metalmansteve
-
Posts
116 -
Joined
-
Last visited
-
Days Won
1
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by metalmansteve
-
Sweet....this is what I strive for some day. Could this be done on a haas trunion? I think I read on here they can't handle true 5x motion?
-
So is the moral of this story to never attempt 5- Axis programming without vericut? Sounds like it paid for itself with this one job.
-
Shame on ingersoll...totally unacceptable
-
Thanks!
-
When importing a .step file it seems like I can't change its color. When I import in X7 it's blue and X6 it's bright green. I'm boring and want grey. Am I doing something wrong?
-
Can you use a form tap?
-
I've created a custom back-side deburr tool. It backplots and posts but doesn't show up in verify. What did I do wrong? OP# 50 REV 3.MCX-6
-
GD&T True Position Question
metalmansteve replied to Jason @ CPM Industries's topic in Industrial Forum
Also, the M stands for Maximum Material Condition. The tolerance is .038 when the holes is at its smallest allowable dimension (13.005) Your tolerance grows relative to the hole size. The larger the hole the more tolerance you gain. -
FINISHING 2D PARTS AFTER OPTIROUGH in MC-X7
metalmansteve replied to Maclaw's topic in Industrial Forum
I agree....it would be huge if there was a finishing option that allows you to select this solid and finish in one shot. Extracting and selecting a million chains and creating a million operations seems archaic to me. -
Thanks for the feedback. I was thinking that there would be a way around selecting all these chains and creating extra toolpath geometry.
-
Hello All, I've been programming in Mastercam for about a year now. I'm always able to get to from print to part and feel like I've got a good hang of this. Now I need to get fast. Attached is a file I worked on today. I modeled it from a 2d print and produced all the tool-paths necessary to get a good part off the machine. I have an order for 4 of these and spent 3+ hours on this program. I feel spending almost an hour per part on programming is way to much for a simple part like this. I'm asking for input from the power users on here to give me some constructive criticism so I can get to point B (a good part) faster then what I'm doing now. Thanks for your time and input. -Steve PS....I know I'm using way over-sized material but it's what I had laying around...and it's only 4 pieces. 630-051803-002.MCX-6
-
6-32 Roll tapping into Cast - Speed & Feed
metalmansteve replied to Eztrakman's topic in Machining, Tools, Cutting & Probing
We roll a lot of 6-32 threads in high-temp alloys using 3.15mm OSG-sus drills and OSG EXO-TAPS. They're Ticn Coated. OSG P/N 1405003208. We run them at 1500 rpm. Rigid tapping. We get about 2,000+ holes per tap. We're using Blaser BC20SW coolant. Your cast material is more abbrasive but it's worth a try. -
I agree.....this seems to be a step backwards.
-
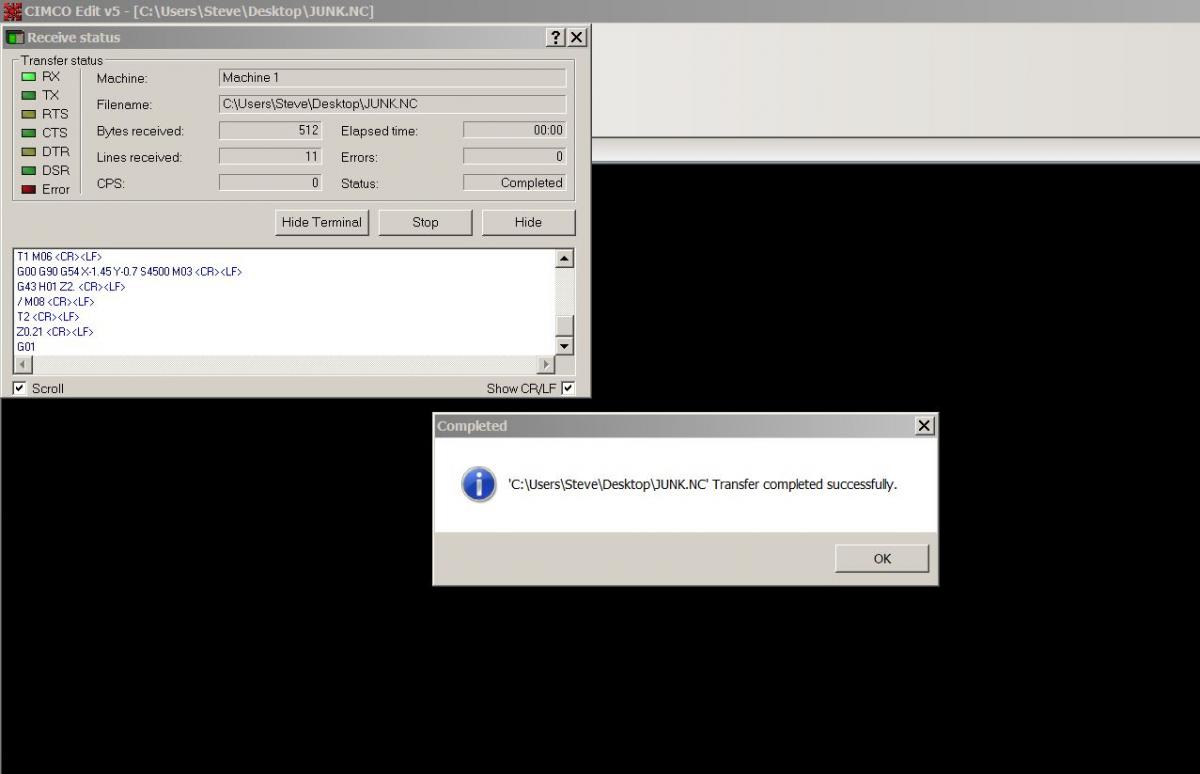
Thanks for the replies. Regardless if I choose 'receive', 'receive file' or 'receive into current window' or if I try to save as a .nc or .t file.....i get the same result. I'm sending from a fanuc control on my lathe and also tried from my haas machines....same thing. Similar situation with codeshark. If i use the 'test terminal' option i can see the code coming in but it never gets to the file. I think it's safe to assume my wires are hard-wired correctly and it's not a machine issue....it's gotta be something on the pc end....right? Also, the time-out setting is set to 15 seconds.


-
Hello all, I'm trying to send programs from my lathe to Cimco editor. The prgram comes in but when I click "ok" nothing is there. I'm having similar problems with the Mastercam Editor and Codeshark. Any ideas? Thx -Steve