





nickbe10
-
Posts
1,027 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by nickbe10
-
No 50 taper. Rigidity and stability are what we are after. The spindle carriage looks pretty solid in the brochure.....but I wanted an actual users opinion. We have a Doosan lathe and the control is definitely not as user friendly as a Haas, however we strive for "post and go" here (and our first part guys are pretty good) so this is of secondary importance for us. You should be able to bypass the tool staging for T35 using a Boolean statement and the nextool variable. That will save you some time. Have you done any post editing? If not it should be a good one to start on.
-
I think you will get some delay here regardless of the type of tool changer unless the machine has a staging pocket separate from the storage chain........
-
Parameter code usage question
nickbe10 replied to nickbe10's topic in Post Processor Development Forum
Yes, I am using the custom drill parameters for controlling spindle speed changes and Z values not available on the parameter page. But I wanted to keep it to minimum and use other available options where I could, just in case I need the custom parameters somewhere else. I try and view these as I do the mi and mr values. If you use them to freely eventually you run out just when you need them, like a 200 tool carousel..... As I have you on the "phone", my remaining problem is shutting off the coolant at the correct position on my deep hole drilling cycle. N1 T7 M06 (0.0748 CARB. TC DRILL) G90 G54 X.11 Y-.2964 S200 M03 G43 H1 Z2. M08 G94 G00 Z.24 G01 Z.0495 F5. M88 G04 X2.0 S10214 Z-.11 F16. Z-.2595 F8. Z.0495 F50. M88 G04 X2.0 G00 Z2. M08 M05 G91 G28 Z0. A0. G28 Y0. M30 What I did was select the "before" option as it is the one I wouldn't use for coolant control, and bypassed the pcan call using: if drillcyc$ <> 12 & coolantx <> 8, #skip before call for deep hole drill [ pcan ] Watching it through the debugger I saw that it was changing the canned text variables to the coolant "off" condition before it read the "Custom Drill Cycle 12" I got round this by sending it straight to the Custom drill cycle here at end of psof ptlchg_com sof = 0 if drillcyc$ = 12, pdrlcst$ This gave me the coolant "on" where I wanted it. Now I am trying to figure out how to trip the canned text variables to the "off" condition without passing through the pdrill block, is there something going on in the background when entering the drill cycle part of the post? My suspicion is that the solution lies here: local_int = zero coolantx = zero while local_int < 20, [ result2 = and(2^local_int, coolant_on) local_int = local_int + one if result2 = coolant_bin, suppress = one ] But this is a little arcane for my level of experience. I get that it is checking through all 20 coolant options, but why the binary values, and 2^local_int...?? If this is where I need to trip the coolant "off" condtion can I "prime the pump" to make it happen by resetting variables, could you parse this for me, or am I barking up the wrong tree? I know I could do it with string literals , or some other variables, but I would like to keep it in the canned text system if possible and use the "built in" post mechanism. (I can feel Ron smiling and shaking his head as I type this.....whistling emogi on its way....?). I think once I get this solved the rest should be plain sailing.....or famous last words. -
I think you are stuck with it. It is trying to stage the tool, but by protecting the large tool pocket (I am assuming pockets either side are now disabled) it is turning the pocket "dedicated " to the large tool. Some carousels have "dedicated" pockets and others are "random", and this could account for the differences between the machines. Probably easiest to bypass staging next tool after T35 in the post. You will still lose a bit of time but not as much. We are looking at a 50T version of this machine. How do you like it other than the above problem?
-
Parameter code usage question
nickbe10 replied to nickbe10's topic in Post Processor Development Forum
Thanks Ron. And I agree with your sentiments. Make it clear in the post, for your own sake if nothing else. Trying to make it hard for others only lasts 5 mins. in the debugger. -
Am I allowed to use parameter codes twice or (or multiple times) to initiate different variables? I am working on some custom drill cycles and would like to use "top of stock" and "feed plane" (prmcode$ 10024 and prmcode$ 10027) as different variables depending on the custom drill cycle called (I've got 6 drill cycles all together). This is really just for clarity in the post as (obviously) it will not appear in the code.
-
Difficult to tell from information available, but one thing that catches my eye is the 0.06 stepover and 0.0125 min rad. Rule of thumb is 2x stepover for min rad. Normally this doesn't affect verify but spits out code that does not reflect verify, but its worth a quick try. 0.06 stepover and .12 min rad.
