maestro
-
Posts
289 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by maestro
-
No cutter comp with ramp and multi finish passes
maestro replied to sideholes's topic in Industrial Forum
I have seen this issue as well. -
I have an aerospace part that we ar running on our Okuma MA600 horizontal with a 5th axis rotary table. This is mounted on a Technigrip dovetail fixture to run the entire part in 1 op. It has an angular flange on it that runs almost 180 degrees around it. I can machine it with 5 axis swarf just fine. My issue here is that when we run it, (I have Vericut), the machine starts out with the C axis rotary table facing the operator door, the B axis begins to rotate and right around B0, the C will rotate almost 180 degrees and the B axis will begin to rotate back towards the operator door back to basically to where it started. It seems to me that the B axis could just continue on so that at the end of the cut, it would be facing away from the operator door and the C axis would not have to make this large rotaional move right in the middle of the cut. The part looks fine the way it is. Just wondering if anyone might have any ideas. I have tryied several different toolpaths and approaches, all of which have the same result. I am starting to think this may be a post issue more than anything. Agian, the part looks fine off the machine, this question is really more for my own info than anything else. Company policy prevents me from shaing the part here. Thanks in advance.
-
Okuma apps guys finally got back with me. Ran this on machine and works good. Prety close to the Fanuc code on our Makino's. Changing the G71 line to an X dimension is what solved my problem. N80 (.098 DRILL IN RIGHT ANGLE HEAD ) (DRILL PILOT HOLES LEG 1) M21 (UNLOCK M27 (UNLOCK C) T80 M6 M51 G0 G15 H2 G90 X-12.525 Y0 C0. B0. S4000 M3 M20 (LOCK M26 (LOCK C) G56 H80 Z10. G19 G71 X-12.525 G81 X-11.4 R-11.675 F5. M54 Y-1. Z11. Y0 G0 G130 M9 M5 G30 P1 /M60 M30
-
YoDoug, you are correct, but when I try this with a G19 plane change, I get alarms.
-
That is correct, but it goes on the line before the line with the drilling cycle.
-
We have 2 Makino horizontals with 5th axis rotary tables. My post for these works perfectly for drilling and milling with a right angle head. We just purchased a new Okuma MA600 horizontal with the same 5 axis tables. We need to be able to drill with a right angle head the same way as we do on our Makinos. Okuma does not use G98, G99 in their canned drill cycles. They use G53 and G54 on the line before the line with a canned cycle to control the retract hieght. It seems that no matter what I try, I get alarms when trying to change planes and dill holes in X axis. Does anyone have an idea on what the code should look like to accomplish this. No problem on our Fanuc control machines. We do aerospace structural components and drill tons of pilot holes at lots of varying angles and in tight quarters.
-
My workstation has a Nvidia Quadro FX4600 video card, and we have an identical workstation with the exception that it has a Nvidia Quadro FX3700. Our IT guy has prchased a Nvidia Quadro 600 card to replace the FX3700. Will this be a step up or step back for Mastercam on this box? These are both Dell T7400 32 bit workstations running XP Pro with 4 gigs of ram. I haven't been able to convince management to make the move to systems running Windows7 64 bit and more than 4 gigs of ram.
-
I have made models of the head and table for our VF6SS machines along with models of a HRT210 5 axis trunnion table.

-
According to our IT guy, they don't let windows push any video drivers. They supposedly filter them out.
-
Thanks for the help
-
Problem is, IT has shut all that off.

-
I am not a computer pro by any means. How can you tell if windows is updating the video drivers, and how do you stop it from doing so?
-
I'll have to check on the drivers. It is just strange that it starts up after a Windows update, and if I restore it back to a time befor the update, it stops happening.
-
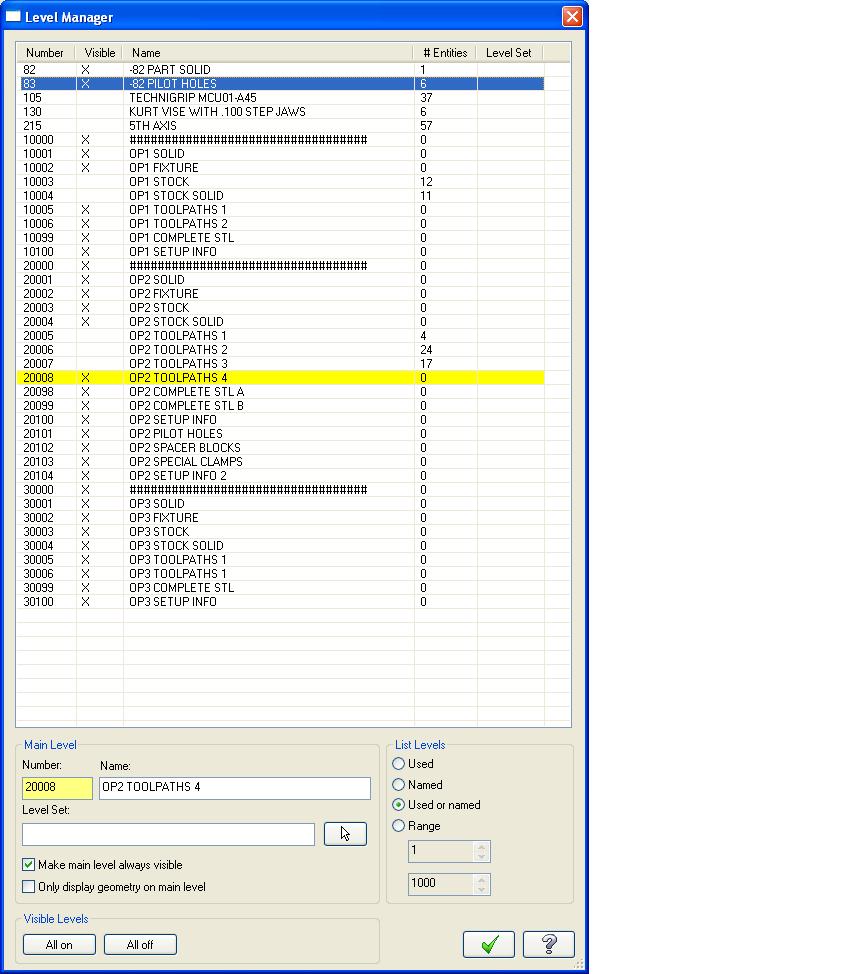
Here is what my screen looks like when it happens.

