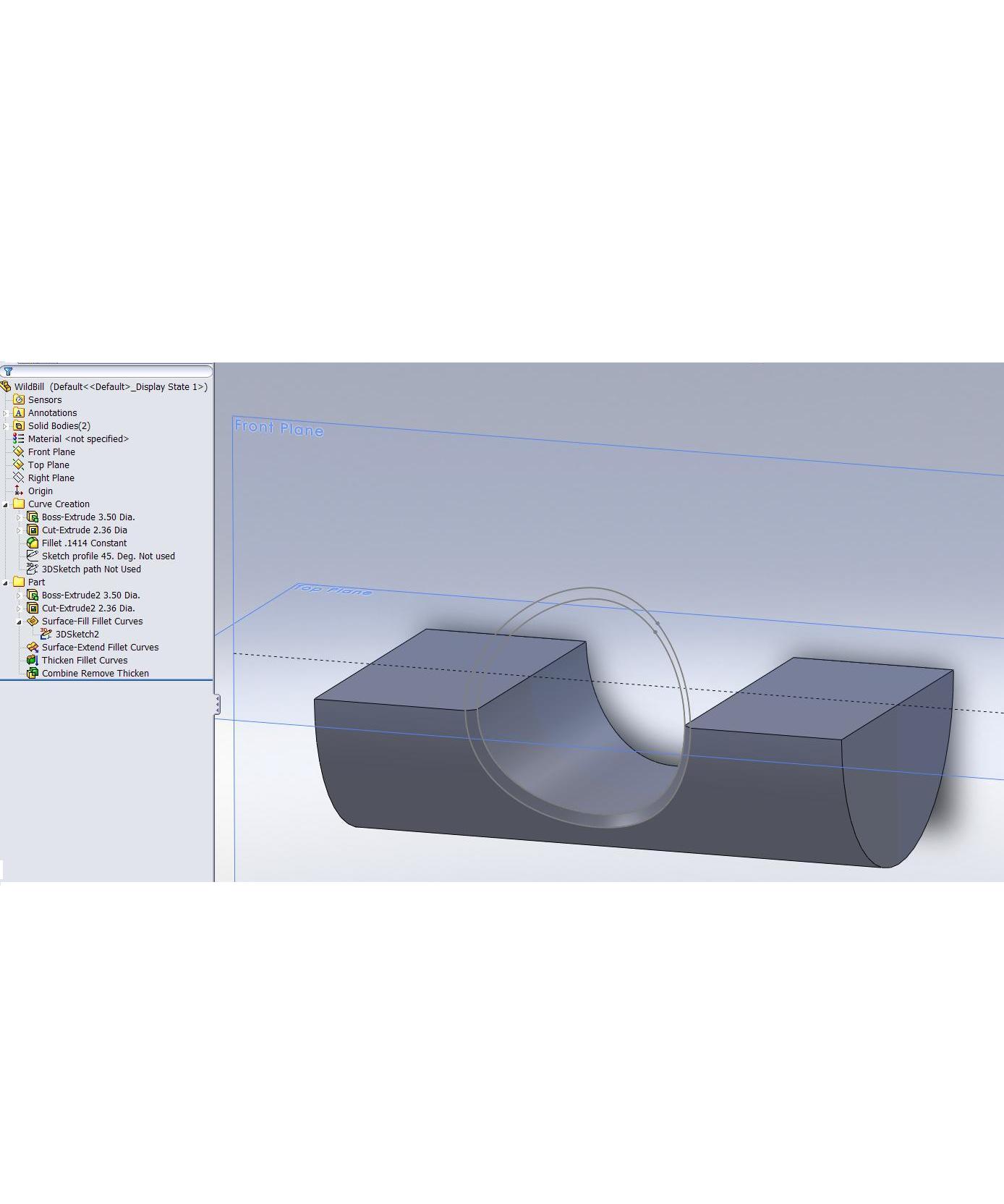
"If you had the same ability with chamfer then you might could cheat since in all reality it will never be the same size all the way through that type of part." Truer words were never spoken. At first I thought "How simple, only 3 objects, I'll whip this up in seconds. MC slaps me around some so I open up SW. It takes 5 objects and a boolean remove. 45.deg. no problem, but the width becomes variable all around and looks awkward. Scrap that idea. I then create a constant width rad around the edge and use those sections as drive curves to create a surface fill, extend those edges, thicken, then boolean remove. Edge is completely uniform in thickness but only checks 45. deg. at the top, something totally different around the bottom though. If I had to, I guess I could make multiple cross sections and do some fancy lofting to get it to look real good, but like Crazy said, it will never be the same all the way through so why bother.


-
Thanks a bunch! That will work. MCM.
-
I have two SW 2011 files that need to be converted to parasolids, X_B. They are in the FTP folder named Files_to _be_converted_to_MC. 21011151-3 Punch, Weld Yoke 600.sldprt and 21010151-2 Punch, Weld Yoke 700.sldprt. Cool punches if someone needs something to mess with. Thanks in advance, MCM.
-
"BTW Control is a Fanuc 18i-MB." Use IJK's not R.'s
-
Where are Surface High Speed Toolpath Defaults kept
MotorCityMinion replied to Newbeeee™'s topic in Industrial Forum
"So how do I delete the duplicates I loaded to the 2D group?" Start a new program and select/ import only the ops you want, check mark next to that specific op, then export them again to a new location. "Also, can the ops be re-ordered so the ones we would use would be at the top?" Import them in 1 at a time in the oder you want then export all of them again. Remember to pick a new export name or new location so that you don't add to the existing file. -
http://www.emasterca...ads&showfile=98 The above link contains Sample - Mastercam X4 Mill Level 3 Training Tutorial. In it you will find a simple SF project tool path, page 6-70. HTH.
-
Try extending the linear entry and exit line some. If that is not feasible, use a smaller cutter diameter. Use linear line lengths that are at least half the rad of the cutter, plus your lead-in lead-out values, plus some for the actual cutter deviation from nominal size (your comp value and spring). IMO, lose the R's and use IJK's if possible. Even posting with IJK's and using wear comp can give you bad results with that geometry if the lead in/out and comp values are too large. You can also add start and end points to the chain for force a more suitable location for comp on and off.
-
Where are Surface High Speed Toolpath Defaults kept
MotorCityMinion replied to Newbeeee™'s topic in Industrial Forum
IMO, your data paths are incorrect. Don't get over it, fix it even if it means wiping out all your MC installs (I don't think this this is the case here though) and doing a fresh one for each version. Setting defaults for all operations is an extremely valuable tool as it dramatically speeds things up and keeps you out of trouble. You will gain some speed and more control by exporting operations locally as opposed to saving on a network. Sure, back them up to the sever when they are tweaked but save a local copy for daily use. Have a family of parts with minor dimensional changes? Export all operations to a specific folder. Need something quick, save as t.operations to the desktop, then import it, and delete it when finished I had some trouble with the export feature when I first stated using it. Once I learned how the data paths worked and how to name the exported operations things got much easier.