-
Parametric programming is when you write complete programs in Macro B. The use of variables in the code allow you to make "families " of parts which differ by a limited number of variables which are entered in the program "fields". What you want to do is extract the offset data from the machine and save it. This is fine as long as you keep all the holder /tool combinations "intact" between runs. And your fixtures are able to load repeatably in "machine space".On a Haas there are commands similar to the SND commands for DNC download but the acronyms contain the word "offset" in some way. Can't remember the exact commands. I believe there are similar Macro B statements that will achieve the same effect in a Fanuc control, but this is not strictly "parametric programming". There is also a book by Sinha which I find very useful for Macro B work, more comprehensive than the Schmid book
-
Check for parameter number changes, especially with a "source" post that old. Grab an mpmaster of the version you want to update to and check the pparameter$ block, or get the latest documentation for post editing. It is still there in X9, haven't explored 2017 / 2018 yet.
-
Matsuura MX-520 collant issues
nickbe10 replied to ujmujm's topic in Machining, Tools, Cutting & Probing
You are not, that's why these days you should always buy the thru spindle option (in the great scheme of things the extra cost is negligible, especially compared to retro fitting). You can always run a collet holder without a sealing cap and get good coolant pressure along the tool axis. Some Mikron tools have coolant ports at the TOP of the shank for this purpose and the structural integrity of the tool is maintained (no coolant channels in the flute area). I have also seen tools with axial slots in the shank to achieve the same effect. All the "fixes" for this situation come with downsides..... -
Just looked it up and it is drillcyc$ that differentiates the different cycles
-
Pretty sure all drill cycles are same opcode, differentiates by drlcyl (sp?)
-
In Europe where the environmental regs are stronger they have been running mostly dry for decades now. At first of course all the machinists rolled their eyes when the regs came out. Then people started to think about it. Eliminating coolant, now we save money not buying coolant, no more hazardous waste disposal no more coolant floods, no more processing chips before recycling....etc....and it was embraced and they are still way ahead of us on this. So there is a lot to be said for running dry as much as possible. back when I was running large Ti hogout parts (mid 90s) Stellram applications manager sent me a copy of a Masters thesis which looked at mist systems for Ti. When set up correctly the amount of mist is just enough so that it is entirely vaporized by the heat generated leaving dry chips and part. Pages of heat transfer calculations but quite interesting. Have been running 15-5 at 700 sfm with an airblast since about that time too.......
-
For production: the machine is a code reader. It should be user friendly and common, both in numbers of units out there and in the code it reads. You are much more likely to hire people who can at least read the code on Fanuc/Haas/Yasnac machines than Mazak or Okuma. For tooling / one off / prototype: you could make an argument for a machine with a conversational system. I ran a Dynapath full 3D conversational machine back in the early 90s that could do a lot. I hear Siemens has a full 3d conversational and Okuma can also do a lot. I can still program faster in Mastercam and be programming the next part while the current part is running and get a faster production rate than using conversational. The virtual software with verification (mastercam is good at this) is too much of an advantage, and of course then you can run it on any machine.....and you have a mobile source program.
-
I have used different C and T planes for Blend toolpaths on undercut surfaces. Toolpane from above the surface on the tool axis and C plane to project the Blend curves onto the surface from the side. Worked a treat in the right circumsatance. I think I have used it 3 times in 13 yrs.
-
Check your source geometry (analyze entity). It could be a spline. If so try "simplify" under the edit tab to convert to a line or create a point at each end and create a new line. It's a little difficult to diagnose just from the posted output. Why would you need 2d high speed to machine a simple linear contour?
-
When Colin started the thread I was immediately reminded of an old "college legend" that was going around when I was at Uni. back in the old country. Question on a Philosophy final exam: If this is a question answer it. One bright spark's answer : If this is an answer mark it. Legend has it they graduated him Magna for this answer.....
-
A little long winded don't you think Colin.......