-
I have a strange video issue. After a recent Windows XP pro update, my Mastercam screen will go completely black and lockup from any where from 20 seconds to a minute long. This occurs very freguently over and over to the point that you can only work about 1/3rd the time. This has been going on for quite some time now, all the way back to at least X2. We are running X6 now, but this occurs with X5, X4, and X3 which I still have installed on my box. The only remedy I have found so far is to restore my computer back to a date before the last windows update. This clears the problem. If I do this and turn off windows automatic update, this solves the problem. The real problem is now our corp IT group insists these updates be made and has turned on the automatic update feature and fixed it so I can no longer turn it off. Has any one else had this issue? This is now happening on 2 Dell T7400 workstations, one with a Nvidia Quadro FX4600 video card, the other a Nvidia Quadro FX3700.
-
Thanks guys.
-
Is there a way to construct a line normal to a surface through a point? Say like a contoured aerospace surface pilot hole where all you have is a point and the contoured surface.
-
I have had this same problem with my Dell T7400 running XP and a Quadro FX 4600 video card. If I let windows automaticaly update to the latests updates, this would cause this problem. When it would start doing this, I could use system restore to restore it back to a date before the update was applied and the problem would go away. We have another workstation here that is the same except for the video card, but this problem never shows up on it. Apparently one of the updates causes this to happen. We just haven't figured out which one.
-
I had started a topic on this a couple of weeks ago. http://www.emastercam.com/board/index.php?showtopic=68664 In my instance, I can't tell that the files were being renamed. They just disappeared. I too have everything on a network drive so all programmers use the same files. The only solution I could make work was to have the control file on my local drive. All other files could be on the network drive. If I moved the control file to the network, everything would get jacked up.
-
OK, trying to get X6MU2 up and running. Install went OK. Updated all posts, machine defs, etc. I go into a X6 machine def to set all files up, everythiing looks good. Go to save and get a dialog box that says control file not found and X6 crashes. Look in machine def directory and control file is gone. Recreated this senario 5 times with 3 different machine defs, all yield the same result. Anyone else seen anything like this. Back to X5 for now.
-
Makino A51, horizontal and PS95 with 4th axis rotary.
maestro replied to Thee Rickster ™'s topic in Industrial Forum
Robert you are right. Depending on how long the part is and what kind of cut you are doing, you might not be able to reach some features in the Y- direction. -
Makino A51, horizontal and PS95 with 4th axis rotary.
maestro replied to Thee Rickster ™'s topic in Industrial Forum
We started out like a lot of shops getting our feet wet with a Haas VF5 with a TR210 trunnion table. We bought the 2 Makinos together. The Makinos hmc's with the added rotary tables program just like the trunnion style machines. Ours have Makino's SGI high speed machining option which works great. You don't want to use Vericuts optipath option with SGI as the changing feedrates that Optipath adds can produce unpredictable results. Makino recommends not using Optipath with machines equipped with SGI. One of the best things is like most hmc's, chip handling and evacuation is better than most verticles trunnion style machines. One drawback to the Pro5 controls that we have is the small amount of nc memory. Not a lot of memory for programs. We do have internal memory cards for added memory on each one. We had our post modified to output seperate files broken out by each tool as it is used. These we put in a M198 folder on the the internal card. The post also outputs a main program file that goes into the main nc memory and calls each of the files in the M198 folder. -
Makino A51, horizontal and PS95 with 4th axis rotary.
maestro replied to Thee Rickster ™'s topic in Industrial Forum
We have an A51 and a82 outfitted with 5th axis rotary tables. Mostly aluminum aerospace stuff, lots of full 5 axis motion as well. These run pretty much 20 hrs a day. Both programmed with Mastercam. We do run everything thru vericut here. Really sweet machines.
-
This is how I handle mine.

-
The wcs is in the X4 version, but I don't see it in the X5 Version.