-
? ! (edited to more appropriate response)
-
Operation Library - Will not save. (mcamx9)
nickbe10 replied to Mack Tavares's topic in Industrial Forum
Check out the Pro Tips at top by Colin, Setting machine and Control Defaults. It might also give some helpful info -
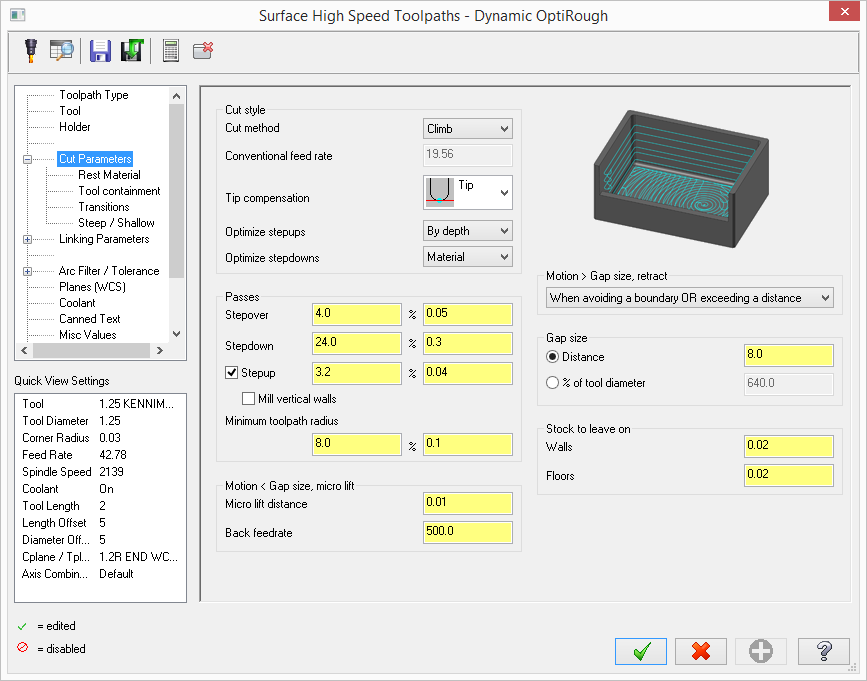
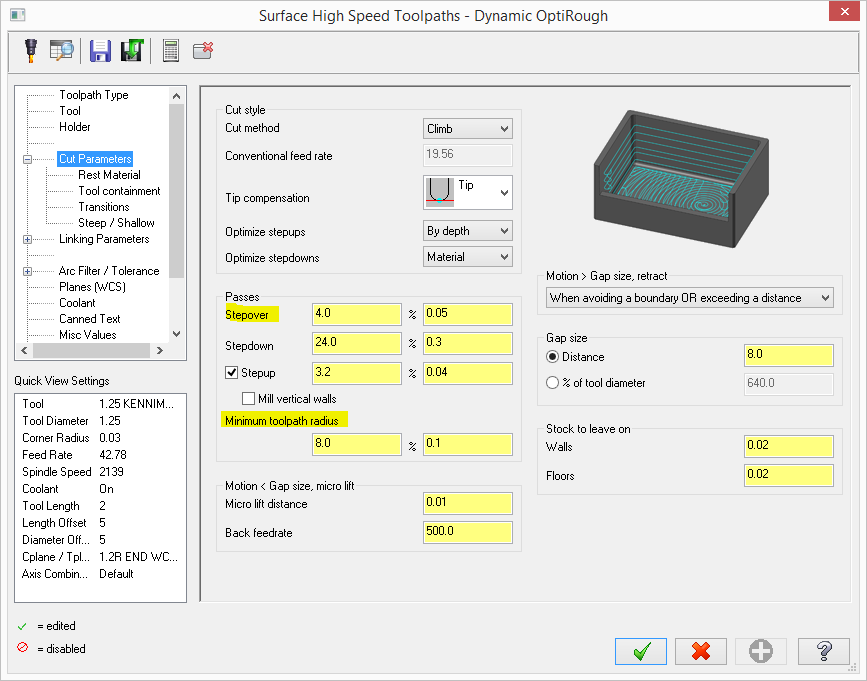
On the "Cut Parameters" tab of the toolpath. On the left halfway down. Min. Toolpath Radius (0.1) is 2x stepover (0.05) Note this shows Dynamic Optirough (3D), same rule of thumb applies to 2D highspeed which has no step up or step down options
-
This can also happen if your stepover - min. radius ratio is wrong. Rule of thumb is min. radius should be at least 2x stepover
-
We are using Romicron here. The thing I like about them is there is no gib lock due to the design. In my experience most boring heads get messed up because the operator forgets the lock when adjusting, the lock plate gets scored and then it is all over, so for shops without a high skill level they are great. They are a bit bulky too, but they come with built in balancing rings. My other choice which I ran for years is Wahlhaupter (sp?). very accurate and more compact than the Romicron but they do have the normal gib lock. As long as you don't have a bunch of inexperienced machinists using them they are very nice. I have also used Big Kaiser, as with all their stuff it is excellent quality. Similar to Walhaupter and of course (as with all Big Kaiser) they come plus head ready. In fact I think they are the only ones you can use in Mori + heads without voiding the warranty. They are all equally accurate in adjustment and performance. Check them all and choose which suits you best for size range etc.....they are all in the $2K bracket by the time you get all the accessories.
-
Seiki 16M stop tapping midhole
nickbe10 replied to Scottsask's topic in Machining, Tools, Cutting & Probing
On some machines you lose override control in canned cycles(rapid and feedrate for instance) when it is in the Macro. Do you have to give it a synch spindle code? For tapping the feed is linked to the spindle speed so often you are locked out of override..... -
Seiki = Precision (English - Japanese), just because the name includes seiki does not necessarily make it a precision machine....it is marketing....
